一种端子压接装置的制作方法
本发明涉及电力引线线缆智能加工,特别是涉及一种端子压接装置。
背景技术:
1、随着科学技术的不断迭代,电线电缆行业也获得了长足的发展并已占据了中国电工行业1/4的产值。它种类众多,应用范围广泛,涉及到电力、建筑、通信、制造等行业,还被称为国民经济的“动脉”与“神经”,是输送电能、传递信息和制造各种电机、仪器、仪表,实现电磁能量转换所不可缺少的基础性器材,是未来电气化、信息化社会中必要的基础产品,是现代工业生产及日常生活中常见的工具。
2、现有线缆的端部连接有端子,线缆在使用时通过端部的端子实现与其他结构的有效连接,对于端子和线缆端部的导线而言二者通过压接装置结合为一体。但是现有的端子压接装置结构过于简单,仅能够完成相应的压接工作,对于线缆的位置是否合理则无法做出进一步的检测与纠正,这就使得端子压接装配的过程中容易因线缆位置的偏移出现装配误差进而影响端子压接的成型效果,不合格的端子在使用时存在相应的工作风险,此时只能够剪除与端子相连接的线缆部分并重新矫正线缆的位置后再次完成压接,整个过程不仅繁琐还会造成线缆的浪费,不利于控制生产成本。
技术实现思路
1、为解决上述技术问题,本发明的目的是提供一种端子压接装置以降低线缆在压接过程中的误差,从而减少重新压接的次数,提升产生效率的同时也降低了线缆的浪费情况,很好的控制了生产成本。
2、基于此,本发明提供了一种端子压接装置,其包括:
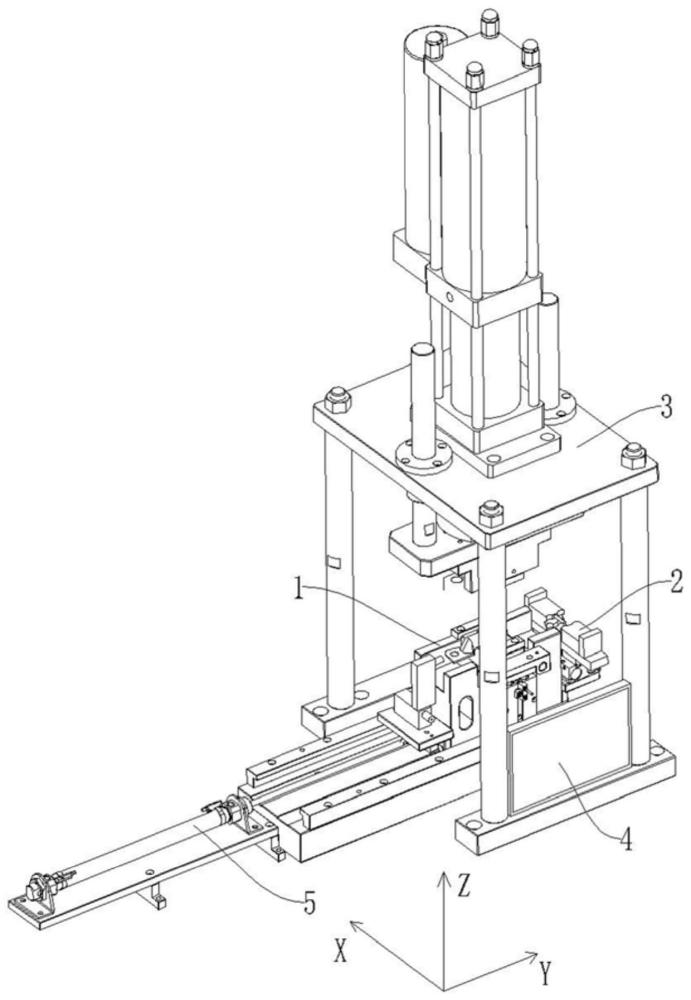
3、底座,所述底座的顶部设有供线缆和端子放置的下压模;
4、夹持机构,所述夹持机构包括导轨、第一滑块、第一驱动件、第二滑块和第二驱动件,所述导轨沿x方向设置于所述底座上并位于所述下压模的旁侧,所述第一滑块和第二滑块相对设于所述导轨上,所述第一滑块可在所述第一驱动件的驱动下沿所述导轨滑动,所述第二滑块可在所述第二驱动件的驱动下沿所述导轨滑动,所述第一滑块和所述第二滑块相对的侧面上分别设有装配槽,所述第一滑块和所述第二滑块相互靠近时两个所述装配槽相互配合并形成供线缆插入的装配孔;
5、压接机构,所述压接机构包括第三驱动件和上压模,所述上压模设于所述第三驱动件的输出轴上并位于所述下压模的正上方,所述上压模可在所述第三驱动件的驱动下沿z方向运动以靠近或远离所述下压模;
6、检测机构,所述检测机构包括第一摄像机、显示屏和控制器,所述第一摄像机设于所述底座上并位于所述下压模远离所述夹持机构的一侧,所述第一摄像机的镜头朝向所述下压模,所述显示屏与所述所述第一摄像机电连接,所述控制器与所述第一摄像机、所述第一驱动件、所述第二驱动件和所述第三驱动件电连接;
7、所述第一摄像机实时拍摄所述下压模以确认被所述夹持机构夹持的线缆是否到达预设位置并将其传输至所述控制器,
8、当所述上压模的线缆未到达预设位置时所述控制器时所述第一驱动件和所述第二驱动件接收所述控制器的信号启动以使所述第一滑块和所述第二滑块夹持线缆沿x方向运动,所述第三驱动件在所述控制器的作用下启动以使所述上压模远离所述下压模,
9、当所述上压模上的线缆到达预设位置时所述第一驱动件和所述第二驱动件接收所述控制器的信号停止以使线缆停留在预设位置,所述所述第三驱动件接收所述控制器的信号启动以使所述上压模靠近所述下压模;
10、其中,x方向和z方向垂直。
11、本技术的一些实施例中,所述第一滑块朝向所述第二滑块的侧面上设有定位槽或定位凸起,
12、当所述第一滑块的侧面上设置所述定位槽时,所述第二滑块朝向所述第一滑块的侧面上设有与所述定位槽相对应的所述定位凸起,
13、当所述第一滑块的侧面上设置所述定位凸起时,所述第二滑块朝向所述第一滑块的侧面上设有与所述定位凸起相对应的所述定位槽。
