一种降低WIC超导线材结合力的方法与流程
本发明涉及超导材料加工,具体为一种降低wic超导线材结合力的方法。
背景技术:
1、磁共振成像(mri)是重要的现代医学影像诊疗手段,其核心和基础是nbti超导线材,其中wireinchannel(wic)超导线材因具有高铜超比、低的铜加工率等优点,使其加工成本低且制备的磁体运行稳定、安全,故成为制备磁共振成像系统(mri)关键部件-超导磁体的主导材料。由于mri超导磁体是由多个子线圈组成的,线圈之间是通过引线接头连接的,而制作接头时需将嵌套结构的wic超导线材外部铜槽线剥离,若铜槽线与圆线间结合力太大,剥离过程中可能导致圆线损伤,使近邻的两个线圈无法正常通电,因此亟需一种降低wic超导线材结合力的方法。
2、现有技术是通过增加铜槽线原料壁厚,实现减小铜槽线对圆线的包覆角度,基本可以获得结合力较小的线材,但对于高载流低铜比的wic超导线材,若继续增加铜槽线壁厚,nbti/cu圆线的铜比将会非常小,无法加工,对于高载流低铜比的wic超导线材,由于铜槽线两侧壁厚较薄,采用现有的工艺镶嵌模具一步成型过程为:铜槽线经过高温焊锡变软,在加工率偏大的条件下穿过镶嵌模具,力很容易传送至铜槽线内壁,使铜槽线包覆到圆线上的角度较大,导致槽线与圆线间结合力偏大。
技术实现思路
1、本发明的目的在于提供一种降低wic超导线材结合力的方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种降低wic超导线材结合力的方法,包括以下步骤:
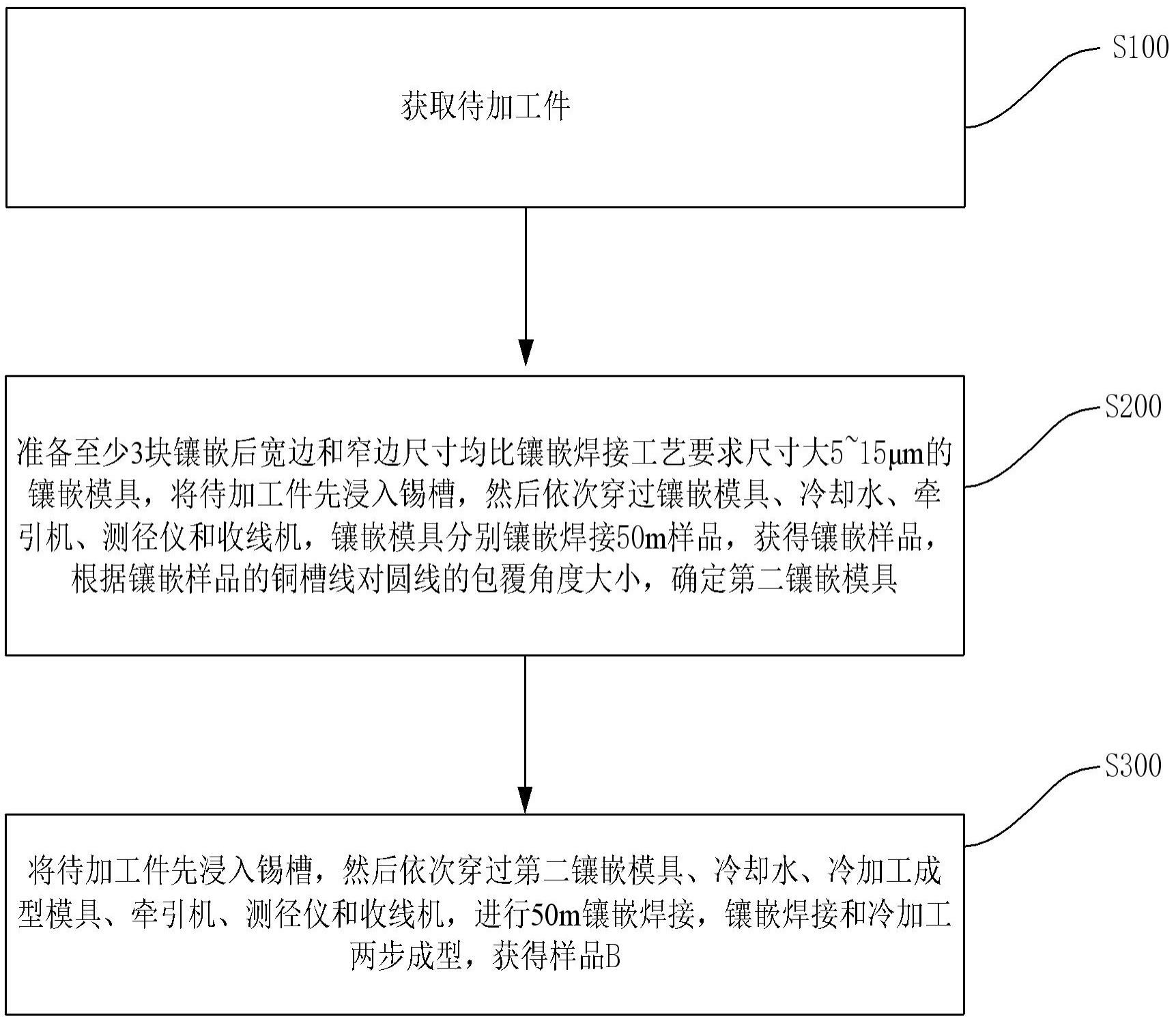
4、获取待加工件;
5、准备至少3块镶嵌后宽边和窄边尺寸均比镶嵌焊接工艺要求尺寸大5~15μm的镶嵌模具,将待加工件先浸入锡槽,然后依次穿过镶嵌模具、冷却水、牵引机、测径仪和收线机,镶嵌模具分别镶嵌焊接50m样品,获得镶嵌样品,根据镶嵌样品的铜槽线对圆线的包覆角度大小,确定第二镶嵌模具;
6、将待加工件先浸入锡槽,然后依次穿过第二镶嵌模具、冷却水、冷加工成型模具、牵引机、测径仪和收线机,进行50m镶嵌焊接,镶嵌焊接和冷加工两步成型,获得样品b。
7、进一步优选地,所述待加工件包括nbti/cu圆线和铜槽线。
8、进一步优选地,所述将待加工件先浸入锡槽,然后依次穿过第二镶嵌模具、冷却水、冷加工成型模具、牵引机、测径仪和收线机,进行50m镶嵌焊接时,镶嵌焊接的温度为400~500℃。
9、进一步优选地,所述镶嵌样品的铜槽线对圆线的包覆角度为:对镶嵌样品的金相截面中圆线外缘画圆,并在镶嵌样品的水平方向直径,沟槽处圆与铜槽线交点和圆与直径的交点画弦,所得到的弦切角为铜槽线对圆线的包覆角度。
10、进一步优选地,所述根据镶嵌样品的铜槽线对圆线的包覆角度大小,确定第二镶嵌模具时,镶嵌样品的铜槽线对圆线的包覆角度小于10°,且所述镶嵌样品的尺寸最小。
11、与现有技术相比,本发明的有益效果是:
