全固态电池的组装方法及全固态电池与流程
本发明涉及全固态电池设计,具体而言,涉及一种全固态电池的组装方法及全固态电池。
背景技术:
1、全固态锂离子电池由于采用了固态电解质替代传统有机液态电解液,有望从根本上解决电池的安全性的同时,还能进一步提升锂电池的能量密度和循环寿命,符合未来高安全性高能量密度锂离子电池发展的方向。而要实现全固态锂离子电池的商业化关键就是要找到一种同时具有成本低,电导率高,化学稳定性好,电压窗口宽等优点的固态锂离子电解质材料。在各种各样的电解质材料中,固态硫化物电解质(s-ses)基全固态锂离子电池具有优异的li+离子传导率。与此同时,为了提高固态电池的界面接触,在电池组装过程中需要施加较大的等静压压力,然而硫化物电解质机械强度低,在等静压压力过大时,电解质容易被正极片边缘压裂,从而造成电池短路。实际上,正极尺寸需要小于电解质,而正极集流体(也即正极片)的高强度容易将电解质压裂。通常为防止该情况发生,在冷压过程中选择一次冷压,电解质侧贴合锂铜复合带作为负极,锂的高粘性能够避免电解质被正极压裂,然而高压力下锂会穿透电解质,使得电池发生短路;而降低冷压压力后,正极与电解质界面接触较差,对电池循环性能有影响。也即是说,采用较高的冷压压力会出现锂穿透现象,导致电池易短路。采用较低的冷压压力,会降低电池的循环性能。
2、针对现有技术中的上述问题,目前尚未提出有效的解决方案。
技术实现思路
1、本发明的主要目的在于提供一种全固态电池的组装方法及全固态电池,以解决现有技术中在组装固态电池时无法同时解决电池易短路和电池循环性能不佳的问题。
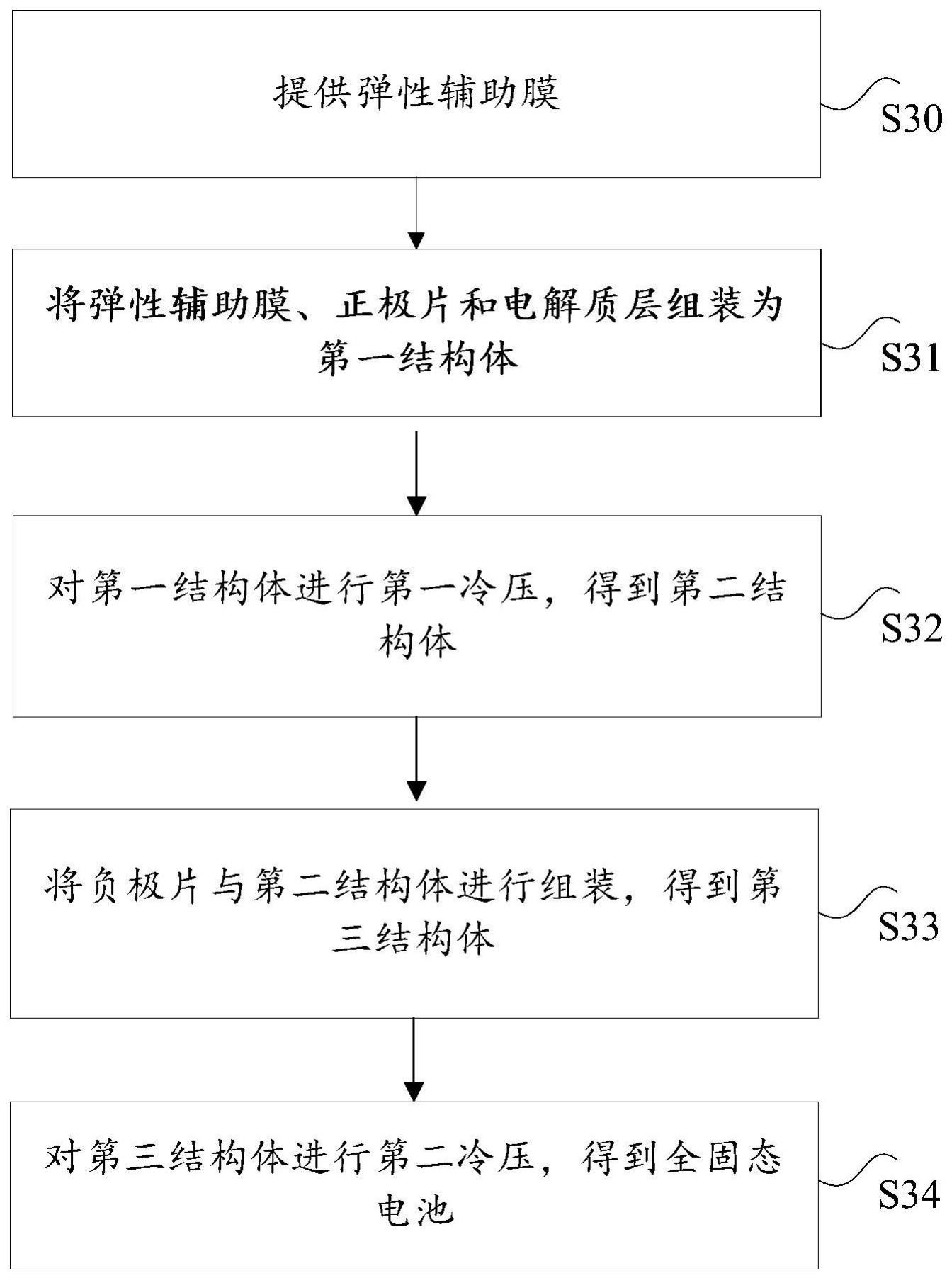
2、为了实现上述目的,根据本发明的一个方面,提供了一种全固态电池的组装方法,包括:提供弹性辅助膜;将弹性辅助膜、正极片和电解质层组装为第一结构体;对第一结构体进行第一冷压,得到第二结构体;将负极片与第二结构体进行组装,得到第三结构体;对第三结构体进行第二冷压,得到全固态电池。
3、进一步地,将弹性辅助膜、正极片和电解质层组装为第一结构体,包括:在弹性辅助膜上加工出槽体结构,槽体结构的尺寸与正极片的尺寸相同;将正极片放置于槽体结构中;将电解质层覆盖于槽体结构内的正极片的顶部,得到第一结构体,其中,电解质层的底面尺寸大于正极片的顶面尺寸。
4、进一步地,将电解质层覆盖于槽体结构内的正极片的顶部之后,将弹性辅助膜、正极片和电解质层组装为第一结构体,还包括:在电解质层的顶部覆盖防粘膜,得到第一结构体。
5、进一步地,将负极片与第二结构体进行组装,包括:去除第二结构体中的弹性辅助膜和防粘膜,得到复合体结构;将负极片覆盖于复合体结构中的电解质层的顶部,得到第三结构体。
6、进一步地,防粘膜与弹性辅助膜采用同样的材料制成。
7、进一步地,在对第一结构体进行第一冷压的步骤中,冷压压力为p1,150mpa≤p1≤300mpa。
8、进一步地,在对第三结构体进行第二冷压的步骤中,冷压压力为p2,20mpa≤p2≤80mpa。
