电极组件、电池单体、电池及用电设备的制作方法
本技术涉及电池,尤其涉及一种电极组件、电池单体、电池及用电设备。
背景技术:
1、电池单体具有体积小、能量密度高、功率密度高、循环使用次数多和存储时间长等优点,在一些电子设备、电动交通工具、电动玩具和电动设备上得到广泛应用,例如,电池单体在手机、笔记本电脑、电瓶车、电动汽车、电动飞机、电动轮船、电动玩具汽车、电动玩具轮船、电动玩具飞机和电动工具等等得到广泛的应用。
2、随着技术的不断发展,对电池单体的性能提出了更高的要求。市场要求电池单体必须拥有足够的可靠性能。如何提高电池单体的可靠性能成为亟待解决的一项问题。
技术实现思路
1、本技术实施例提供一种电极组件、电池单体、电池及用电设备,能够该改善电极组件的拐角区析锂问题,提高使用电池单体的可靠性。
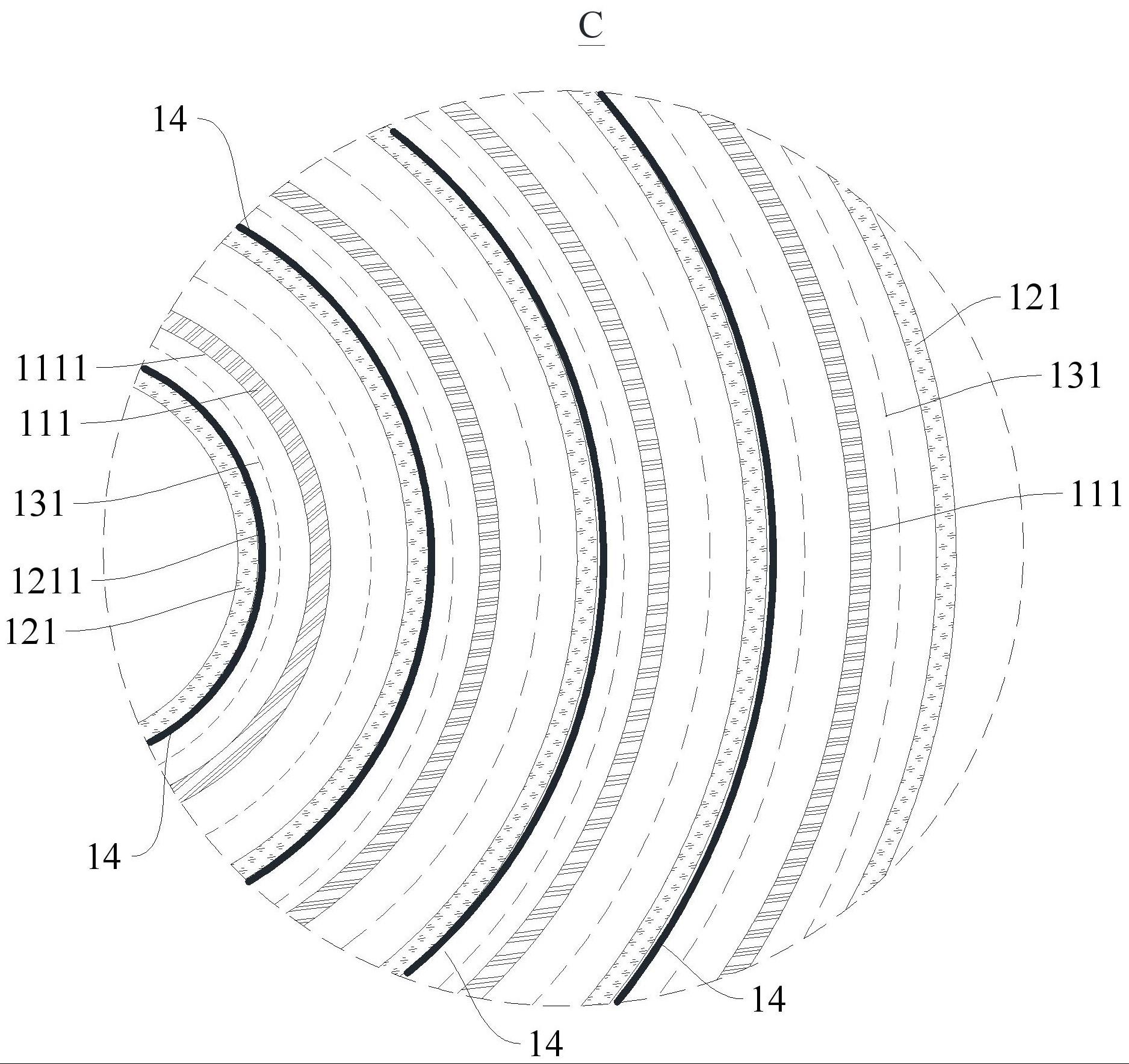
2、第一方面,本技术实施例提供一种电极组件,所述电极组件为卷绕式结构,所述电极组件包括正极极片和负极极片,所述负极极片包括负极拐角区,所述正极极片包括正极拐角区。其中,所述电极组件还包括液态绝缘层,所述液态绝缘层设置于所述负极拐角区的外凸面和所述正极拐角区的内凹面之间。
3、上述技术方案中,在负极拐角区的外凸面与正极拐角区的内凹面之间设置液态绝缘层,液态绝缘层作为锂离子的传输路径中的障碍物,液态绝缘层能够抑制锂离子在负极拐角区的外凸面与正极拐角区的内凹面之间传输,抑制锂离子在负极极片的表面得到电子析锂,从而缓解负极拐角区的外凸面与正极拐角区的内凹面之间的析锂问题,缓解了电极组件拐角区析锂的问题,提高使用该电极组件的电池单体的可靠性。
4、此外,相比固态绝缘层,液态绝缘层尤其适用于拐角区,在拐角区的极片膨胀相互挤压时,液态绝缘层的边缘为柔性边缘可以缓解绝缘层与相邻的极片之间的应力集中,液态绝缘层的边缘与极片之间的作用力较小,在一定程度上缓解了应力集中引起的析锂问题。
5、在一些实施例中,所述液态绝缘层的粘度为u,满足100mpa·s≤u≤10000mpa·s。
6、上述技术方案中,本实施中,优化液态绝缘层的粘度在100mpa·s至10000mpa·s之间,优化了液态绝缘层的粘度大小,该结构的液态绝缘层通过涂覆方式设置于所需位置时,液态绝缘层的内部分子的摩擦力适中,液态绝缘层容易涂覆至所需位置,涂覆后的液态绝缘层的厚度较为均匀。同时液态绝缘层粘度适宜,液态绝缘层与所需涂覆的位置的粘贴稳定性强,不易脱离所需位置。
