一种保持环背板平面度的自动化检测方法与流程
本发明属于半导体产品检测,涉及一种保持环背板平面度的自动化检测方法。
背景技术:
1、在半导体晶圆的加工过程中,化学机械抛光是其中的一道重要工序,化学机械抛光是将化学腐蚀作用和机械去除作用相结合的加工技术,通常会使用到保持环这一结构组件,起到容纳和定位晶圆的作用。保持环的基本结构包括环形主体,且分为上下设置的两个环体,位于上侧与抛光头直接接触的环体称为背板,通常为金属材质,使用时对其平面度要求较高,而现有技术中在背板研磨后并没有平面度检测工序,需要在成品检测时才能判断产品平面度是否合格,若是不合格需要进行多工序返修,造成加工效率降低,增加报废风险,因此最好提前对保持环的背板进行平面度的检测。
2、在工件生产及使用过程中,尤其是具备明显结构特征或对尺寸要求较高的工件产品,往往需要对其三维尺寸进行检测,便于更好地应用;三坐标测量机是一种自动检测产品三维尺寸的设备,在测量产品前需要对被测量的产品建立一个坐标系。当待测量的产品数量较多时,不同的产品先后放置在工作台上的位置是不同的,因而每检测一个产品就需要建立一次坐标系,而建立一次坐标系要花费较长时间,从而造成检测效率低的问题。
3、环形产品是目前使用较多的工件之一,化学机械抛光用的保持环同样是环形工件,为保证平面度检测的效率及准确性,需要将每次放置的位置固定,即采用相应的定位组件使同一类产品能够准确定位,无需重复建立坐标系。
4、cn 205669996u公开了一种三坐标检测用定位夹具,该定位夹具包括卡盘、定位底板、支撑底板、定位芯轴;其中,卡盘固定在定位芯轴上,定位芯轴安装在定位底板上,定位底板与支撑底板固连,定位芯轴由轴套和胀芯组成,胀芯嵌入轴套中,轴套内部为锥面,纵向开有轴套开口,胀芯为与轴套内锥面相适应的锥台。该定位夹具为三坐标检测设备提供了一个公共夹具定位接口,使被测工件可直接放置于卡盘中夹紧进行测量,但该夹具适于测量的工件受卡盘的结构及尺寸的影响,也未明确其能够用于环形工件的测量,同时该定位夹具结构较为复杂,增加了工件测量的操作难度。
5、cn 216228039u公开了一种用于保持环加工的定位夹具,该定位夹具包括底座和设置于底座表面的环形凸台,所述底座中心设置有导向组件,所述导向组件远离底座中心的一端与环形凸台内壁相抵,所述环形凸台的表面设有至少两个定位销,将保持环置于环形凸台表面并利用定位销限位,所述的导向组件用于保持环形凸台与保持环的同轴。该定位夹具主要是用于保持环加工,以解决保持环加工过程中与车床主轴同心找正的问题,而非用于保持环结构尺寸的精准检测,应用不同对定位夹具的要求也会不同。
6、综上所述,对于保持环产品结构尺寸,尤其是平面度的检测,需要选择合适的定位检具,采用三坐标测量的方式进行自动化检测,以提高检测效率,保证多产品检测室的稳定性。
