电池极片卷叠装置及卷叠方法与流程
本发明涉及电池制造,尤其涉及一种电池极片卷叠装置及卷叠方法。
背景技术:
1、锂离子电池的电芯是由正极极片、隔膜和负极极片构成,目前锂离子电池多采用叠片式加工成型电芯:将隔膜进行“z形”折叠,然后分别插入正、负极极片。
2、但是该种电芯的制备过程复杂,实际生产过程中,执行叠片的效率大多在1秒/片左右,造成生产效率降低,增加成本。在现有技术中,为提高叠片速度,很多叠片设备增加了多个叠片工位,但这样会使得设备体积庞大,每个叠片工位每次仍然只能堆叠一片极片,并没有摆脱上述效率的制约问题。
3、因此,亟需设计一种电池极片卷叠装置及卷叠方法,来解决以上技术问题。
技术实现思路
1、本发明的第一目的在于提出一种电池极片卷叠装置,结构简单,体积小型化,提高生产效率,节约成本。
2、为达此目的,本发明采用以下技术方案:
3、本发明提供一种电池极片卷叠装置,包括:
4、沿电池极片厚度方向,从上至下依次设置有正极极片放卷、第一隔膜放卷、负极极片放卷和第二隔膜放卷;
5、第一裁切刀,沿第一方向,所述第一裁切刀设置在所述负极极片放卷的下游端,所述第一裁切刀用于裁切负极极片;
6、第二裁切刀,沿所述第一方向,所述第二裁切刀设置在所述正极极片放卷的下游端,所述第二裁切刀用于裁切正极极片;且沿所述第一方向,所述正极极片放卷位于所述第一裁切刀的下游端;
7、驱动系统,所述驱动系统能够驱动所述正极极片、第一隔膜、所述负极极片和第二隔膜朝向所述第一方向传输;
8、卷叠组件,沿所述第一方向,所述卷叠组件设置在所述第二裁切刀的下游端,所述卷叠组件用于对所述正极极片、所述第一隔膜、所述负极极片和所述第二隔膜进行卷叠。
9、作为一种电池极片卷叠装置的可选技术方案,所述电池极片卷叠装置包括第一上压紧组件和第一下压紧组件,所述第一上压紧组件和所述第一下压紧组件均设置在所述第一裁切刀和所述正极极片放卷之间,且所述第一上压紧组件设置在所述第一隔膜上方,所述第一下压紧组件设置在所述第二隔膜下方。
10、作为一种电池极片卷叠装置的可选技术方案,所述第一上压紧组件和所述第一下压紧组件正对设置。
11、作为一种电池极片卷叠装置的可选技术方案,所述电池极片卷叠装置还包括第二上压紧组件和第二下压紧组件,所述第二上压紧组件和所述第二下压紧组件均设置在所述第二裁切刀和所述卷叠组件之间,且所述第二上压紧组件设置在所述正极极片上方,所述第二下压紧组件设置在所述第二隔膜下方。
12、作为一种电池极片卷叠装置的可选技术方案,所述第二上压紧组件和所述第二下压紧组件正对设置。
13、作为一种电池极片卷叠装置的可选技术方案,所述驱动系统包括第一驱动组件和第二驱动组件,所述第一驱动组件设置在所述负极极片放卷和所述第一裁切刀之间,所述第一驱动组件用于牵引所述负极极片放卷上的所述负极极片朝向所述第一方向传输;
14、所述第二驱动组件设置在所述正极极片放卷和所述第二裁切刀之间,所述第二驱动组件用于牵引所述正极极片放卷上的所述正极极片朝向所述第一方向传输。
15、作为一种电池极片卷叠装置的可选技术方案,所述驱动系统还包括第一搬运夹爪和第二搬运夹爪,所述第一搬运夹爪设置在所述第一裁切刀和所述第一上压紧组件之间,所述第一搬运夹爪用于将所述负极极片搬运至所述第一上压紧组件处;
