液流电池板框组件预装线的制作方法
本发明涉及液流电池装配设备,具体涉及一种液流电池板框组件预装线。
背景技术:
1、液流电池电堆主要是由外端板、绝缘板、端框、集流板、多个单电池等组成,单电池又由板框、盖板、双极板、隔膜、密封垫、碳毡等组成,在进行电堆叠装之前需要对板框组件进行预装,其板框组件由板框、盖板、密封胶线及碳毡组成。现有技术中的板框组件进行预装多是由人工进行装配,人工装配存在以下问题:1)需要的装配人员比较多,人工成本高,2)人工装配不能保证产品的一致性,影响产品的质量,3)人工装配效率低,影响生产效率且不利于实现自动化生产。基于现有技术中的前述不足,申请人在先提出了一种液流电池板框组件自动预装线(专利申请号为202110607579.8),其具体包括取放料机构、点胶机构、盖板装配机构、o型圈装配机构、翻转机构和板框组件移位机构,实现了板框组件的自动预装,有效克服了现有技术中人工装配所存在的各种不足。
2、但是,申请人的在先专利中装配的板框组件中涉及在板框的侧面相应位置处进行点胶的工艺,但是由于缺少必要的密封胶线检测装置,导致部分组装后的板框组件质量存在问题,基于此提出本发明。
技术实现思路
1、本发明设计的液流电池板框组件预装线可以至少部分地解决上面的问题。
2、本发明的目的在于提供一种液流电池板框组件预装线,包括:
3、板框翻转机构,用于将第一侧面组装盖板的板框组件翻转至第二侧面;
4、密封线点胶及检测机构,用于点胶于所述第二侧面的密封位置形成密封胶线,并对形成的密封胶线的连续性进行检测以明确该密封胶线是否合格;
5、密封线修补机构,用于在形成的所述密封胶线不合格时对该密封胶线进行修补,以使得该密封胶线合格;
6、碳毡组装机构,碳毡组装机构,用于将碳毡组装于所述第二侧面具有的容置腔内,所述密封胶线环绕所述容置腔设置;
7、所述板框翻转机构、密封线点胶及检测机构、密封线修补机构、碳毡组装机构沿着输送线的输送前行方向依次设置。
8、在一些实施方式中,
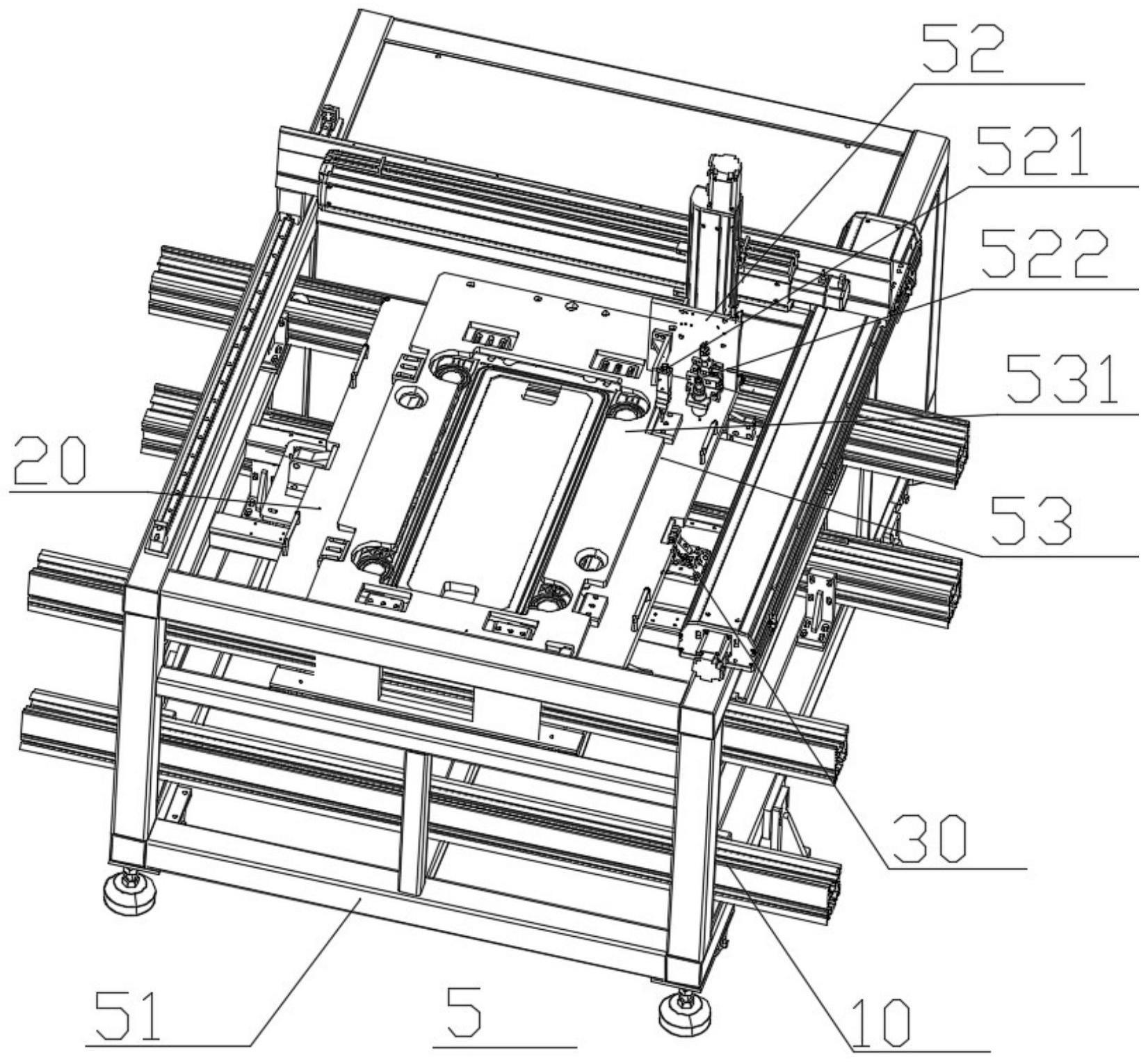
9、所述密封线点胶及检测机构包括:第五机架以及连接于所述第五机架上的点胶装置、检测装置,其中,所述点胶装置用于向所述第二侧面的密封槽内送入密封胶体,所述检测装置用于对形成的所述密封胶线合格与否进行检测判断。
10、在一些实施方式中,