技术实现思路
1、针对现有技术存在的问题,本发明的目的在于提供一种保持环背板平面度的自动化检测方法,所述方法通过定位检具结构的设计,使其能够对保持环进行定位,使得同一类型的多个保持环检测前无需重复检测定位基准,采用自动化检测的方式,对保持环背板平面度的检测更为高效、安全、稳定,提高检测效率的同时,避免手动检测的不稳定性以及撞伤产品的风险。
2、为达此目的,本发明采用以下技术方案:
3、本发明提供了一种保持环背板平面度的自动化检测方法,所述自动化检测方法包括以下步骤:
4、(1)将定位检具固定在工作台面上,然后将待检测保持环背板向上贴紧定位检具放置;
5、(2)将第一枚保持环采用三坐标检测设备手动检测定位基准,然后自动检测保持环背板的平面度;
6、(3)将后续检测的同一结构尺寸的保持环贴紧定位检具放置后,直接自动化检测保持环背板的平面度。
7、本发明中,对于保持环产品背板平面度的检测,可采用三坐标检测设备进行,但相比传统的手动检测的方式,目前更倾向于采用自动化检测的方式,其关键问题在于产品的定位,为避免每次检测前都需要进行定位,需要保证每次放置时产品位置一致,因而本发明中采用定位检具,通过定位检具结构的设计,例如采用两段圆盘形结构和中间直形连接段组合的对称式结构,待检测保持环紧贴定位检具放置时,保证每次的位置一致,只需要在第一枚产品检测时检测定位基准,后续的同一尺寸的产品放置后即可直接进行自动化检测,检测效率极大提高,检测过程安全、稳定,可实现批量产品的标准化操作,提高产品质量和产品加工效率,避免了手动检测时位置不均匀,检测针容易撞伤产品的风险。
8、以下作为本发明优选的技术方案,但不作为本发明提供的技术方案的限制,通过以下技术方案,可以更好地达到和实现本发明的技术目的和有益效果。
9、作为本发明优选的技术方案,所述保持环背板的材质包括不锈钢。
10、优选地,所述保持环的背板表面设有固定安装孔和定位销孔。
11、优选地,所述固定安装孔为圆形螺纹孔,其数量至少包括10个,例如10个、12个、15个、16个18个或20个等,沿环形表面圆周均匀分布。
12、优选地,所述定位销孔包括腰形定位销孔和圆形定位销孔,两者位于同一直径线上的两端,所述腰形定位销孔的长度方向与保持环直径方向重合。
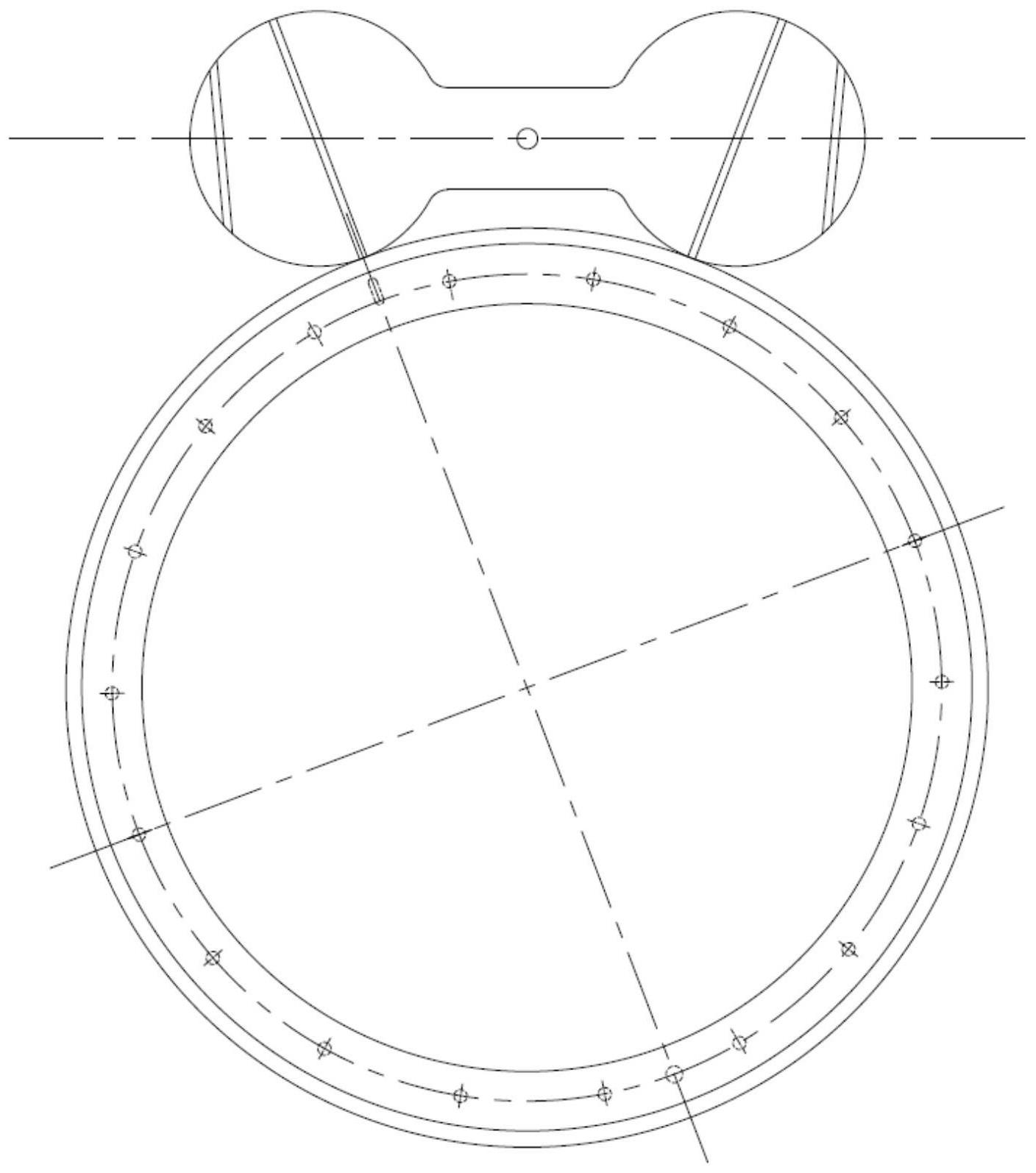
13、作为本发明优选的技术方案,步骤(1)所述定位检具包括两侧的圆盘形结构和中间的直形连接段,所述定位检具中心对称。
14、优选地,所述圆盘形结构和直形连接段的厚度相同,所述直形连接段的宽度小于圆盘形结构直径。
15、优选地,所述直形连接段的宽度是圆盘形结构直径的40~60%,例如40%、45%、50%、55%或60%等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
