一种线缆加工用热缩套管的热缩装置及系统的制作方法
本发明涉及线缆加工,特别是涉及一种线缆加工用热缩套管的热缩装置及系统。
背景技术:
1、在线缆的加工制造过程中,在电力引线的两端套设热缩套管是其中的一个重要加工步骤。在电力引线线束的端部套设热缩套管时,热缩套管需要经高温烘烤才能收缩套紧线束,在收缩后再进行冷却使热缩套管与线束固定牢固。目前,一般使用加热器对热缩套管进行加热,而后将热缩套管进行自然冷却。但是,现有的加热器对热缩套管的加热不均匀,需要翻转热缩套管才能完成外周的加热,而热缩套管受热不均时,将导致热缩套管的表面收缩不均匀,无法将线缆线束完全包紧。
技术实现思路
1、本发明的目的是提供一种线缆加工用热缩套管的热缩装置及系统,以解决现有的加热器对热缩套管加热时,热缩套管受热不均匀的问题。
2、为了实现上述目的,本发明采用以下技术方案:
3、本发明的一个方面是提供一种线缆加工用热缩套管的热缩装置,包括:
4、箱体,一侧设有进线口,另一侧设有与所述进线口相对的出线口;
5、第一板件和第二板件,相对间隔设置于所述箱体内,所述第一板件的内部、所述第二板件的内部均设置为中空,所述第一板件朝向所述第二板件的板面上开设有多个第一通气孔,所述第二板件朝向所述第一板件的板面上开设有多个第二通气孔,所述第一板件、所述第二板件均为形状记忆合金板,所述第一板件、所述第二板件均具有第一状态和第二状态;
6、热气气源,与所述第一板件、所述第二板件连接,用于向所述第一板件的内部和所述第二板件的内部提供第一设定温度范围内的热气;
7、冷气气源,与所述第一板件、所述第二板件连接,用于向所述第一板件的内部和所述第二板件的内部提供第二设定温度范围内的冷气;
8、所述热气气源提供热气时,所述第一板件、所述第二板件均呈第一状态且合围成圆柱状空间;所述冷气气源提供冷气时,所述第一板件、所述第二板件均呈第二状态且相对展开。
9、优选地,所述第一板件和所述第二板件在第一状态下,所述第一板件、所述第二板件均呈半圆弧板状,所述第一板件、所述第二板件对接成圆柱体;所述第一板件和所述第二板件在第二状态下,所述第一板件、所述第二板件均呈平板状。
10、优选地,所述第一板件与所述第二板件对接形成的圆柱体的直径为d,所述进线口或所述出线口的直径为d,d=0.9d~1.2d。