11、所述密封线点胶及检测机构还包括第一板框整形机构以及阻挡顶升机构,其中所述阻挡顶升机构用于对与其位置对应的板框治具板定位并升降,所述第一板框整形机构的位置与所述阻挡顶升机构的位置相适应,所述第一板框整形机构包括第一整形板,在所述阻挡顶升机构驱动所述板框治具板升高至预设高度时,所述板框治具板与所述第一整形板之间的间距等于一个板框的厚度,以所述输送前行方向为参考,在所述第一板框整形机构对所述板框整形后,所述点胶装置、检测装置依次在所述板框的第二侧面上点胶及检测。
12、在一些实施方式中,
13、所述密封线修补机构包括第六机架以及处于所述第六机架上的中转装置以及修补传输装置,其中,所述中转装置包括第一顶升板以及用于升降所述第一顶升板的第一顶升气缸,所述第一顶升板的顶面上设置有第一皮带移栽机构,所述修补传输装置包括第二皮带移栽机构,所述第一皮带移栽机构及所述第二皮带移栽机构的传输方向一致且与所述传输线的输送方向垂直。
14、在一些实施方式中,
15、所述碳毡组装机构包括第七机架、连接于所述第七机架上的第一抓取移栽机械手以及碳毡料车,所述碳毡料车内容置多个碳毡,所述第一抓取移栽机械手用于将所述碳毡料车内的各碳毡移栽组装至相应位置的板框上,所述第一抓取移栽机械手包括多个针刺吸盘,多个所述针刺吸盘沿着待抓取的所述碳毡的顶部平面阵列分布。
16、在一些实施方式中,
17、所述第一抓取移栽机械手还包括压板以及用于驱动所述压板升降的升降驱动气缸,所述压板上与各所述针刺吸盘对应的位置处设有通孔。
18、在一些实施方式中,
19、以所述输送前行方向为参考,在所述碳毡组装机构的下游还依次设置有碳毡检测机构以及板框组件移走机构,其中,所述碳毡检测机构包括第八机架以及处于其上的第一厚度检测机构,所述第一厚度检测机构用于对组装所述碳毡的板框组件的厚度进行检测,以判断所述碳毡相对于所述板框是否错位。
20、在一些实施方式中,
21、所述碳毡检测机构还包括第二板框整形机构以及对应所述第二板框整形机构设置的阻挡顶升机构,在所述第二板框整形机构对所述板框整形后所述第一厚度检测机构再沿着碳毡的边缘运动检测所述碳毡的厚度,所述第二板框整形机构包括第二整形板,在所述阻挡顶升机构驱动所述板框治具板升高至预设高度时,所述板框治具板与所述第二整形板之间的间距等于一个板框的厚度。
22、在一些实施方式中,
23、以所述输送前行方向为此参考,在所述板框翻转机构的上游侧还包括沿着所述输送前行方向依次设置的板框上料机构、盖板组装机构及盖板检测机构。
24、在一些实施方式中,