12、本发明通过镶嵌模具和冷加工模具两步成型,过程为:获取待加工件;准备至少3块镶嵌后宽边和窄边尺寸均比镶嵌焊接工艺要求尺寸大5~15μm的镶嵌模具,将待加工件先浸入锡槽,然后依次穿过镶嵌模具、冷却水、牵引机、测径仪和收线机,镶嵌模具分别镶嵌焊接50m样品,获得镶嵌样品,根据镶嵌样品的铜槽线对圆线的包覆角度大小,确定第二镶嵌模具;将待加工件先浸入锡槽,然后依次穿过第二镶嵌模具、冷却水、冷加工成型模具、牵引机、测径仪和收线机,进行50m镶嵌焊接,镶嵌焊接和冷加工两步成型,获得样品b。由于镶嵌线冷却后铜槽线变硬,再过冷加工模具时,力基本无法传送至铜槽线内壁,铜槽线包覆到圆线上的角度仍较小,从而达到减小wic超导线材结合力的目的。
13、相比传统的镶嵌模具一步成型方法,采用镶嵌焊接和冷加工两步成型的方法不仅可以明显降低wic超导线材铜槽线与圆线间结合力外,还能提高wic超导线材尺寸精度,因为冷加工成型不存在镶嵌模具高温状态下模芯热胀冷缩的问题,以及镶嵌后线材表面镀锡不均匀导致的尺寸变化问题,过程更加稳定。
技术特征:
1.一种降低wic超导线材结合力的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种降低wic超导线材结合力的方法,其特征在于:所述待加工件包括nbti/cu圆线和铜槽线。
3.根据权利要求1所述的一种降低wic超导线材结合力的方法,其特征在于:所述将待加工件先浸入锡槽,然后依次穿过第二镶嵌模具、冷却水、冷加工成型模具、牵引机、测径仪和收线机,进行50m镶嵌焊接时,镶嵌焊接的温度为400~500℃。
4.根据权利要求1所述的一种降低wic超导线材结合力的方法,其特征在于:所述镶嵌样品的铜槽线对圆线的包覆角度为:对镶嵌样品的金相截面中圆线外缘画圆,并在镶嵌样品的水平方向直径,沟槽处圆与铜槽线交点和圆与直径的交点画弦,所得到的弦切角为铜槽线对圆线的包覆角度。
5.根据权利要求1所述的一种降低wic超导线材结合力的方法,其特征在于:所述根据镶嵌样品的铜槽线对圆线的包覆角度大小,确定第二镶嵌模具时,镶嵌样品的铜槽线对圆线的包覆角度小于10°,且所述镶嵌样品的尺寸最小。
技术总结
本发明属于超导材料加工技术领域,公开了一种降低WIC超导线材结合力的方法,该方法包括获取待加工件;准备至少3块镶嵌后宽边和窄边尺寸均比镶嵌焊接工艺要求尺寸大5~15μm的镶嵌模具,将待加工件先浸入锡槽,然后进行镶嵌焊接,镶嵌模具分别镶嵌焊接50m样品,获得镶嵌样品,根据镶嵌样品的铜槽线对圆线的包覆角度大小,确定第二镶嵌模具;将待加工件先浸入锡槽,然后进行镶嵌焊接和冷加工,进行50m镶嵌焊接,镶嵌焊接和冷加工两步成型,获得样品B。由于镶嵌样品冷却后铜槽线变硬,再过冷加工模具时,力基本无法传送至铜槽线内壁,铜槽线包覆到圆线上的角度仍较小,从而达到减小WIC超导线材结合力的目的。
技术研发人员:蔡晓磊,柳祥,郭强,王瑞龙,贾文兵,杨逸文,房元昆,张科,刘向宏,冯勇
受保护的技术使用者:西安聚能超导线材科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!