应用于电芯的支撑件、裸电芯组件、电池单体及用电设备的制作方法
本发明涉及电池,尤其是涉及应用于电芯的支撑件、采用该支撑件的裸电芯组件、电池单体及用电设备。
背景技术:
1、近年来新能源汽车市场占有率逐年升高,动力电池的需求量与日俱增。人们对新能源汽车的各项性能也提出了更高的要求,例如更高的安全性,更高的能量密度,动力电芯设计的难度也越来越大。
2、能量密度是电池关键参数,它关系整车的续航能力,行业内三元电池能量密度已能做到240-250wh/kg。为了提高能量密度,一种方法是更改材料体系,即三元选择高镍材料,这种材料的克容量高,可以有效提高能量密度。然而高镍材料成本较高,且安全性较差。另一种方法是增大电池的卷芯尺寸,例如增大极片高度/长度等,具有代表性的为刀片电池,通过提高电池长度方向尺寸有效提高电池的能量密度。对于常规的方形铝壳电池,提高电池长度方向尺寸也可以有效提高能量密度。
3、长电池的工艺难点在于长度方向上,由于极片厚度及结构强度不可能完全一致,局部厚度落差大的部分就会导致应力集中,随长度的增加,该现象会愈加严重,结果表现为极片打皱。尤其电芯充放电过程中,极片间距会发生变化,应力集中的作用将更加明显。为缓解极片打皱,可以在化成及容量阶段增加加压夹具,挤压电池大面,提供一个挤压力,迫使挤压处不发生形变。通过夹具挤压的方法减少发生形变时,由于受力主要分布在卷芯的中心区域,在边缘区挤压效果较差,可能存在轻微的打皱,且夹具的成本也较高。
技术实现思路
1、为此,本发明所要解决的技术问题在于如何防止极片打皱和应力集中。
2、为解决上述技术问题,本发明提供了一种应用于电芯的支撑件,所述电芯包括极片组件,所述极片组件包括多层平直极片区,所述支撑件为柱体形状,所述支撑件设于极片组件的不同层平直极片区之间,所述支撑件的外侧面与极片组件接触,所述支撑件用于在膨胀前的极片组件中撑出位于部分支撑件表面与部分极片组件之间的间隙和为膨胀后的极片组件提供随形贴合面。
3、进一步地,所述支撑件包括第一柱体,所述第一柱体的内部设有用于存储电解液的储液腔;所述第一柱体配置为可在外力作用下破碎。
4、进一步地,所述第一柱体的端部的结构强度小于所述第一柱体的侧壁的结构强度。
5、进一步地,所述第一柱体的端部设有使其易碎的减薄结构或刻痕。
6、进一步地,所述支撑件还包括第二柱体,所述第二柱体内置于所述第一柱体的内部,所述第一柱体和所述第二柱体之间形成所述储液腔。
7、进一步地,所述极片组件的高度为a,沿所述极片组件的高度方向测量所述支撑件的尺寸为a,a与a满足如下条件:0.9a≤a≤1.1a。
8、进一步地,所述极片组件的长度为b,沿所述极片组件的长度方向测量所述支撑件的尺寸为b,b与b满足如下条件:0.01b≤b≤0.1b;所述支撑件一侧的多层平直极片区的总厚度为c,沿所述极片组件的厚度方向测量所述支撑件的尺寸为c,c与c满足如下条件:0.01c≤c≤0.1c。
9、进一步地,c与b的比值范围为0.1-0.5。
10、进一步地,所述支撑件的径向抗压强度为t1,t1满足如下条件:2000n≤t1≤3000n。
11、进一步地,所述支撑件的外侧面中与极片组件接触的区域为弧形面。
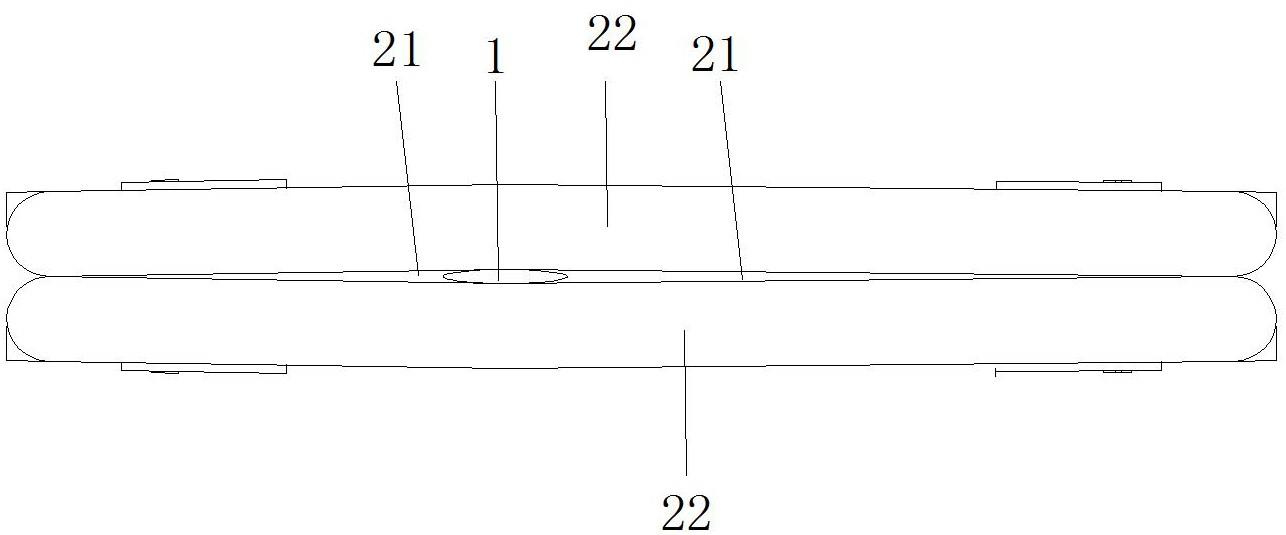
12、进一步地,所述支撑件为椭圆形柱体,所述椭圆形柱体的横截面长轴方向与极片组件的长度方向一致,所述椭圆形柱体的横截面短轴方向与所述极片组件的厚度方向一致。
13、进一步地,所述电芯为卷芯电池时,所述支撑件设于卷芯电池的不同卷芯之间;所述电芯为叠片电池时,所述支撑件设于叠片电池的不同层平直极片区之间。
14、进一步地,同一所述电芯中设有一个或多个所述支撑件,不同所述支撑件沿所述电芯的厚度方向的投影错开。
15、进一步地,所述支撑件为塑胶材质或橡胶材质。