7、在一些实施例中,200mpa·s≤u≤1000mpa·s。
8、上述技术方案中,液态绝缘层更容易涂覆至所需位置,降低涂覆难度,涂覆后的液态绝缘层的厚度较为均匀。同时液态绝缘层粘度较高,粘贴稳定性高,不易脱离所需位置,因而,电极组件的综合性能更优。
9、在一些实施例中,所述液态绝缘层的面密度为p,满足,0.001mg/mm2≤p≤0.1mg/mm2。
10、上述技术方案中,优化液态绝缘层的面密度在0.001mg/mm2至0.1mg/mm2之间。液态绝缘层的厚度适中,具有较佳的绝缘效果,且用料较少,利于控制成本,同时占用空间较小。
11、在一些实施例中,0.008mg/mm2≤p≤0.02mg/mm2。
12、上述技术方案中,电极组件综合性能更优。
13、在一些实施例中,所述液态绝缘层的材料包括长链聚合物、长链烷烃和长链烷基中的一种或多种。
14、在一些实施例中,所述液态绝缘层的材料为长链聚合物,所述长链聚合物包括二甲基硅油、甲基氟硅油和苯基硅油中的一种或多种。
15、在一些实施例中,所述液态绝缘层的材料为长链烷烃,所述长链烷烃包括正辛烷和正壬烷中的一种或多种。
16、在一些实施例中,所述液态绝缘层的材料为长链烷基,所述长链烷基包括烷基苯、烷基萘和烷基二苯基烷烃中的一种或多种。
17、在一些实施例中,所述液态绝缘层涂覆于所述负极拐角区的外凸面。
18、上述技术方案中,设有液态绝缘层的位置,锂离子难以穿过液态绝缘层接触负极拐角区的外凸面,锂离子在负极拐角区的外凸面得到电子的可能性较低,锂离子无法到达负极拐角区的外凸面得到电子的情况下,自然不会发生还原反应不会引起析锂,因而实现了缓解拐角区析锂。
19、在一些实施例中,所述液态绝缘层涂覆于最内n1圈的所述负极极片的所述负极拐角区的外凸面,满足,3≤n1≤5。
20、上述技术方案中,由于析锂主要发生在靠近卷绕中心的几圈的负极拐角区的外凸面与正极拐角区的内凹面之间,在最内几圈的负极拐角区的外凸面设置液态绝缘层,其他圈的负极拐角区的外凸面则不涂覆液态绝缘层,能够较大程度的改善电极组件的拐角区析锂问题,且用料较少,有利于控制成本。
21、在一些实施例中,所述液态绝缘层涂覆于所述正极拐角区的内凹面。