11、优选地,所述第一板件与所述第二板件对接形成的圆柱体的中心轴线与进气口的中心、出气口的中心共线。
12、优选地,所述第一通气孔在所述第一板件的板面上均匀分布,各所述第一通气孔均与所述第一板件的内部连通;所述第二通气孔在所述第二板件的板面上均匀分布,各所述第二通气孔均与所述第二板件的内部连通。
13、优选地,所述热缩装置还包括驱动组件和夹持组件,所述夹持组件安装于所述箱体内,所述夹持组件用于夹持在线缆线束的外周侧,所述驱动组件与所述夹持组件连接,所述驱动组件用于驱动所述夹持组件绕所述线缆线束的中心轴线旋转。
14、优选地,所述驱动组件包括:
15、电机,安装于所述箱体内;
16、传动螺杆,与所述电机连接;
17、传动齿条,螺纹装配在所述传动螺杆上;
18、转动轮,所述转动轮的轮缘设有与所述传动齿条啮合的轮齿,所述转动轮的中心同轴开设有通孔,所述夹持组件安装于所述通孔的孔壁。
19、优选地,所述第一板件与所述第二板件对接形成的圆柱状空间的中心轴线、所述转动轮的中心轴线共线。
20、优选地,所述夹持组件包括多个伸缩推杆和多个夹持板,每个所述伸缩推杆的一端均连接在所述通孔的孔壁,每个所述伸缩推杆的另一端均连接有一个所述夹持板,多个所述伸缩推杆分别沿所述通孔的径向方向伸缩运动,多个所述伸缩推杆沿所述通孔的周向方向间隔设置。
21、优选地,所述夹持组件包括多个形状记忆合金弹簧和多个夹持板,每个所述形状记忆合金弹簧的一端均连接在所述通孔的孔壁,每个所述形状记忆合金弹簧的另一端均连接有一个所述夹持板,多个所述形状记忆合金弹簧分别沿所述通孔的径向方向伸缩运动,多个所述形状记忆合金弹簧沿所述通孔的周向方向间隔设置,各所述形状记忆合金弹簧内均埋设有电加热丝。
22、优选地,所述驱动组件还包括第一从动轮、第一支撑轴、第二从动轮和第二支撑轴,所述第一支撑轴、所述第二支撑轴分别安装于所述箱体的内壁,所述第一从动轮安装于所述第一支撑轴上,所述第二从动轮安装于所述第二支撑轴上,所述第一从动轮、所述第二从动轮分设于所述转动轮的相对两侧,所述第一从动轮、所述第二从动轮分别与所述转动轮啮合。
23、优选地,所述箱体内设有第一位置检测传感器和第二位置检测传感器,所述第一位置检测传感器与所述第一板件在第二状态下的第一侧边沿相对,所述第二位置传感器与所述第二板件在第二状态下的第二侧边沿位置相对。
