一种三骨架串联OBC线圈绕线设备及其工艺的制作方法
本发明涉及obc线圈绕线,尤其涉及一种三骨架串联obc线圈绕线设备及其工艺。
背景技术:
1、相关技术中,现有的目前,线圈被广泛应用于电子领域,线圈一般包括定子与金属线,需要将金属线缠绕于定子上,因此本领域技术人员发明了线圈绕线机,与此同时,三骨架串联obc线圈作为线圈的一种亦被广泛使用,三骨架串联obc线圈顾名思义由三部分骨架拼接串联组成,其中两侧部分副线圈,中间部分为主线圈。
2、现有的三骨架串联obc线圈绕线机还存在着许多的缺点,其一,其自动化程度低,无法满足线材自动缠绕在线圈骨架的功能,还需要人工进行辅助;其二,目前,由于三骨架串联obc线圈的线圈绕线需要多圈,其在绕线的过程中,线材与线材之间容易发生接触,长期使用容易导致线材短路的问题发生,因此在线材与线材之间通过胶带隔离势在必行,而目前的三骨架串联obc线圈绕线机包胶机构包胶效果差,无法满足当代的线圈包胶的加工需求。
3、针对相关技术中的三骨架串联obc线圈绕线设备自动化程度低,解决了现有技术中obc线圈绕线设备自动化程度低,无法实现三骨架串联obc线圈绕线与包胶的问题,尚缺少较佳技术方案。
技术实现思路
1、有鉴于此,有必要提供一种三骨架串联obc线圈绕线设备,以至少解决相关技术中针对现有的三骨架串联obc线圈绕线设备自动化程度低,无法实现三骨架串联obc线圈自动化绕线与包胶的问题。
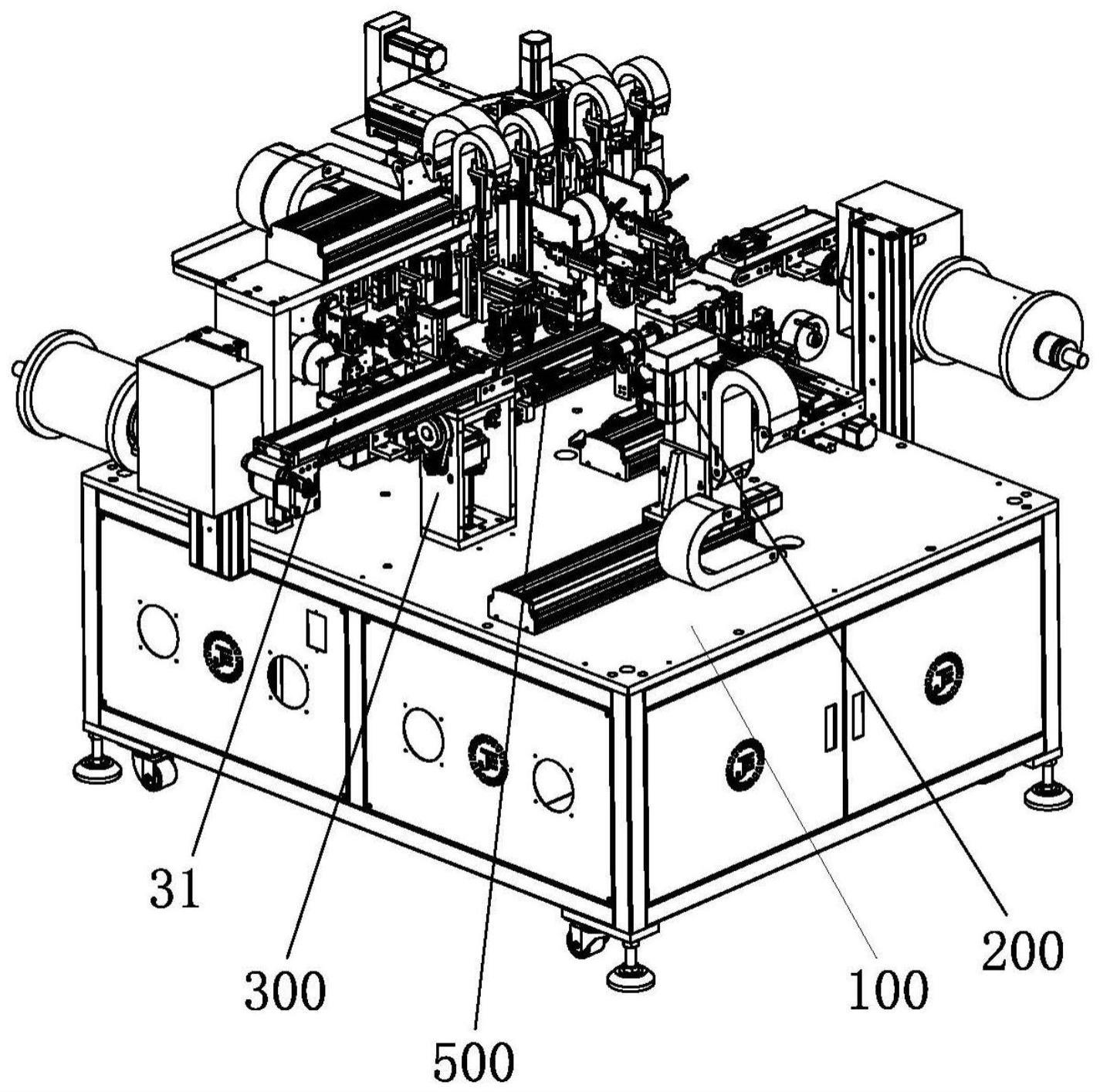
2、本技术实施例提供一种三骨架串联obc线圈绕线设备,包括工作台、线材送线机构、线圈上下料机构、线材包胶机构以及线圈绕线机构,线材送线机构、线圈上下料机构、线材包胶机构以及线圈绕线机构均设于工作台上,其中,线材送线机构用于将线材传送至线圈绕线机构处上料;线圈上下料机构用于将obc线圈骨架传送至线圈上下料机构处上料或将绕好线材的obc线圈成品从线圈上下料机构处取走下料;线材包胶机构用于对单一线材的本体缠胶带或对绕在obc线圈骨架上的线材外表面缠胶带;线圈绕线机构用于将线材绕在线圈绕线机构处的obc线圈骨架上。
3、在其中一个实施例中,线材送线机构包括料盘模组、线材传动模组、线材传送模组以及线材检测装置,料盘模组与线材传动模组均设于工作台上,料盘模组设于线材传动模组的一侧,线材传动模组包括线材左右传动组件、线材升降传动组件与线材前后传动组件,线材升降传动组件设于线材左右传动组件上,线材前后传动组件设于线材升降传动组件上,线材传送模组与线材检测装置均设于线材前后传动组件上,其中,线材左右传动组件、线材升降传动组件与线材前后传动组件均采用驱动电机带动丝杆的方式进行驱动,线材左右传动组件用于带动线材升降传动组件与线材前后传动组件进行左右位移,线材升降传动组件用于带动线材前后传动组件进行上下位移,线材前后传动组件用于带动线材传送模组与线材检测装置进行前后位移。
