兜底装置、抓取设备、生产线和更换兜底装置类型的方法与流程
本技术涉及电池,尤其涉及一种兜底装置、抓取设备、生产线和更换兜底装置类型的方法。
背景技术:
1、电池模组在生活和产业中的应用越来越广泛,例如,搭载电池模组的新能源汽车已经被广泛使用,另外,电池模组还被越来越多地应用于储能领域等。在搭载电池模组的新能源汽车中,电池模组可以用于全部或部分地提供动力。
2、电池模组在生产线生产装配过程中,需要移动电池模组进行装配,由于电池模组的质量较大,容易发生掉落的风险,相关技术中,通过兜底板支撑于电池模组的底部,以对电池模组进行兜底支撑,防止电池模组掉落。然而,不同型号的电池模组通常对应不同的兜底板,一条生产线难以适应不同型号的电池模组混线生产。
技术实现思路
1、有鉴于此,本技术实施例期望提供一种兜底装置、抓取设备、生产线和更换兜底装置类型的方法,能够对不同型号的电池模组进行兜底防护。
2、为了达到上述目的,本技术实施例的技术方案是这样实现的:
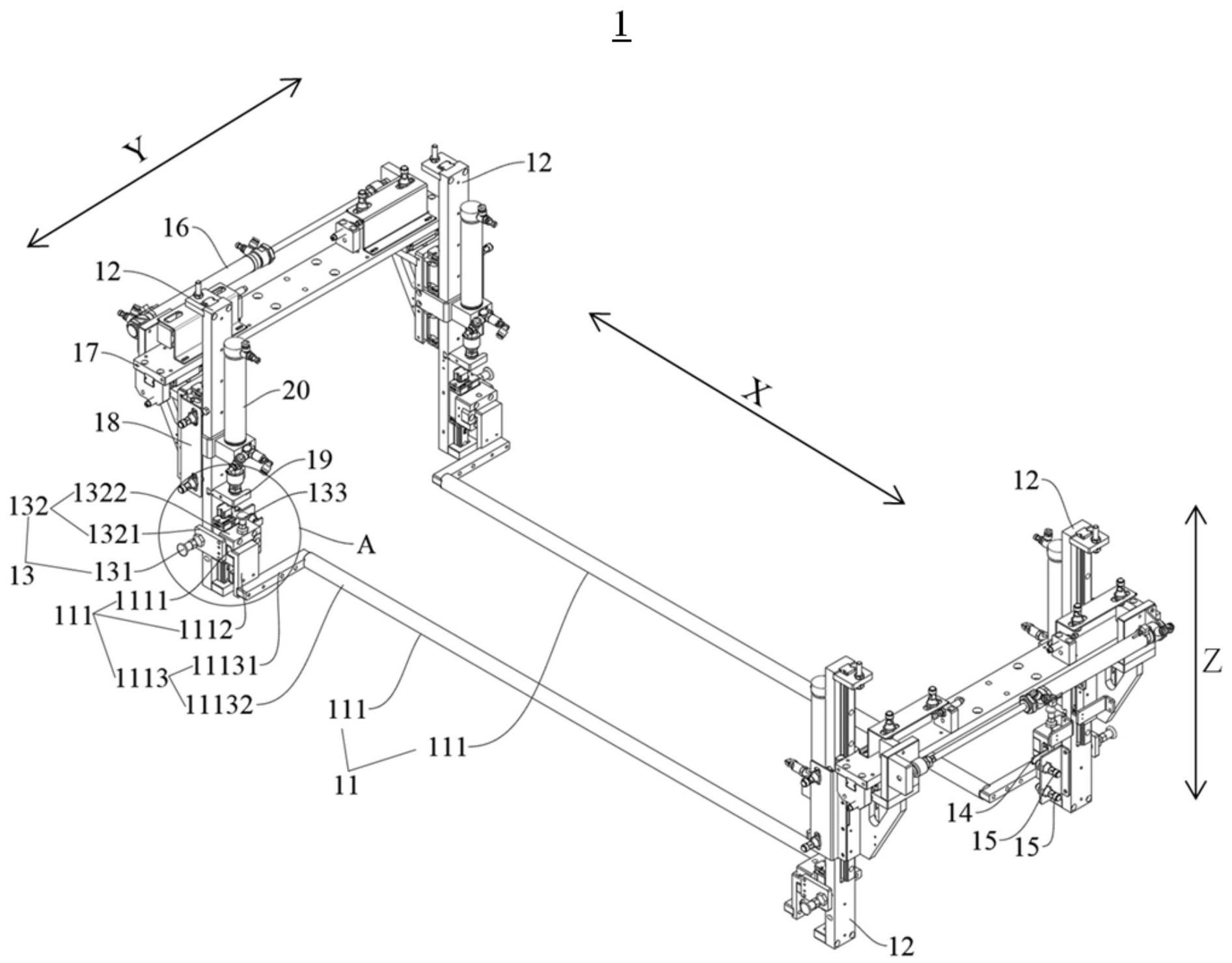
3、本技术实施例一方面公开了一种兜底装置,包括:
4、多个安装单元,一个所述安装单元包括两个沿第一方向间隔设置的安装台,所述多个安装单元沿第二方向间隔设置;
5、兜底组,所述兜底组包括多个兜底板,多个所述兜底板沿第二方向间隔设置,每个所述兜底板对应一个所述安装单元的两个安装台;
6、多个换型机构,每个所述兜底板沿第一方向的两端分别与一个所述换型机构可拆卸连接,所述换型机构能够可拆卸地连接至所述安装台,其中,第一方向与第二方向相互垂直。
7、在上述技术方案中,通过在第二方向上间隔设置多个兜底板,每一个兜底板对应一个安装单元的两个安装台,这样,可以在第一方向和第二方向上对电池模组进行兜底支撑,避免在电池模组移动的过程中出现坠落的情况,在一定程度上可以对电池模组件进行保护,安全性高。通过在每一个兜底板上的两端均可拆卸连接一个换型机构,换型机构可拆卸连接在安装台,这样,在不同型号的电池模组的混线生产中,在针对不同型号的电池模组来料时,本技术可以通过更换换型机构在安装台的位置,以对不同型号的电池模组进行兜底支撑;也可以通过更换兜底组,以适配不同型号的电池模组;还可以通过将换型机构连接至相应的位置以及更换不同的兜底组的方式组合,以适配不同型号的电池模组,方便灵活。
8、一实施例中,所述安装台具有多个锁定位置和/或所述兜底组的数量为多个,所述换型机构能够可拆卸地连接至所述安装台的所述锁定位置。
9、在上述技术方案中,在不同型号的电池模组的混线生产中,在针对不同型号的电池模组来料时,本技术可以通过更换换型机构在安装台的锁定位置,以对不同型号的电池模组进行兜底支撑;也可以通过更换不同的兜底组,以适配不同型号的电池模组;还可以通过将换型机构连接至相应的锁定位置以及更换不同的兜底组的方式组合,以适配不同型号的电池模组,方便灵活。