24、优选地,所述热缩装置还包括热气输送总管、第一热气输送支管和第二热气输送支管,所述第一热气输送支管与所述第一板件连接,所述第二热气输送支管与所述第二板件连接,所述第一热气输送支管、所述第二热气输送支管均连接在所述热气输送总管上,所述热气输送总管与所述热气气源连接。
25、优选地,所述热缩装置还包括冷气输送总管、第一冷气输送支管和第二冷气输送支管,所述第一冷气输送支管与所述第一板件连接,所述第二冷气输送支管与所述第二板件连接,所述第一冷气输送支管、所述第二冷气输送支管均连接在所述冷气输送总管上,所述冷气输送总管与所述冷气气源连接。
26、本发明的另一个方面是提供一种线缆加工用热缩套管的热缩系统,包括:
27、如上所述的线缆加工用热缩套管的热缩装置;
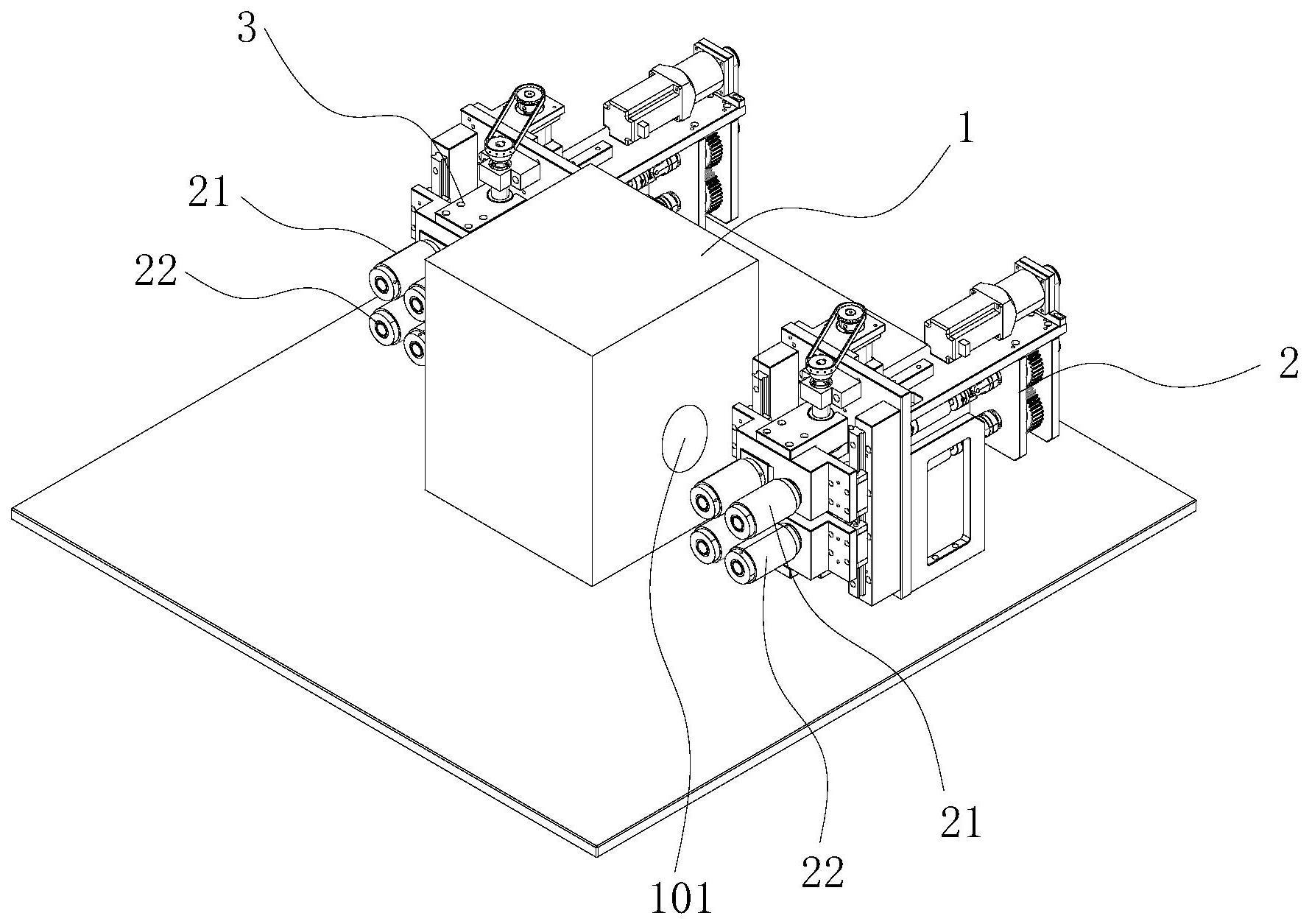
28、第一线缆驱动机构和第二线缆驱动机构,分设于箱体的相对两侧,所述第一线缆驱动机构具有第一线缆输送通道,所述第一线缆输送通道的下沿与进线口的下沿相对设置,所述第二线缆驱动机构具有第二线缆输送通道,所述第二线缆输送通道的下沿与出线口的下沿相对设置。
29、本发明实施例一种线缆加工用热缩套管的热缩装置及系统与现有技术相比,其有益效果在于:
30、本发明实施例的线缆加工用热缩套管的热缩装置,在箱体内设置第一板件和第二板件,第一板件、第二板件均中空且与热气气源、冷气气源连接,第一板件和第二板件均为形状记忆合金板,具有第一状态和第二状态,且可在第一状态和第二状态之间进行切换。通过热气气源向第一板件和第二板件内通入热气,使得第一板件和第二板件均呈第一状态,第一板件、第二板件弯折合围成圆柱状空间,套设有热缩套管的线缆线束置于该圆柱状空间内时,热气通过第一通气孔和第二通气孔喷至热缩套管的表面,使得热缩套管的表面受热收缩,又由于第一板件和第二板件折弯后形成的空间为圆柱状空间,使得热气可均匀分布于热缩套管的外周表面,使得热缩套管的表面受热均匀,使热缩套管能够收紧包住线缆线束。通过冷气气源向第一板件和第二板件内通入冷气时,基于形状记忆合金板的形状记忆合金效应,第一板件和第二板件由第一状态切换为第二状态,第一板件和第二板件相对展开,以便于线缆线束穿过且方便热缩套管的冷却。
- 还没有人留言评论。精彩留言会获得点赞!