9、进一步地,弹性辅助膜包括聚合物薄膜,聚合物薄膜由杨氏模量小于预设值的材料制成。
10、进一步地,聚合物薄膜由聚四氟乙烯、聚偏二氟乙烯、聚对苯二甲酸乙二醇酯中的至少一种制成。
11、根据本发明的另一方面,提供了一种全固态电池,全固态电池由上述的全固态电池的组装方法组装得到。
12、应用本发明的技术方案,通过进行两次冷压,对包括弹性辅助膜、正极片和电解质层的第一结构体进行第一冷压,对包括负极片、第二结构体的第三结构体进行第二冷压,能够避免单次冷压的缺陷,通过将负极片和正极片分别设置于两个冷压程序中,也即不会出现高压力导致的锂穿透,也不会出现低压力导致的界面接触不足。同时,利用弹性辅助膜能够避免高强度正极片带来的环切问题。采用本申请的技术方案,有效地解决了现有技术中在组装固态电池时无法同时解决电池易短路和电池循环性能不佳的问题。
技术特征:
1.一种全固态电池的组装方法,其特征在于,包括:
2.根据权利要求1所述的全固态电池的组装方法,其特征在于,将所述弹性辅助膜、正极片和电解质层组装为第一结构体,包括:
3.根据权利要求2所述的全固态电池的组装方法,其特征在于,将所述电解质层覆盖于所述槽体结构内的所述正极片的顶部之后,将所述弹性辅助膜、所述正极片和电解质层组装为第一结构体,还包括:
4.根据权利要求3所述的全固态电池的组装方法,其特征在于,将负极片与所述第二结构体进行组装,包括:
5.根据权利要求4所述的全固态电池的组装方法,其特征在于,所述防粘膜与所述弹性辅助膜采用同样的材料制成。
6.根据权利要求1至5中任一项所述的全固态电池的组装方法,其特征在于,在对所述第一结构体进行第一冷压的步骤中,冷压压力为p1,150mpa≤p1≤300mpa。
7.根据权利要求1至5中任一项所述的全固态电池的组装方法,其特征在于,在对所述第三结构体进行第二冷压的步骤中,冷压压力为p2,20mpa≤p2≤80mpa。
8.根据权利要求1所述的全固态电池的组装方法,其特征在于,所述弹性辅助膜包括聚合物薄膜,所述聚合物薄膜由杨氏模量小于预设值的材料制成。
9.根据权利要求8所述的全固态电池的组装方法,其特征在于,所述聚合物薄膜由聚四氟乙烯、聚偏二氟乙烯、聚对苯二甲酸乙二醇酯中的至少一种制成。
10.一种全固态电池,其特征在于,所述全固态电池由权利要求1至9中任一项所述的全固态电池的组装方法组装得到。
技术总结
本发明提供了一种固态电池的组装方法及全固态电池,方法包括:提供弹性辅助膜;将弹性辅助膜、正极片和电解质层组装为第一结构体;对第一结构体进行第一冷压,得到第二结构体;将负极片与第二结构体进行组装,得到第三结构体;对第三结构体进行第二冷压,得到全固态电池。采用本申请的技术方案,有效地解决了现有技术中在组装固态电池时无法同时解决电池易短路和电池循环性能不佳的问题。
技术研发人员:赵立东,靳晓哲
受保护的技术使用者:潍柴动力股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!