4、在其中一个实施例中,料盘模组包括线材料盘与线材料盘驱动件,线材料盘设于线材料盘驱动件上,线材传送模组包括传送滚轮组、传送驱动件以及限位过线筒,传送滚轮组设于传送驱动件上,限位过线筒设于传送滚轮组的一侧,线材检测装置设于传送滚轮组的另一侧,其中,线材料盘驱动件与传送驱动件采用驱动电机的方式带动线材料盘或传送滚轮组转动,线材检测装置用于检测线材的有无,线材料盘上的线材依次经过线材检测装置后,通过传送滚轮组穿过限位过线筒传送至线圈绕线机构处。
5、在其中一个实施例中,线圈上下料机构包括上下料传送带模组、上下料传动模组以及上下料夹持模组,上下料传送带模组位于上下料传动模组与线材送线机构之间,上下料传动模组包括上下料左右传动组件、上下料前后传动组件与上下料升降传动组件,上下料前后传动组件设于上下料左右传动组件上,上下料升降传动组件设于上下料前后传动组件上,上下料夹持模组设于上下料升降传动组件上,其中,上下料传送带模组用于将obc线圈骨架上料或绕好线材的obc线圈成品下料,上下料左右传动组件、上下料前后传动组件与上下料升降传动组件均采用驱动电机带动丝杆的方式进行驱动,上下料左右传动组件用于带动上下料前后传动组件与上下料升降传动组件进行左右位移,线材前后传动组件用于带动线材传送模组与线材检测装置进行前后位移,上下料升降传动组件用于带动上下料夹持模组进行上下位移,上下料夹持模组用于obc线圈骨架夹取或绕好线材的obc线圈成品夹取。
6、在其中一个实施例中,上下料传送带模组包括相对设置的上料传送带组件与下料传送带组件,下料传送带组件的下端设有下料传动装置,上下料传送带模组包括上料夹持组件与下料夹持组件,上料夹持组件设于上下料升降传动组件上且位于靠近上料传送带组件的一侧,下料夹持组件设于上下料升降传动组件上且位于靠近下料传送带组件的一侧,其中,上料夹持组件用于将上料传送带组件上的obc线圈骨架进行夹持,下料传送带组件用于将线圈绕线机构上的obc线圈成品进行夹持。
7、在其中一个实施例中,上料传送带组件包括上料固定座与上料传送带装置,上料传送带装置设于上料固定座上,下料传送带组件包括下料传动装置、下料固定座与下料料传送带装置,下料固定座设于下料传动装置,下料传送带装置设于下料固定座上,其中,下料传动装置采用驱动电机的方式带动丝杆的方式进行驱动,从而下料固定座与下料料传送带装置进行左右位移。
8、在其中一个实施例中,线圈绕线机构包括主线圈绕线模组、副线圈绕线模组与剪线装置,主线圈绕线模组设于上料固定座的一侧,副线圈绕线模组设于下料固定座的一侧,主线圈绕线模组与副线圈绕线模组相对设置,主线圈绕线模组包括主线圈旋转组件与主线圈夹持组件,主线圈夹持组件设于主线圈旋转组件的旋转轴上,副线圈绕线模组包括副线圈旋转组件与副线圈夹持组件,副线圈夹持组件设于副线圈旋转组件的旋转轴上,剪线装置设于上下料升降传动组件上,其中,主线圈旋转组件与副线圈旋转组件采用驱动电机的带动方式带动旋转轴转动,主线圈绕线模组用于夹持obc线圈的主线圈部分并带动其旋转,从而使线材绕在obc线圈的主线圈部分上,副线圈绕线模组用于夹持obc线圈的副线圈部分并带动其旋转,从而使线材绕在obc线圈的副线圈部分上,剪线装置用于将绕在obc线圈的主线圈或副线圈上的线材进行剪断。