10、一实施例中,多个所述锁定位置沿上下方向间隔设置。
11、在上述技术方案中,通过换型机构与相应的锁定位置连接,可以适配沿上下方向的高度不同的电池模组。
12、一实施例中,所述换型机构包括第一锁定件和调节件,所述调节件形成有第一锁孔,所述安装台在所述锁定位置处形成有第一配位孔,所述第一锁定件穿设于所述第一锁孔和所述第一配位孔内,以将所述调节件可拆卸连接至所述锁定位置。
13、在上述技术方案中,通过第一锁定件、第一锁孔和第一配位孔的方式实现可拆卸连接,结构简单,易于实现。
14、一实施例中,所述第一锁定件为插销,所述第一锁孔和所述第一配位孔均沿第二方向延伸,所述第一锁定件沿第二方向插入所述第一锁孔和所述第一配位孔。
15、在上述技术方案中,通过沿第二方向拉动插销,将插销从第一锁孔和当前的锁定位置处的第一配位孔内拔出,然后沿上下方向将换型机构和连接在换型机构上的兜底板同步移动至相应的锁定位置处的第一配位孔,随后便可以将插销插设在第一锁孔和相应的锁定位置处的第一配位孔内,如此,通过插销的插拔方式,无需停线便可以实现快速换型,以适配沿上下方向的不同高度的电池模组,效率高,成本低。
16、一实施例中,所述换型机构包括第二锁定件和调节件,所述调节件形成有第二锁孔,所述兜底板沿上下方向的一端形成有第二配位孔,所述第二锁定件穿设于所述第二锁孔和所述第二配位孔内,以将所述兜底板与所述调节件可拆卸连接。
17、在上述技术方案中,当需要对兜底板进行更换以适配不同型号的电池模组时,可以先确定相应的兜底板,然后将第二锁定件从第二锁孔和当前的兜底板中的第二配位孔中脱离,拆除当前的兜底板,随后换上相应的兜底板,最后将第二锁定件穿设在第二锁孔和相应的兜底板上的第二配位孔内,如此,便可以快速完成兜底板的更换,效率高。
18、一实施例中,所述第二锁定件为插销,所述第二锁孔和所述第二配位孔均沿上下方向延伸,所述第二锁定件从上至下插入所述第二锁孔和所述第二配位孔。
19、在上述技术方案中,当需要更换兜底板时,可以通过向上拉动插销,将插销从第二锁孔和当前的兜底板上的第二配位孔内拔出,然后将当前的兜底板拆除,随后换上相应的兜底板,最后,将插销向下插设在第二锁孔以及相应的兜底板处的第二配位孔内,如此,通过插销的插拔方式,无需停线便可以实现快速换型,以适配不同型号的电池模组,效率高。
20、一实施例中,所述调节件形成有限位槽,所述兜底板沿第一方向的端部被配置为具有所述第二配位孔的限位部,所述限位部位于所述限位槽内并与所述限位槽的下表面抵接,所述第二锁孔位于所述限位槽的上方并与所述限位槽连通。
