电芯组件卷绕设备和卷绕方法、极片飞切机构与流程
本发明属于锂电池制造,特别涉及电芯组件卷绕设备和卷绕方法、极片飞切机构。
背景技术:
1、在锂离子电池制造过程中,卷绕机能够将阴阳极片和隔膜按照一定的方式层叠在一起。卷绕动作结束后,将正、负极片以及隔膜裁断,经过贴胶、冷压形成电芯。
2、在现有技术中,电芯卷绕过程中对正、负极片进行切断时,通常是极片静止状态下切断或减速到规定速度切断,当极片切刀将极片切断后电芯再进行收尾,将极片的端部卷绕起来。采用这两种方式进行极片切断时,需要停止或减速电芯的卷绕,使极片切断过程过于缓慢,影响卷绕效率;另外,经调研发现,现有隔膜切断是在电芯卷绕结束后,卷针经过翻转靠近隔膜切刀下侧,切刀切断隔膜后进行收尾。此方法在极片切断后减速收尾,随后卷针停止卷绕开始翻转,切断隔膜,再对隔膜收尾,这样减速过程和翻转过程都没有使用最大卷速,效率还有提升空间。
技术实现思路
1、本发明的第一个目的是针对现有技术存在的上述问题,提出了一种卷绕效率高的电芯组件卷绕设备;
2、本发明的第二个目的是针对现有技术存在的上述问题,提出了一种辅助时间少,效率高的电芯组件卷绕方法;
3、本发明的第三个目的是针对现有技术存在的上述问题,提出了一种可在极片正常过带时飞切切断的极片飞切机构。
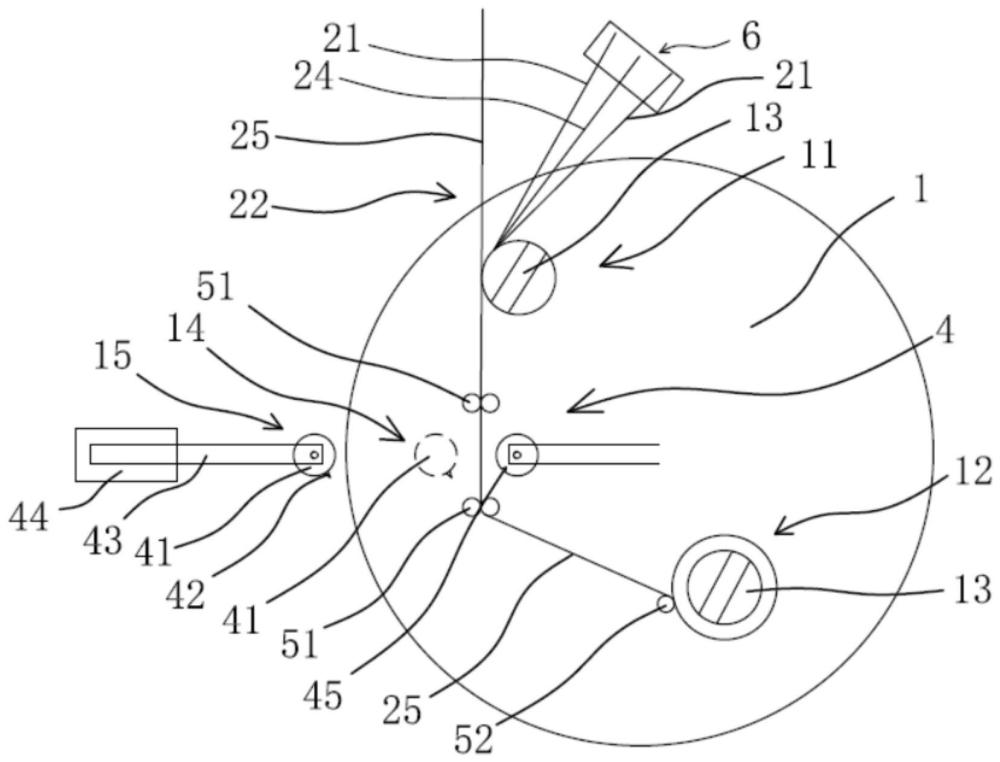
4、为了实现创新本发明的目的可通过下列技术方案来实现:一种电芯组件卷绕设备,包括转塔,所述的转塔上设有第一工位和第二工位,所述的第一工位和第二工位上均分别设有卷针,所述的第一工位的极片进料端上设有两根沿极片走带通道对称设置的极片切刀主驱辊,所述的极片切刀主驱辊上设有极片切刀,两根极片切刀主驱辊上的极片切刀错位设置且能够在两根极片切刀主驱辊旋转过程中相啮合,两根极片切刀主驱辊分别与各自的第一平移驱动机构相连,所述的第一工位和第二工位之间设有隔膜切断机构。
5、转塔上设置有第一工位和第二工位,第一工位主要用于穿针卷绕工作,第二工位主要用于收尾下料工作,在第一工位和第二工位上均设有卷针,用于具体实现极片和隔膜的卷绕,通过转塔的转动可实现第一工位和第二工位的卷针的位置切换。极片切刀主驱辊设置于极片走带两侧,该极片切刀主驱辊可转动至与极片走带速度一致,同时极片切刀主驱辊通过第一平移驱动机构可相互靠近,使极片切刀主驱辊上的极片切刀啮合以切断极片,实现在极片正常走带的过程中将其切断的效果,提高运行效率。极片切断后转塔转动,第一工位的卷针来到第二工位进行收尾,在第一工位和第二工位之间设置的隔膜切断机构将隔膜切断后由第二工位的卷针完成卷绕收尾。