16、所述第二搬运夹爪设置在所述第二裁切刀和所述第二上压紧组件之间,所述第二搬运夹爪用于将所述正极极片搬运至所述第二上压紧组件处。
17、作为一种电池极片卷叠装置的可选技术方案,所述电池极片卷叠装置还包括第一压辊和第二压辊,所述第一压辊设置在所述第一驱动组件正上方,以使所述第一压辊与所述第一驱动组件配合压紧所述负极极片;
18、所述第二压辊设置在所述第二驱动组件正上方,以使所述第二压辊与所述第二驱动组件配合压紧所述正极极片。
19、作为一种电池极片卷叠装置的可选技术方案,所述电池极片卷叠装置还包括第一除尘组件和第二除尘组件,所述第一除尘组件设置在所述第一裁切刀和所述第一搬运夹爪之间,所述第一除尘组件用于对裁切后的所述负极极片除尘;
20、所述第二除尘组件设置在所述第二裁切刀和所述第二搬运夹爪之间,所述第二除尘组件用于对裁切后的所述正极极片除尘。
21、本发明的第二目的在于提出一种电池极片卷叠方法,该电池极片卷叠方法步骤简单,生产效率高,成本低,能够适用于加工不同种类的电芯,提高普适性。
22、为达此目的,本发明采用以下技术方案:
23、本发明提供一种电池极片卷叠方法,所述电池极片卷叠方法应用于以上所述的电池极片卷叠装置,所述电池极片卷叠方法包括以下步骤:
24、卷叠组件夹持住正极极片、第一隔膜、负极极片和第二隔膜;
25、卷叠组件绕旋转中心b依次以旋转90°、180°为一个旋转周期进行旋转并形成电芯;或,
26、卷叠组件绕旋转中心b旋转多个旋转周期形成电芯。
27、本发明的有益效果至少包括:
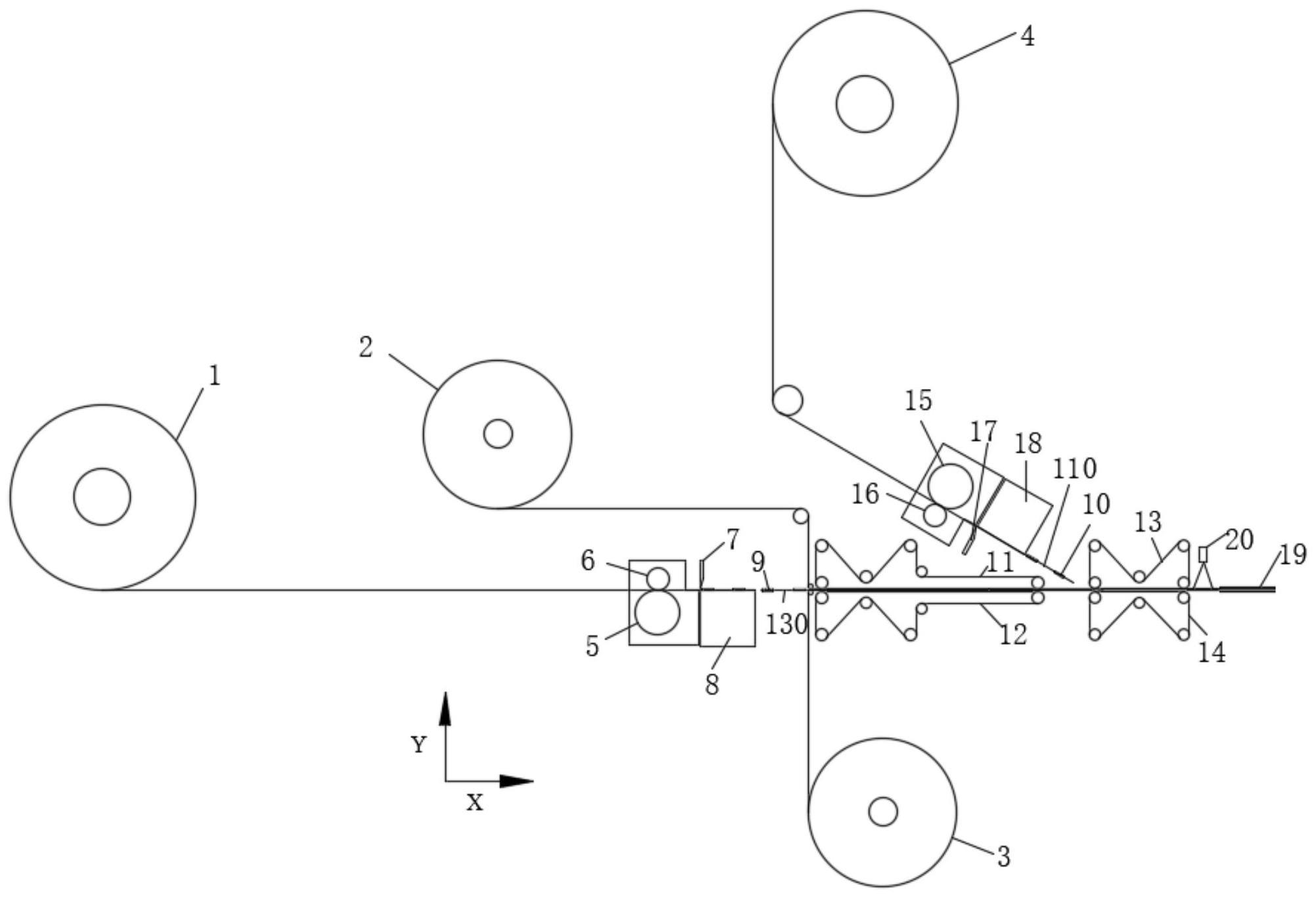
28、本发明提供一种电池极片卷叠装置,该电池极片卷叠装置包括正极极片放卷、第一隔膜放卷、负极极片放卷、第二隔膜放卷、第一裁切刀、第二裁切刀、驱动系统和卷叠组件。其中,沿电池极片厚度方向,从上至下依次设置有正极极片放卷、第一隔膜放卷、负极极片放卷和第二隔膜放卷。沿第一方向,第一裁切刀设置在负极极片放卷的下游端,第一裁切刀用于裁切负极极片。沿第一方向,第二裁切刀设置在正极极片放卷的下游端,第二裁切刀用于裁切正极极片;且沿第一方向,正极极片放卷位于第一裁切刀的下游端。驱动系统能够驱动正极极片、第一隔膜、负极极片和第二隔膜朝向第一方向传输。沿第一方向,卷叠组件设置在第二裁切刀的下游端,卷叠组件用于对正极极片、第一隔膜、负极极片和第二隔膜进行卷叠。通过正极极片放卷、第一隔膜放卷、负极极片放卷、第二隔膜放卷、第一裁切刀、第二裁切刀、驱动系统和卷叠组件的设置,使得该电池极片卷叠装置能够连续堆叠工作,无需传统技术中额外增加多个叠片工位进行叠片的工序,从而使得该电池极片卷叠装置的体积小型化,提高生产效率,达到节约成本的目的。
29、本发明提供一种电池极片卷叠方法,该电池极片卷叠方法步骤简单,生产效率高,成本低,能够适用于加工不同种类的电芯,提高普适性。
技术特征:
1.电池极片卷叠装置,其特征在于,包括:
2.根据权利要求1所述的电池极片卷叠装置,其特征在于,所述电池极片卷叠装置包括第一上压紧组件(11)和第一下压紧组件(12),所述第一上压紧组件(11)和所述第一下压紧组件(12)均设置在所述第一裁切刀(7)和所述正极极片放卷(4)之间,且所述第一上压紧组件(11)设置在所述第一隔膜(120)上方,所述第一下压紧组件(12)设置在所述第二隔膜(140)下方。