21、在上述技术方案中,当需要对兜底板进行更换时,可以向上拔出插销,然后将当前的兜底板上的限位部从限位槽内取出,随后将相应的兜底板上的限位部放置在限位槽内,以完成兜底板的预安装和预定位,这样,一方面,限位槽和限位部在连接过程中可以实现精确的位置定位,避免出现偏移或错位的情况,使得插销更加容易对准插入第二配位孔,减少兜底板的更换时间,兜底板换型速度快;另一方面,限位槽和限位部的限位配合可以提供额外的支撑和固定,减少兜底板在兜底支撑电池模组的过程中产生松动或摆动情况,工作稳定性高。
22、一实施例中,所述调节件沿第二方向的一个侧面形成有与所述限位槽连通的安装口,所述限位部通过所述安装口沿第二方向进入所述限位槽内。
23、在上述技术方案中,当需要更换兜底板时,可以将限位部从安装口导向插入限位槽内,待插入到位后,第二配位孔与第二锁孔以及插销三者对准,这时可以直接将插销插入第二配位孔内,完成兜底板的安装,兜底板的更换速度进一步加快,效率高。
24、一实施例中,所述兜底装置包括读写器和电子标签,所述读写器设置在所述换型机构中,所述兜底板中设置有所述电子标签,所述读写器能够感应识别所述电子标签。
25、在上述技术方案中,当将兜底板上的限位部插入限位槽内,读写器可以识别位于限位部内的电子标签,以确定该兜底板的型号,这样,可以实现兜底板更换的安全检测,避免出现错换的情况,提高兜底板更换的准确性。
26、一实施例中,所述兜底装置包括位置检测件,所述位置检测件设置于所述安装台,所述位置检测件用于检测所述换型机构所在的所述锁定位置。
27、在上述技术方案中,通过位置检测件可以实现兜底换型的安全检测,避免出现错换的情况,提高兜底换型的准确性。
28、本技术实施例另一方面公开了一种抓取设备,包括夹爪和上述任意一项实施例中的兜底装置,夹爪被配置为能够抓取或放开电池模组,在夹爪抓取电池模组的状态下,兜底装置能够对电池模组进行兜底。
29、本技术实施例又一方面公开了一种生产线,用于生产电池,包括上述实施例中的抓取设备。
30、本技术实施例再一方面公开了一种更换上述实施例中的兜底装置类型的方法,应用于控制设备,所述方法包括:
31、响应于所述兜底装置完成类型更换,通过读写器读取电子标签记录的第一产品类型,所述电子标签设置在所述兜底装置的兜底组上,所述读写器设置在所述兜底装置的换型机构上;
32、将从生产管理系统服务器读取的第一产品类型与获取的第二产品类型进行对比;
33、响应于所述读取的第一产品类型与所述获取的第二产品类型不一致,输出第一报警信息,该第一报警信息用于请求更换兜底装置的类型。
34、一实施例中,所述方法还包括:
35、获取位置检测件发送的位置检测结果,其中,所述位置检测件设置在兜底结构的安装台,所述位置检测结果用于表征所述兜底装置是否在预设位置;
36、响应于所述位置检测结果表征所述兜底装置未在所述预设位置,输出第二报警信息,第二报警信息用于请求对兜底装置进行复位;
37、响应于所述位置检测结果表征所述兜底装置在所述预设位置,输出第三提醒信息,所述第三提醒信息用于提醒人工更换所述兜底装置。
- 还没有人留言评论。精彩留言会获得点赞!