一种可加热膨胀的钕铁硼磁体的制作方法与流程
本发明涉及钕铁硼磁体的制作方法,尤其是涉及一种可加热膨胀的钕铁硼磁体的制作方法。
背景技术:
1、钕铁硼磁体具有优异的磁性能和很高的性价比,广泛应用于电子、电机和通信等技术领域。
2、汽车驱动电机中有较多场合使用ipm构造的永磁电机。永磁电机中构成转子的硅钢片和钕铁硼磁体通常采用胶水粘接。但是,使用普通液态粘接剂对硅钢片和钕铁硼磁体进行粘接的时候涂布量会非常难以控制。如图1所示,硅钢片由于是层层铆接的,每片硅钢片之间都会存在间隙,普通的液态粘接剂在固化的时候由于毛细现象渗透到硅钢片的间隙中,结果导致一定量的液体粘接剂从粘接面流失,粘接涂布量不足,致使粘胶达不到设计的粘接力要求。
3、为解决上述问题,有研究人员提出采用可膨胀涂层来代替传统的普通液态粘接剂涂层,这样将涂覆有可膨胀涂层的磁体插入磁钢槽内,就可以利用可膨胀涂层自身不可逆的膨胀,来实现钕铁硼磁体在磁钢槽的固定。比如专利号为cn202110657206.1的中国专利中公开的一种可膨胀烧结钕铁硼磁体及制备方法和应用、申请号为cn202210485575.1的中国专利申请中公开的高附着力磁体无机膨胀涂层。
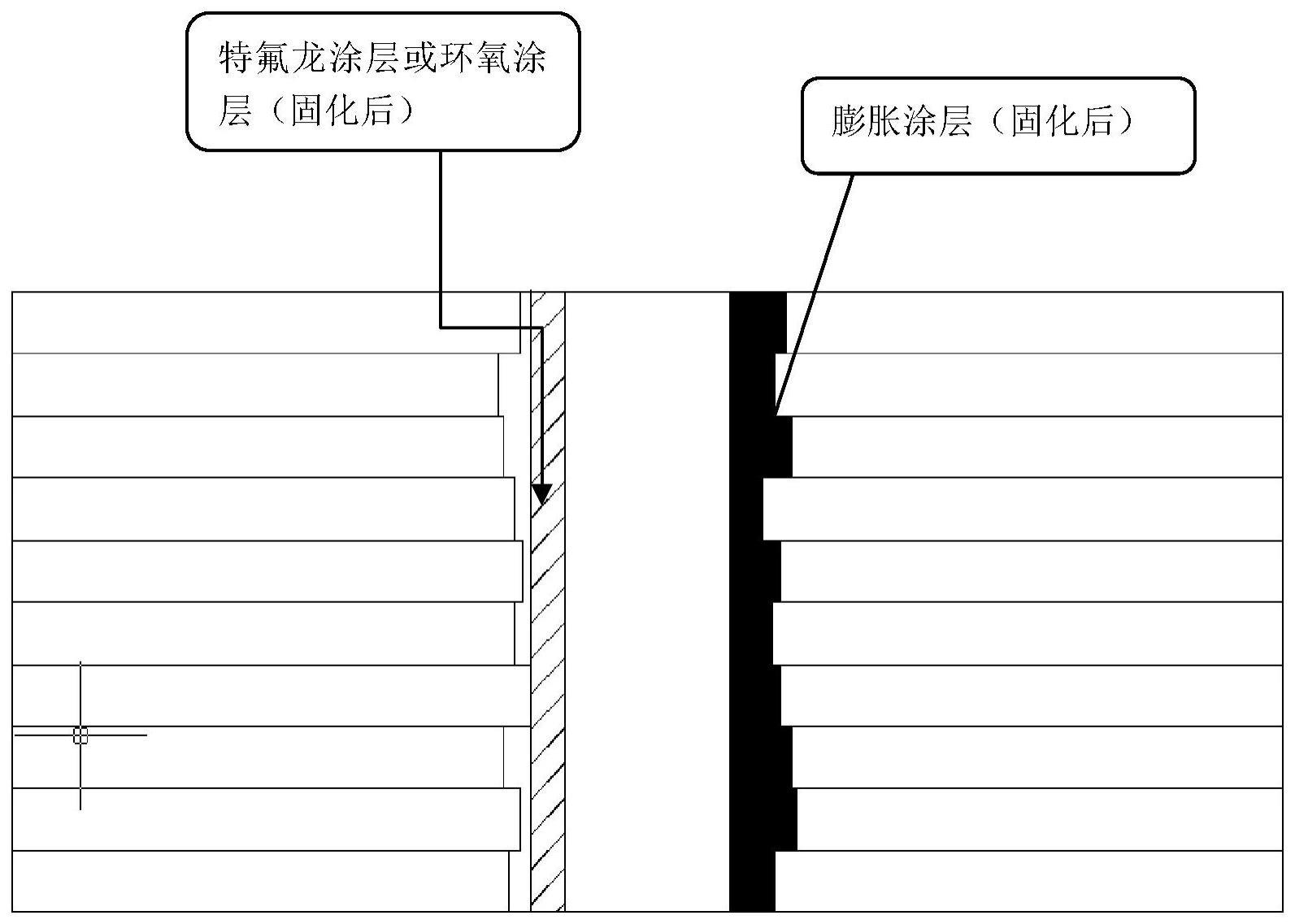
4、申请号为cn202210485575.1的中国专利申请中公开的技术采用的发泡剂聚磷酸铵分解产生的磷酸对钕铁硼磁体会造成腐蚀。而专利号为cn202110657206.1的中国专利中公开的技术虽然不会造成钕铁硼磁体腐蚀,但是其采用的发泡剂烷烃耐温性能差,发泡剂容易过早地消耗,最终导致可膨胀涂层不能可靠地填充空隙以将钕铁硼磁体固定在磁钢槽中。并且,为了达到磁钢表面防护以及电机转子硅钢片和钕铁硼磁体间电绝缘的性能要求,现有技术中,钕铁硼磁体都是全覆盖可膨胀涂层的,钕铁硼磁体表面全涂覆膨胀涂层工作机理的示意图如图2所示。但是钕铁硼磁体表面全涂覆膨胀涂层导致涂覆工艺复杂、成本高,而且钕铁硼磁体相对磁钢槽的拉脱力一般在5mpa左右,难以满足电机转速高速化对钕铁硼磁体相对磁钢槽10mpa左右的拉脱力需求。
技术实现思路
1、本发明所要解决的技术问题是提供一种可加热膨胀的钕铁硼磁体的制作方法,采用该方法制备的钕铁硼磁体涂覆工艺简单、成本较低,且不会对钕铁硼磁体会造成腐蚀,在用于构成永磁电机的转子时,能够满足电机转速高速化对钕铁硼磁体表面电绝缘以及相对磁钢槽10mpa左右的拉脱力需求。