14、本技术的一些实施例中,所述定位槽和所述定位凸起设有多组且各组内的所述定位槽和所述定位凸起分别位于所述第一滑块和所述第二滑块相对的两侧面上,所述第一滑块与所述第二滑块相互靠近时各所述定位凸起插入各所述定位槽中并将二者连接为一体。
15、本技术的一些实施例中,所述压接机构还包括底板、顶板和支撑柱,所述顶板位于所述下压模的上方,所述第三驱动件设于所述顶板上,所述上压模位于所述顶板的下方,所述第三驱动件的输出轴穿过所述顶板与所述上压模连接;所述底板设有两块,两块所述底板沿x方向布置并分别位于所述底座的两侧,所述支撑柱设有四根,各所述底板分别通过两根所述支撑柱与所述顶板相连接,所述显示屏设于任一所述底板上。
16、本技术的一些实施例中,所述压接机构还包括辅助板,所述第三驱动件的输出轴穿过所述顶板与所述辅助板相连接,所述辅助板远离所述第三驱动件的一侧设有所述上压模,所述上压模与所述辅助板可拆卸连接。
17、本技术的一些实施例中,所述压接机构还包括导向柱,所述导向柱穿设于所述顶板上并与所述顶板滑动连接,所述导向柱可在所述顶板上沿z方向滑动,所述导向柱位于所述顶板下方的一端与所述辅助板相连接。
18、本技术的一些实施例中,所述导向柱设有两根,两根所述导向柱沿y方向设置并分别位于所述第三驱动件的两侧,且两根所述导向柱均与所述辅助板相连接。
19、本技术的一些实施例中,所述端子压接装置还包括调节机构,所述调节机构包括固定座和第四驱动件,所述固定座的顶部设有沿y方向设置的调节槽,所述底座设于所述调节槽内并与所述第四驱动件相连接,所述底座可在所述第四驱动件的驱动下沿y方向移动,所述控制器还与所述第四驱动件电连接,
20、当所述底座未到达预设位置时所述第四驱动件接收所述控制器的信号并启动以使所述底座沿y方向运动,
21、当所述底座到达预设位置时所述第四驱动件接收所述控制器的信号并停止以使所述底座停留在预设位置;
22、其中,所述y方向均垂直于所述x方向和所述z方向。
23、本技术的一些实施例中,所述检测机构还包括设于所述底座上的第二摄像机,所述第二摄像机与所述控制器电连接,所述第二摄像机的拍摄方向平行于x方向,
24、所述第二摄像机随所述底座沿y方向移动并实时拍摄所述底座是否经过所述支撑柱以确认所述底座是否到达预设位置。
25、本技术的一些实施例中,所述固定座的边缘设有若干条第一刻度线,所述底座上设有设有与所述第一刻度线相平行的第二刻度线,所述第二刻度线可与所述第一刻度线对齐以确认所述底座在所述固定座上的移动距离。
26、本技术的一些实施例中,所述底座的顶部设有模板槽,所述下压模设于所述模板槽内并与所述底座可拆卸连接。
27、本技术的一些实施例中,所述模板槽内设有辅助滚筒,所述辅助滚筒沿x方向设置并位于所述下压模的旁侧。
28、本技术的一些实施例中,所述底座的顶部设有定位块,所述定位块位于所述模板槽的边缘并用于对齐所述下压模。
29、本技术的一些实施例中,所述第一驱动件、所述第二驱动件、所述第三驱动件和所述第四驱动件均为液压缸。
30、本发明实施例提供的一种端子压接装置,与现有技术相比,其有益效果在于:
31、本发明提供了一种端子压接装置,其包括底座、夹持机构、压接机构和检测机构,具体而言,底座的顶部设有下压模,夹持机构包括导轨、第一滑块、第一驱动件、第二滑块和第二驱动件,导轨沿x方向设置于底座上并位于下压模的旁侧,第一滑块和第二滑块相对设于导轨上,第一滑块可在第一驱动件的驱动下沿导轨滑动,第二滑块可在第二驱动件的驱动下沿导轨滑动,第一滑块和第二滑块相对的侧面上分别设有装配槽,第一滑块和第二滑块相互靠近时两个装配槽相互配合并形成供线缆插入的装配孔;压接机构包括第三驱动件和上压模,上压模设于第三驱动件的输出轴上并位于下压模的正上方,上压模可在第三驱动件的驱动下沿z方向运动以靠近或远离下压模;需要说明的是,本技术的端子压接操作主要由下压模与上压模配合完成,下压模的表面设有压接槽,线缆穿过装配槽形成的装配孔后沿y方向持续插入直至其的一端落在压接槽内,随后向压接槽内设置端子,下压模为线缆的端部和端子提供装配位,上压模则可在线缆的端部与端子到达装配位时沿z方向向下运动配合下压模挤压线缆端部和端子从而将二者结合为一体实现压接操作。