25、所述盖板检测机构包括第三机架、连接于所述第三机架上的第二抓取移栽机械手、ng料车以及阻挡顶升机构,其中,所述第二抓取移栽机械手配置有第二厚度检测机构,所述第二厚度检测机构用于对组装盖板的板框组件的厚度进行检测,以判断所述盖板相对于所述板框是否错位,当所述盖板相对于所述板框错位时,所述第二抓取移栽机械手将所述板框组件转移至所述ng料车中。
26、本发明的液流电池板框组件预装线:
27、通过在板框翻转机构的下游侧设置密封线点胶及检测机构以形成密封胶线,并通过设置密封线修补机构能够确保形成的密封胶线合格后再通过碳毡组装机构组装碳毡,如此确保液流电池板框组件高效率的自动化预装的同时保证了板框组件的组装质量,确保形成板框组件的密封性能。
技术特征:
1.一种液流电池板框组件预装线,其特征在于,包括:
2.根据权利要求1所述的液流电池板框组件预装线,其特征在于,
3.根据权利要求2所述的液流电池板框组件预装线,其特征在于,
4.根据权利要求2所述的液流电池板框组件预装线,其特征在于,
5.根据权利要求1所述的液流电池板框组件预装线,其特征在于,
6.根据权利要求5所述的液流电池板框组件预装线,其特征在于,
7.根据权利要求5所述的液流电池板框组件预装线,其特征在于,
8.根据权利要求7所述的液流电池板框组件预装线,其特征在于,
9.根据权利要求1至8中任一项所述的液流电池板框组件预装线,其特征在于,以所述输送前行方向为此参考,在所述板框翻转机构(4)的上游侧还包括沿着所述输送前行方向依次设置的板框上料机构(1)、盖板组装机构(2)及盖板检测机构(3)。
10.根据权利要求9所述的液流电池板框组件预装线,其特征在于,
技术总结
本发明提供一种液流电池板框组件预装线,包括:板框翻转机构,用于将第一侧面组装盖板的板框组件翻转至第二侧面;密封线点胶及检测机构,用于点胶于第二侧面的密封位置形成密封胶线,并对形成的密封胶线的连续性进行检测以明确该密封胶线是否合格;密封线修补机构,用于在形成的密封胶线不合格时对该密封胶线进行修补,以使得该密封胶线合格;碳毡组装机构,用于将碳毡组装于所述第二侧面具有的容置腔内;板框翻转机构、密封线点胶及检测机构、密封线修补机构、碳毡组装机构沿着输送线的输送前行方向依次设置。本发明确保液流电池板框组件高效率的自动化预装的同时保证了板框组件的组装质量,确保形成板框组件的密封性能。
技术研发人员:李典红,熊建新,张谦
受保护的技术使用者:大力储能技术湖北有限责任公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!