16、优选地,所述直形连接段的长度是圆盘形结构直径的0.7~1.5倍,例如0.7倍、0.8倍、0.9倍、1倍、1.2倍、1.35倍或1.5倍等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
17、本发明中,所述定位检具的主体结构为两个圆盘形结构,通过直形段将两者连接,通过对其相对尺寸的控制,尤其是圆盘形结构直径的变化,可以相应调整其与保持环产品相接触的位置,从而能够用于检测不同的型号的产品。
18、作为本发明优选的技术方案,步骤(1)所述定位检具的每个圆盘形结构上设有至少一条直形槽,例如一条、两条或三条等,所述直形槽贯通圆盘表面。
19、优选地,每个圆盘形结构上的直形槽在两条以上时,所述直形槽不平行也不相交。
20、本发明中,圆盘形结构上设置多条不同倾斜角度的直形槽,使其与设有腰形定位销孔的保持环产品的接触位置容易控制,从而进行保持环产品放置角度位置的定位,精确度更高,保证先后检测产品的放置位置和方向均一致,无需重复检测定位基准,节省检测时间。
21、作为本发明优选的技术方案,所述直形连接段的中间位置设有安装孔,所述安装孔为贯穿螺纹孔。
22、优选地,步骤(1)所述定位检具采用螺丝穿过安装孔固定在工作台面上。
23、本发明中,所述定位检具的固定采用螺丝固定,穿过螺纹孔将定位检具固定。
24、作为本发明优选的技术方案,步骤(1)所述保持环贴紧定位检具时,保持环的外侧圆周贴紧定位检具两端的圆盘形结构,且保持环上腰形定位销孔与定位检具上其中一条直形槽的位置和方向对齐。
25、优选地,步骤(1)所述定位检具的材质包括铝合金、不锈钢或塑料中任意一种,其中,所述铝合金可选择a6061,塑料可选择亚克力、聚碳酸酯、聚丙烯等。
26、优选地,步骤(1)所述工作台面包括大理石工作台面,其平整度较高,放置保持环产品及定位检具时,便于定位基准的确定。
27、作为本发明优选的技术方案,步骤(2)所述三坐标检测设备包括三坐标测量仪。
28、优选地,步骤(2)所述手动检测为手持探测针进行点位的测量。
29、优选地,步骤(2)所述定位基准包括工作台面上的至少4个点,例如4个、5个、6个或8个等,和保持环外圆上的至少3个点的检测,例如3个、4个、5个或6个等。
30、作为本发明优选的技术方案,步骤(2)所述三坐标检测设备连接有控制单元,所述控制单元包括计算机。
31、优选地,所述计算机内装载自动化检测程序,启动自动化检测程序后,控制探测针的移动,检测保持环背板表面至少8个点的坐标,例如8个、10个、12个、14个或16个等,并由此计算保持环背板的平面度。
32、作为本发明优选的技术方案,以步骤(2)检测的定位基准为依据,步骤(3)中检测同一结构尺寸的保持环时,按要求放置后,无需再重新检测定位基准。