3.根据权利要求2所述的电池极片卷叠装置,其特征在于,所述第一上压紧组件(11)和所述第一下压紧组件(12)正对设置。
4.根据权利要求2所述的电池极片卷叠装置,其特征在于,所述电池极片卷叠装置还包括第二上压紧组件(13)和第二下压紧组件(14),所述第二上压紧组件(13)和所述第二下压紧组件(14)均设置在所述第二裁切刀(17)和所述卷叠组件(19)之间,且所述第二上压紧组件(13)设置在所述正极极片(110)上方,所述第二下压紧组件(14)设置在所述第二隔膜(140)下方。
5.根据权利要求4所述的电池极片卷叠装置,其特征在于,所述第二上压紧组件(13)和所述第二下压紧组件(14)正对设置。
6.根据权利要求4所述的电池极片卷叠装置,其特征在于,所述驱动系统包括第一驱动组件(5)和第二驱动组件(15),所述第一驱动组件(5)设置在所述负极极片放卷(1)和所述第一裁切刀(7)之间,所述第一驱动组件(5)用于牵引所述负极极片放卷(1)上的所述负极极片(130)朝向所述第一方向传输;
7.根据权利要求6所述的电池极片卷叠装置,其特征在于,所述驱动系统还包括第一搬运夹爪(9)和第二搬运夹爪(10),所述第一搬运夹爪(9)设置在所述第一裁切刀(7)和所述第一上压紧组件(11)之间,所述第一搬运夹爪(9)用于将所述负极极片(130)搬运至所述第一上压紧组件(11)处;
8.根据权利要求6所述的电池极片卷叠装置,其特征在于,所述电池极片卷叠装置还包括第一压辊(6)和第二压辊(16),所述第一压辊(6)设置在所述第一驱动组件(5)正上方,以使所述第一压辊(6)与所述第一驱动组件(5)配合压紧所述负极极片(130);
9.根据权利要求7所述的电池极片卷叠装置,其特征在于,所述电池极片卷叠装置还包括第一除尘组件(8)和第二除尘组件(18),所述第一除尘组件(8)设置在所述第一裁切刀(7)和所述第一搬运夹爪(9)之间,所述第一除尘组件(8)用于对裁切后的所述负极极片(130)除尘;
10.电池极片卷叠方法,其特征在于,所述电池极片卷叠方法应用于权利要求1-9中任一项所述的电池极片卷叠装置,所述电池极片卷叠方法包括以下步骤:
技术总结
本发明涉及电池制造技术领域,尤其涉及一种电池极片卷叠装置及卷叠方法。该电池极片卷叠装置包括正极极片放卷、第一隔膜放卷、负极极片放卷、第二隔膜放卷、第一裁切刀、第二裁切刀、驱动系统和卷叠组件。沿电池极片厚度方向依次设置有正极极片放卷、第一隔膜放卷、负极极片放卷和第二隔膜放卷。第一裁切刀设置在负极极片放卷的下游端。第二裁切刀设置在正极极片放卷的下游端,正极极片放卷位于第一裁切刀的下游端。卷叠组件设置在第二裁切刀的下游端,卷叠组件用于对正极极片、第一隔膜、负极极片和第二隔膜进行卷叠。该电池极片卷叠装置结构简单,体积小型化,能够提高生产效率,达到节约成本的目的。
技术研发人员:余圣炎,付泊亮,程祥林
受保护的技术使用者:深圳市金岷江智能装备有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!