一种方形电芯自动组装生产线的制作方法
本技术涉及电池组制造,尤其涉及一种方形电芯自动组装生产线。
背景技术:
1、锂离子电池作为一种新型二次电池,具有能量密度和功率密度大、工作电压高、重量轻、体积小、循环寿命长、安全性好、绿色环保等优点,在便携式电器、电动工具、大型储能、电动交通动力电源等方面具有广阔的应用前景;锂离子电池按照形状可以分为硬壳锂离子电池和软包锂离子电池,其中,硬壳锂离子电池又分为圆柱形电池和方形电池,对比圆柱形电池,方形电芯的封装可靠度高,系统能量效率高,相对重量较轻,能量密度较高,结构较为简单,扩容相对方便,单体容量大,并且系统构成相对简单,使得对单体的逐一监控成为可能。
2、大型设备和交通工具的动力电池一般采用电池组,电池组是由多颗单电芯模块通过并串方式堆叠在一起组成的电芯模组,由于方形电芯的设计使得其堆叠方式对比圆柱形电芯更加紧密,能够在缩小电池组体积的同时还可以提高电池组的能量密度,对比圆柱形电芯有着更高的发展潜力。
3、方形电芯在堆叠之前,需要在电芯的表面上进行涂胶或者贴胶,保证堆叠后的电芯组具备一定的粘结力,涂胶或者贴胶完成后的模组配件依据装配顺序依次摆放在堆叠工装中,由堆叠工装朝方形电芯堆叠方向施加特定的压力值,进而将各部件压合在一起并控制整体模组尺寸达到要求范围内;现有的堆叠方式一般采用人工堆叠组装,组装工作量大,且电池重量较大,对作业员的精力要求非常高,并且产品的品质难以保证,容易出现堆叠后电芯模组的尺寸过大或者过小,压力超出等问题,使得生产效率较低。
4、例如,公开号为“cn217788473u”,专利名称为“一种移动式方形电芯堆叠装置”的中国发明专利,具体地,该堆叠装置由工作原理是,将待堆叠的电芯并排放置在所述支撑板上,并位于正对的所述侧面定位板之间;首先,掰动所述大面加压肘夹联动大面压板对电芯的其中一个侧面进行压紧;接着,掰动所述顶面压紧肘夹联动顶面压板翻转下压,进而压紧电芯的顶面,完成电芯极柱方向的定位;然后,旋转所述侧面加压螺杆联动传力板进行位移,进而对电芯的另一个侧面进行压紧,并通过所述压力传感器实时监测压力值直至达到设定的压力阈值,实现了对方形电芯的堆叠压紧,但该装置仍需人工操控,无法实现电芯的全自动化堆叠压紧,因此该装置应用的范围相对较窄,不适宜推广使用。
5、因此,如何实现对方形电芯的全自动化堆叠组装是目前技术人员需要解决的技术问题。
技术实现思路
1、为克服相关技术中存在的问题,本技术提供一种方形电芯自动组装生产线,实现对方形电芯的全自动化堆叠组装,提高了生产效率。
2、为实现上述目的,本技术主要采用以下技术方案,包括:
3、n条输送轨道,该输送轨道的两条导轨上均设有电芯限位板,该电芯限位板均在该输送轨道的内侧,该输送轨道用于输送单个待堆叠的电芯,该n为大于或等于1的整数;