33、优选地,所述定位检具能够匹配不同尺寸的保持环产品,新的尺寸的保持环检测前重新进行定位基准的检测。
34、作为本发明优选的技术方案,所述自动化检测方法包括以下步骤:
35、(1)将定位检具固定在工作台面上,所述定位检具包括两侧的圆盘形结构和中间的直形连接段,所述定位检具中心对称,所述圆盘形结构和直形连接段的厚度相同,所述直形连接段的宽度是圆盘形结构直径的40~60%,直形连接段的长度是圆盘形结构直径的0.7~1.5倍;所述定位检具的每个圆盘形结构上设有至少一条直形槽,所述直形槽贯通圆盘表面,每个圆盘形结构上的直形槽在两条以上时,所述直形槽不平行也不相交,所述直形连接段的中间位置设有安装孔,所述安装孔为贯穿螺纹孔,所述定位检具采用螺丝穿过安装孔固定在工作台面上;然后将待检测保持环背板向上贴紧定位检具放置,所述保持环的背板表面设有固定安装孔和定位销孔,所述固定安装孔为圆形螺纹孔,其数量至少包括10个,沿环形表面圆周均匀分布,所述定位销孔包括腰形定位销孔和圆形定位销孔,两者位于同一直径线上的两端,所述腰形定位销孔的长度方向与保持环直径方向重合,所述保持环贴紧定位检具时,保持环的外侧圆周贴紧定位检具两端的圆盘形结构,且保持环上腰形定位销孔与定位检具上其中一条直形槽的位置和方向对齐;
36、(2)将第一枚保持环采用三坐标测量仪手动检测定位基准,所述手动检测为手持探测针进行点位的测量,所述定位基准包括工作台面上的至少4个点和保持环外圆上的至少3个点的检测,然后自动检测保持环背板的平面度,所述三坐标检测设备连接有控制单元,所述控制单元包括计算机,所述计算机内装载自动化检测程序,启动自动化检测程序后,控制探测针的移动,检测保持环背板表面至少8个点的坐标,并由此计算保持环背板的平面度;
37、(3)以步骤(2)检测的定位基准为依据,将后续检测的同一结构尺寸的保持环贴紧定位检具放置后,无需再重新检测定位基准,直接自动化检测保持环背板的平面度,当检测新的尺寸的保持环时,再重新进行定位基准的检测。
38、与现有技术相比,本发明具有以下有益效果:
39、(1)本发明所述方法通过定位检具结构的设计,尤其是采用两段圆盘形结构和中间直形连接段组合的对称式结构,使其能够对保持环进行准确定位,保证每次的位置一致,只需要在第一枚产品检测时检测定位基准,后续的同一尺寸的产品放置后即可直接进行自动化检测,检测效率极大提高,检测时间可由4分钟/枚缩短至1分钟/枚,检测过程安全、稳定,可实现批量产品的标准化操作,提高产品质量和产品加工效率,避免了手动检测时操作的不稳定性、检测针伤到产品的风险以及检测速度的不稳定性;
40、(2)本发明所述方法操作简单,所用定位检具结构简单,制作简便,所需成本较低,应用范围广。
- 还没有人留言评论。精彩留言会获得点赞!