9、在其中一个实施例中,线材包胶机构包括线材包胶模组、主线圈包胶模组以及副线圈包胶模组,线材包胶模组包括线材胶带料盘组件、线材包胶旋转组件、线材包胶夹持组件以及胶带裁切组件,线材包胶旋转组件设于线材前后传动组件上且位于线材检测装置与传送滚轮组之间,线材包胶夹持组件设于线材包胶旋转组件的旋转轴上,胶带裁切组件设于线材胶带料盘组件与线材包胶旋转组件之间,其中,线材胶带料盘组件与线材包胶旋转组件均采用驱动电机的方式带动旋转轴旋转,线材胶带料盘组件用于线材胶带的送料,线材包胶夹持组件用于夹持线材胶带,线材包胶旋转组件用于带动线材包胶夹持组件转动,从而使胶带包覆在线材上,胶带裁切组件用于裁切胶带。
10、在其中一个实施例中,主线圈包胶模组与副线圈包胶模组均设于上下料升降传动组件上,主线圈包胶模组用于将胶带包覆于主线圈绕线模组的线材外表面,副线圈包胶模组用于将胶带包覆于副线圈绕线模组的线材外表面。
11、本技术还提供一种基于三骨架串联obc线圈绕线设备的三骨架串联obc线圈绕线工艺,其包括以下步骤,(1)将线材料盘上的线材经过线材检测装置穿过线材包胶旋转组件后,通过传送滚轮组穿过限位过线筒抵达线圈绕线机构处;(2)线材包胶旋转组件带动线材包胶夹持组件转动,将线材胶带料盘组件上的胶带包覆于线材上,并通过胶带裁切组件进行裁切;(3)将obc线圈骨架放在上料传送带装置上,通过上料传送带装置传送至上料指定位置;(4)通过上料夹持组件夹持上料指定位置处的obc线圈骨架并传送至线圈绕线机构;(5)通过主线圈绕线模组与副线圈绕线模组对obc线圈骨架进行夹持,并分别带动obc线圈骨架的主线圈与副线圈进行旋转将限位过线筒处的线材按照指定圈数绕在主线圈或副线圈上;(6)通过主线圈包胶模组与副线圈包胶模组将胶带包覆于主线圈绕线模组或副线圈圈绕线模组的线材外表面进行线圈与线圈之间的隔离;(7)通过装置剪线装置将线材剪断,形成已绕好线的obc线圈成品;(8)通过下料夹持组件夹持主线圈绕线模组与副线圈绕线模组的已绕好线的obc线圈成品,并传送至下料传送带装置进行下料。
12、本发明有益效果是:集线材送线机构、线圈上下料机构、线材包胶机构以及线圈绕线机构于一体,实现了线材送线、线材包胶、线圈上料下料、线材绕线以及线材隔离的功能,自动化程度高,无需人工操作,即可完成三骨架串联obc线圈绕线包胶工序,且包胶效果与隔离效果好,有效防止线材之间接触导致的短路,适用性广,可适合各种圈数线圈绕线与包胶,与此同时,通过采用三骨架串联obc线圈绕线工艺,可快速制备三骨架串联obc线圈,实现大批量自动化生产。
- 还没有人留言评论。精彩留言会获得点赞!