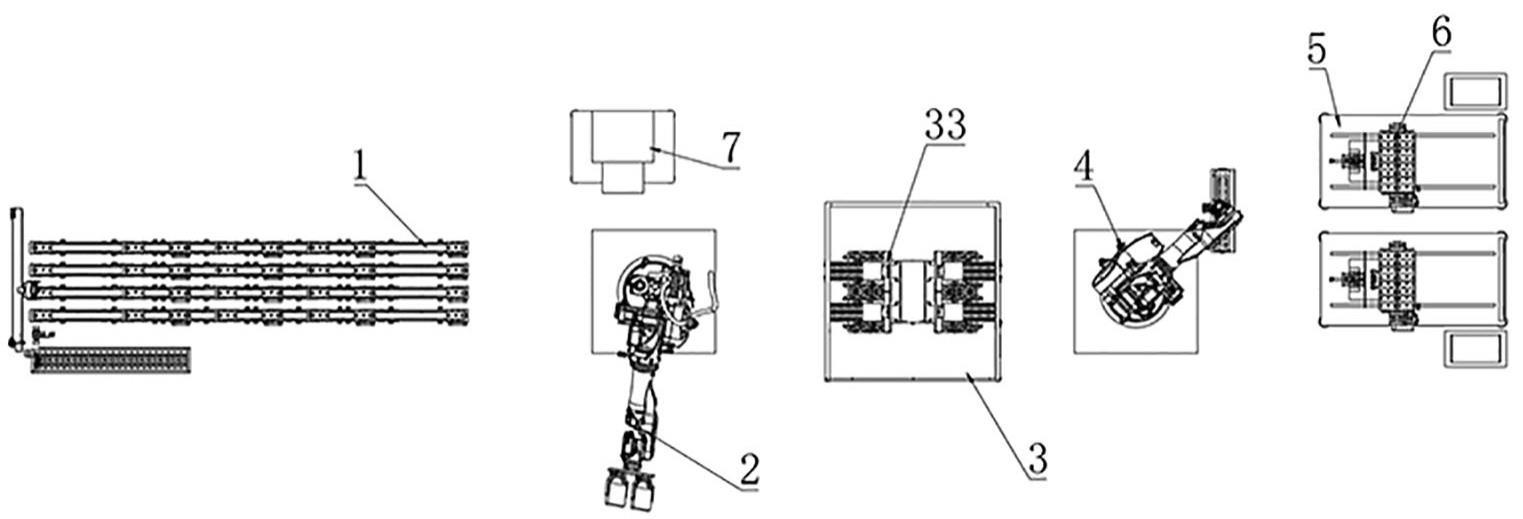
4、该输送轨道的末端依次设有第一多轴机械手、电芯堆叠平台、第二多轴机械手和模组组装平台,且该第一多轴机械手的侧旁设有电芯涂胶机构;该第一多轴机械手用于移动待堆叠的电芯,该电芯涂胶机构用于给待堆叠的电芯进行涂胶,该第二多轴机械手用于移动已堆叠完成的电芯组,该模组组装平台上设置有模组组装机构,该模组组装机构用于对已完成堆叠的电芯组进行组合和压紧;
5、该电芯堆叠平台上设有旋转机构、第一斜板和第二斜板,该第一斜板与该第二斜板基于该旋转机构的转动中轴线中心对称设置,该旋转机构用于同步控制该第一斜板和该第二斜板转动;
6、该第一斜板和该第二斜板上均设置有堆叠机构,该堆叠机构包括有放置平板和承载平面,该承载平面位于该放置平板板面的底端,且该承载平面垂直于该放置平板的板面,该承载平面用于承载电芯。
7、优选地,该堆叠机构还包括有调整平板和驱动单元,该调整平板分别位于该放置平板的两侧,该调整平板的长度与该放置平板一致,该调整平板与该放置平板滑动连接,两侧的该调整平板的移动方向朝向对方,该驱动单元用于同步控制该调整平板的移动。
8、优选地,该旋转机构包括有固定底板和转动齿轮,该第一斜板和该第二斜板分别固定在该固定底板的两端,该转动齿轮的一面与该固定底板的底面固定连接,该转动齿轮的转动轴线与该转动中轴线重合。
9、优选地,该模组组装机构包括有组装箱体、拘紧平板、定位板件和2个拘紧侧板,该拘紧平板、该定位板件和2个该拘紧侧板分别位于该组装箱体的4个侧面,该定位板件与该拘紧平板相对设置,该拘紧平板与该组装箱体的底面滑动连接,该拘紧平板的移动方向面向该定位板件,该拘紧侧板与该定位板件滑动连接,且2个该拘紧侧板的移动方向面向对方。
10、优选地,该第二多轴机械手的移动端设置有夹紧机构,该夹紧机构包括有基准板件、连接顶板、夹紧侧板和夹紧板件,该基准板件与该夹紧板件分别位于该连接顶板的两侧,该夹紧侧板分别位于该连接顶板的两端,该夹紧侧板和该夹紧板件均与该连接顶板滑动连接,该夹紧板件的移动方向朝向该基准板件,两侧的该夹紧侧板的移动方向朝向对方。
11、优选地,该第一多轴机械手的移动端设置有夹持机构,该夹持机构包括有夹持侧板、手指气缸和夹持固定板,该夹持固定板固定在该第一多轴机械手的移动端上,该手指气缸固定在该夹持固定板的底面,该夹持侧板分别固定在该手指气缸的两个移动端上,两侧的该夹持侧板的移动方向相反,该夹持侧板上设置有防滑板件,该防滑板件固定在该夹持侧板靠内的一面。
12、优选地,该电芯涂胶机构包括有三轴移动单元、缓冲弹簧和涂胶头,该涂胶头设在该三轴移动单元的移动端,该三轴移动单元用于控制该涂胶头的空间位置,该缓冲弹簧的两端分别与该涂胶头和该三轴移动单元的移动端固定连接。