2、本发明解决上述技术问题所采用的技术方案为:一种可加热膨胀的钕铁硼磁体的制作方法,包括以下步骤:
3、步骤1、将钕铁硼磁体进行预处理,得到预处理钕铁硼磁体;
4、步骤2、在预处理钕铁硼磁体表面涂覆特氟龙涂料或环氧涂料,经固化后,预处理钕铁硼磁体表面形成厚度为10-25μm的特氟龙涂层或环氧涂层,得到预涂覆钕铁硼磁体,其中,预处理钕铁硼磁体表面为其所有表面或者除表面积最大的任意一个表面以外的其他表面;
5、步骤3、如果预处理钕铁硼磁体所有表面均形成了特氟龙涂层或环氧涂层,此时在预涂覆钕铁硼磁体的表面积最大的任意一个表面涂覆膨胀涂料,经预固化,形成厚度为80-120μm的预膨胀涂层,得到可加热膨胀的钕铁硼磁体,如果预处理钕铁硼磁体除表面积最大的任意一个表面以外的其他表面均形成了特氟龙涂层或环氧涂层,此时在预涂覆钕铁硼磁体未形成特氟龙涂层或环氧涂层的一面涂覆膨胀涂料,经预固化,形成厚度为80-120μm的预膨胀涂层,得到可加热膨胀的钕铁硼磁体,所述的预膨胀涂层的材料组分包括预聚物、固化剂和发泡剂,所述的发泡剂为二甲基亚硝胺、矿物油二者中至少一种和异辛烷的混合物;
6、步骤4、将步骤3所得的可加热膨胀的钕铁硼磁体插入永磁电机硅钢片的磁钢凹槽内,加热到205℃,保持30-60分钟,使预膨胀涂层固化,同时使预膨胀涂层完成发泡膨胀,实现钕铁硼磁体在磁钢凹槽中的固定。
7、所述的步骤1中得到预处理钕铁硼磁体的具体过程为:
8、s1、在温度为50-70℃条件下对钕铁硼磁体进行碱性脱脂,时间为5-15分钟;
9、s2、对步骤s1处理后的钕铁硼磁体先后进行两次纯水洗;
10、s3、对步骤s2纯水洗后的钕铁硼磁体采用体积浓度为3-5%的硝酸酸洗液在室温条件下酸洗0.5-1.5分钟;
11、s4、对步骤s3处理后的钕铁硼磁体进行两次纯水洗;
12、s5、对步骤s4纯水洗后的钕铁硼磁体进行超声波水洗;
13、s6、对步骤s5超声波水洗后的钕铁硼磁体进行纯水洗;
14、s7、对步骤s6纯水洗后的钕铁硼磁体采用浓度为15g/l的氟化氢铵溶液进行活化处理,其中温度为室温,时间为30秒;
15、s8、对步骤s7处理后的钕铁硼磁体进行纯水洗,预处理完成。
16、所述的步骤2和步骤3中的涂覆为喷涂、浸涂或者刷涂。