16、本发明还提供一种裸电芯组件,包括极片组件和所述的支撑件,所述极片组件包括多层平直极片区,所述支撑件设于极片组件的不同层平直极片区之间,所述支撑件的外侧面与所述极片组件接触,所述支撑件的外侧面的至少一部分未与所述极片组件贴合,所述支撑件的外侧面未被贴合的部分与所述极片组件之间形成所述间隙。
17、进一步地,所述裸电芯组件还包括顶盖和设置在所述顶盖上的极柱,所述顶盖上设有注液孔,所述极柱与所述极片组件的极耳连接,至少一个所述间隙配置为正对所述注液孔设置。
18、本发明还提供一种电池单体,包括外壳、极片组件、所述的支撑件、顶盖以及电解液,所述极片组件设于所述外壳的内腔中,所述极片组件包括多层平直极片区,所述支撑件设于极片组件的不同层平直极片区之间,所述支撑件的外侧面的至少一部分与所述极片组件贴合,所述极片组件随形贴合于所述支撑件的外侧面上,所述顶盖扣合于所述外壳的开口处,所述电解液设于所述外壳内并浸润所述极片组件;所述支撑件的外侧面被所述极片组件完全包裹且二者之间紧密接触。
19、本发明还提供一种用电设备,包括所述的电池单体。
20、本发明的上述技术方案相比现有技术具有以下优点:
21、1)本发明所述的应用于电芯的支撑件、裸电芯组件、电池单体及用电设备,支撑件的外轮廓为柱体形状,支撑件设于极片组件的层间,支撑件的外侧面与极片组件接触,支撑件在膨胀前的极片组件的层间撑出间隙和为膨胀后的极片组件提供随形贴合面,在化成、容量时,极片在吸液膨胀、sci膜增厚及嵌锂后层间距增大的共同作用下,极片组件增厚,受外壳的限制,极片组件与支撑件的外侧面贴合,并起到挤压极片组件的作用。由于支撑件主动构建的形变,应力将集中并释放于支撑件的外侧面上,从而避免极片组件其他区域出现打皱现象;
22、2)本发明所述的应用于电芯的支撑件、裸电芯组件、电池单体及用电设备,通过将支撑件设置为包括中空的第一柱体,第一柱体内部填充电解液,当第一柱体破裂后,第一柱体内部的电解液可以补充到电池单体中;
23、3)本发明所述的应用于电芯的支撑件、裸电芯组件、电池单体及用电设备,通过将第一柱体的端部设置为易碎端,在保证支撑件的侧壁能够可靠支撑极片组件的前提下,第一柱体可以从端部破碎;
24、4)本发明所述的应用于电芯的支撑件、裸电芯组件、电池单体及用电设备,通过将支撑件设置为还包括第二柱体,第二柱体设置在第一柱体的内部,当第一柱体破碎后,第二柱体能够继续张紧极片组件;
25、5)本发明所述的应用于电芯的支撑件、裸电芯组件、电池单体及用电设备,通过将支撑件和电池单体之间的尺寸设置在设定范围内,不但能够满足吸收应力的要求,且不容易导致由于新结构导入引发的干涉作用,例如支撑件对电池单体高度设计的限制、支撑件对极片组件局部挤压力过大等问题;
26、6)本发明所述的应用于电芯的支撑件、裸电芯组件、电池单体及用电设备,通过将支撑件的强度设置在一定范围内,可以确保在电芯寿命中期,支撑件不发生破坏,而电芯达到寿命后期,此时支撑件结构破裂,可以为电芯内部提供膨胀空间,减小膨胀力;
27、7)本发明所述的应用于电芯的支撑件、裸电芯组件、电池单体及用电设备,通过将支撑件的外侧面中与极片组件接触的区域设置为弧形面,由于弧形面各处圆滑过渡,可以减小极片组件的应力集中;
28、8)本发明所述的应用于电芯的支撑件、裸电芯组件、电池单体及用电设备,通过将支撑件设置为椭圆形柱体,一方面,椭圆形柱体的外侧面整体圆滑过渡,不会造成应力集中,另一方面,椭圆形柱体的横截面的长轴尺寸和短轴尺寸不同,满足支撑件和极片组件之间的尺寸的要求;
29、9)本发明所述的应用于电芯的支撑件、裸电芯组件、电池单体及用电设备,通过将椭圆形柱体的椭圆度设置在一定范围内,在此区间椭圆形柱体对极片组件的干涉作用最弱;
30、10)本发明所述的应用于电芯的支撑件、裸电芯组件、电池单体及用电设备,通过在极片组件的层间设置支撑件,由于热压对电芯的塑形作用,在注液时支撑件并非与极片组件完全贴合,边缘存在的间隙将可以作为注液的一个新流道,从而加快电解液的浸润。
- 还没有人留言评论。精彩留言会获得点赞!