22、上述技术方案中,液态绝缘层涂覆于正极拐角区的内凹面,液态绝缘层用于抑制锂离子从正极脱出,降低正极拐角区的内凹面与负极拐角区的外凸面之间传输的锂离子的量。在锂离子无法从正极拐角区的内凹面脱出的情况下,自然锂离子无法到达负极拐角区的外凸面得到电子析锂,因而能够缓解电极组件拐角区析锂问题,提高电池单体的可靠性。
23、在一些实施例中,所述液态绝缘层涂覆于最内n2圈的所述正极极片的所述正极拐角区的内凹面,满足,2≤n2≤4。
24、上述技术方案中,由于析锂主要发生在靠近卷绕中心的几圈的负极拐角区的外凸面与正极拐角区的内凹面之间,在最内几圈的正极拐角区的内凹面涂覆液态绝缘层,其他圈的正极拐角区的内凹面则不涂覆液态绝缘层,能够较大程度的改善电极组件的拐角区析锂问题,且用料较少,有利于控制成本。
25、在一些实施例中,所述电极组件还包括隔膜,所述隔膜设置于所述正极极片与所述负极极片之间,所述隔膜包括隔膜拐角区,所述液态绝缘层涂覆于所述隔膜拐角区。
26、上述技术方案中,液态绝缘层能够抑制从正极拐角区的内凹面脱出的锂离子从隔膜穿出。液态绝缘层也可以涂覆于所述隔膜拐角区背离卷绕中心的一侧,这样,液态绝缘层能够抑制从正极拐角区的内凹面脱出锂离子进入隔膜。当然隔膜拐角区的两侧也可以均设置液态绝缘层,这样,液态绝缘层能够抑制液态绝缘层能够抑制从正极拐角区的内凹面脱出锂离子进入隔膜,且抑制已经进入隔膜的锂离子穿出隔膜。
27、在一些实施例中,所述液态绝缘层涂覆于最内n3圈的所述隔膜的所述隔膜拐角区,满足,3≤n3≤5。
28、上述技术方案中,由于析锂主要发生在靠近卷绕中心的几圈的负极拐角区的外凸面与正极拐角区的内凹面之间,在最内几圈的隔膜拐角区涂覆液态绝缘层,其他圈的隔膜拐角区则不涂覆液态绝缘层,能够较大程度的改善电极组件的拐角区析锂问题,且用料较少,有利于控制成本。
29、第二方面,本技术实施例提供一种电池单体,包括第一方面任意实施例提供的电极组件。
30、第三方面,本技术实施例提供一种电池,包括第二方面任意实施例提供的电池单体。
31、第四方面,本技术实施例提供一种用电设备,包括第二方面任意实施例提供的电池单体或第三方面任意实施例提供的电池,所述电池单体或所述电池用于为所述用电设备供电。
- 还没有人留言评论。精彩留言会获得点赞!