13、优选地,该模组组装机构还包括有子母板件,该子母板件位于该组装箱体的底面,该子母板件包括有子板件和母板件,该母板件套在该子板件上,该子板件与其中一个拘紧侧板固定连接,该母板件与另一个拘紧侧板固定连接。
14、优选地,该驱动单元包括有移动滑块和引导导轨,该引导导轨固定在该放置平板的底面,该移动滑块与该引导导轨滑动连接,且该移动滑块通过连接板件与该调整平板固定连接,该引导导轨的引导方向与该调整平板的移动方向一致。
15、优选地,该堆叠机构还包括有2个承载三角架,该承载三角架均固定在该承载平面的下方,且该承载三脚架与该承载平面贴近,2个该承载三角架之间的距离与该夹紧侧板的宽度相等,该承载三角架与该承载平面贴近处设置有缓冲胶条。
16、本技术提供的技术方案可以包括以下有益效果:
17、在本技术方案中,通过在组装生产线上分别设置4条输送轨道,在输送轨道的两条导轨上均设置电芯限位板,并且令电芯限位板均在输送轨道的内侧,利用输送轨道来输送单个待堆叠的电芯;然后在输送轨道的末端依次设置第一多轴机械手、电芯堆叠平台、第二多轴机械手和模组组装平台,并且在第一多轴机械手的侧旁设置电芯涂胶机构;之后通过在模组组装平台上设置模组组装机构,利用模组组装机构来对已完成堆叠的电芯组进行压紧整形;其中,电芯堆叠平台上设置有旋转机构、第一斜板和第二斜板,将第一斜板与第二斜板基于旋转机构的转动中轴线中心对称设置,利用旋转机构来同步控制第一斜板和第二斜板转动;之后在第一斜板和第二斜板上均设置堆叠机构,堆叠机构上设置有放置平板和承载平面,令承载平面位于放置平板板面的底端,并且使承载平面垂直于放置平板的板面,利用承载平面来承载电芯;例如,当需要对方形电芯进行堆叠组装时,方形电芯在输送轨道上被运输至输送轨道的末端,电芯限位板能够限制电芯处于竖直站立的状态,然后第一多轴机械手将待堆叠的电芯移动至电芯涂胶机构中对电芯外壳进行涂胶,之后第一多轴机械手再将已涂胶的电芯移动至第一斜板上的堆叠机构中,并放置在放置平板上,电芯通过重力在放置平板上滑动并在承载平面上停止,当第一多轴机械手重复多次以上动作使电芯堆叠至预设数量后,多个电芯在堆叠机构上依靠重力进行预压紧,然后旋转机构带动第一斜板和第二斜板转动,第一多轴机械手将待堆叠的电芯放置到第二斜板的堆叠机构中,而第一斜板上经过预压紧的电芯组由第二多轴机械手取出并移动至模组组装平台上,通过模组组装机构对已完成堆叠的电芯组进行压紧、整形和组合,实现对方形电芯的全自动化堆叠和组装,减轻了工人的工作负担,提高了电芯的堆叠组装效率,同时还能够提高堆叠后电芯模组的品质,避免电芯模组之间的尺寸公差过大。
18、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
- 还没有人留言评论。精彩留言会获得点赞!