17、与现有技术相比,本发明的优点在于通过采用先在钕铁硼磁体的所有表面或者除表面积最大的任意一个表面以外的其他表面进行预涂覆形成特氟龙涂层或环氧涂层,得到预涂覆钕铁硼磁体,然后在预涂覆钕铁硼磁体表面单面涂覆预膨胀涂层,确保钕铁硼磁体表面电绝缘以及表面防护,涂覆工艺简单、成本较低,同时钕铁硼磁体的尺寸公差也得到了改善,由此可方便地实现大规模低成本生产,预膨胀涂层中的发泡剂采用二甲基亚硝胺、矿物油二者中至少一种和异辛烷共用的混合物,因为发泡剂采用了二甲基亚硝胺和/或矿物油,一方面改善了发泡剂耐温性能,避免发泡剂过早地消耗,另一方面由于二甲基亚硝胺分解产物氨具有一定的缓蚀作用,矿物油沸点高,不易分解,也避免了发泡剂分解产物对钕铁硼磁体的腐蚀反应,经测试,采用本发明的制造方法得到的钕铁硼磁体相对磁钢槽的拉脱力在10mpa以上,在用于构成永磁电机的转子时,能够满足电机转速高速化对钕铁硼磁体相对磁钢槽10mpa左右的拉脱力需求。
技术特征:
1.一种可加热膨胀的钕铁硼磁体的制作方法,其特征在于包括以下步骤:
2.根据权利要求1所述的一种可加热膨胀的钕铁硼磁体的制作方法,其特征在于所述的步骤1中得到预处理钕铁硼磁体的具体过程为:
3.根据权利要求1所述的一种可加热膨胀的钕铁硼磁体的制作方法,其特征在于所述的步骤2和步骤3中的涂覆为喷涂、浸涂或者刷涂。
技术总结
本发明公开了一种可加热膨胀的钕铁硼磁体的制作方法,先在钕铁硼磁体所有表面或者除表面积最大的任意一个表面以外的其他表面预涂覆形成特氟龙涂层或环氧涂层,然后在预涂覆钕铁硼磁体表面单面涂覆预膨胀涂层,预膨胀涂层中的发泡剂采用二甲基亚硝胺、矿物油二者中至少一种和异辛烷共用的混合物,发泡剂采用了二甲基亚硝胺和/或矿物油,一方面改善了发泡剂耐温性能,避免发泡剂过早地消耗,另一方面也避免了发泡剂分解产物对钕铁硼磁体的腐蚀反应;优点是采用该方法制备的钕铁硼磁体涂覆工艺简单、成本较低,且不会对钕铁硼磁体会造成腐蚀,在用于构成永磁电机的转子时,能够满足电机转速高速化对钕铁硼磁体相对磁钢槽10MPa左右的拉脱力需求。
技术研发人员:胡依群,欧阳习科,刘成成,王龙圆
受保护的技术使用者:宁波韵升磁体元件技术有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!