进一步的,本技术的端子压接装置在上述基础上还设有检测机构,其包括第一摄像机、显示屏和控制器,第一摄像机设于底座上并位于下压模远离夹持机构的一侧,第一摄像机的镜头朝向下压模,显示屏与第一摄像机电连接,控制器与第一摄像机、第一驱动件、第二驱动件和第三驱动件电连接。可以发现的是,由于压接槽也具有一定的大小,为了获得较好的压接效果,进入压接槽的线缆也势必需要稳定在压接槽内的某个具体位置,这个位置就是线缆的预设位置,其可以是压接槽的正中间,也可以压接槽的某一侧,更进一步的,由于本技术的线缆受到第一滑块和第二滑块的夹持,第一滑块和第二滑块又可以在导轨上沿x方向运动,那么显而易见的,线缆也会受到第一滑块和第二滑块的影响在x方向发生偏移进而脱离预设位置,回到本技术的检测机构,检测机构的第一摄像机镜头朝向下压模并可实时拍摄下压模及位于其顶部的线缆,将线缆能够正常完成压接的位置记为预设位置,那么当线缆因第一滑块和第二滑块的滑动误差在x方向上出现偏移时,第一摄像机能够实时拍摄并记录线缆的偏移情况并将其传输至控制器。具体的,当上压模的线缆未到达预设位置时控制器时,第一驱动件和第二驱动件接收控制器的信号启动,以使第一滑块和第二滑块夹持线缆沿x方向运动,第三驱动件则在控制器的作用下启动以使上压模远离下压模避免上压模碰撞或挤压线缆影响正常调节,当上压模上的线缆到达预设位置时,第一驱动件和第二驱动件接收控制器的信号并停止,以使线缆停留在预设位置,第三驱动件则接收控制器的信号继续启动,以使上压模靠近下压模继续完成端子压接操作。使用时将线缆放入任一装配槽中,随后启动第一驱动件和第二驱动件,此时第一驱动件和第二驱动件分别驱动第一滑块和第二滑块沿导轨相互靠近并使得二者最终相互抵靠,第一滑块和第二滑块上的装配槽也随着二者的相互抵靠进行拼接形成装配孔,装配槽(装配孔)中的线缆得到第一滑块和第二滑块的夹持。进一步的,由于本技术检测机构的第一摄像机的镜头始终朝向下压模并实施拍摄下压模顶部的压接槽,其可对线缆在x方向的偏移情况进行监测,当镜头内的线缆未到达预设位置时说明线缆的装配仍存在误差,此时第一摄像机向控制器传输信号,控制器接收第一摄像机的信号后向第一驱动件和第二驱动件发送信号,随后第一驱动件和第二驱动件在导轨上向同一方向滑动并带动线缆沿x方向运动使线缆最终到达预设位置,当第一驱动件和第二驱动件运动时控制器也向第三驱动件发送信号控制第三驱动件停止运动以避免其向下运动影响第一驱动件和第二驱动件的调节;相应的,当镜头内的线缆到达预设位置时第一摄像机继续向控制器传输信号,控制器接收第一摄像机传输的信号后向第一驱动件和第二驱动件发送信号控制二者停止运动以使线缆停留在预设位置,与此同时控制器还向第三驱动件发送信号使其启动以使下压模向下运动配合上压模完成对端子的压接操作,从而消除线缆压接过程中的装配误差。进一步的,由于第一摄像机与显示屏电连接,第一摄像机还可将端子压接过程中拍摄到的画面实时传输至显示屏处,方便操作人员对端子压接过程进行监控,便于操作人员及时了解端子压接中各机构的运转情况,还可实现及机构运转数据的有效收集。如此,本技术通过设置检测机构实现了对端子压接的实时监测并利用夹持机构完成线缆偏移调节,有效消除了端子压接过程中因线缆位置偏移出现的装配误差,避免了原有的重复装配操作,也因此避免了线缆的浪费,提升了施工效率,生产成本也得到了准确控制。
- 还没有人留言评论。精彩留言会获得点赞!