6、在上述的电芯组件卷绕设备中,所述的隔膜切断机构包括分别位于隔膜两侧的两根隔膜切刀主驱辊,其中一根隔膜切刀主驱辊上设有隔膜切刀让位槽,另一根隔膜切刀主驱辊上设有隔膜切刀,所述的隔膜切刀主驱辊设置在隔膜切刀驱动臂上,所述的隔膜切刀驱动臂与第二平移驱动器相连。
7、隔膜切刀主驱辊设置于隔膜切刀驱动臂上,通过第二平移驱动器可实现平移靠近或远离,隔膜切刀主驱辊可同时转动至与隔膜走带速度一致,且其上的隔膜切刀让位槽和隔膜切刀位置相对应,在隔膜切刀主驱辊靠近后可啮合以切断隔膜,实现隔膜走带的同时将其切断的效果,提高运行效率。
8、在上述的电芯组件卷绕设备中,所述的隔膜切断机构上方和下方均设有两对称设置的并膜辊。
9、并膜辊用于夹住展开隔膜,便于隔膜切断机构顺利地平整地切断。
10、在上述的电芯组件卷绕设备中,所述的第二工位上的卷针的隔膜进料端上设有并膜压辊。
11、并膜压辊用于将隔膜压紧在卷针上,特别是隔膜被切断后,由于切断端失去拉紧力,并膜压辊压紧隔膜可帮助卷针更好的卷绕收尾。
12、在上述的电芯组件卷绕设备中,还设置有识别模块,用于识别极片或隔膜的长度,以确定切断位。
13、一种电芯组件卷绕方法,采用上述的电芯组件卷绕设备,包括如下步骤;
14、将隔膜和极片依次卷绕在第一工位的卷针上,当识别到切断位时,分别位于极片两侧的两根极片切刀主驱辊的转速达到与极片行进速度相适应的速度;
15、当极片切断位经过切刀时,两根极片切刀主驱辊互相同步接近,使两把极片切刀啮合将极片切断,切断完毕后两根极片切刀主驱辊互相远离;
16、极片切断后,第一工位的卷针减速,将极片剩余部分完成收尾,同时转塔将第一工位上的卷针与第二工位上的卷针旋转切换;
17、转塔旋转完成后,第一工位的卷针完成极片穿针动作,同时第一工位和第二工位之间的隔膜通过隔膜切割机构进行切断,随后第一工位的卷针夹住隔膜进行卷绕。
18、本方法中,第一工位主要进行隔膜和极片的卷绕工作,具体通过第一工位的卷针实现卷绕,在极片卷绕长度足够之后,即通过识别模块识别到切断位时,极片切刀主驱辊转动速度提升至与极片走带速度一致,同时两根极片切刀主驱辊相互靠近,其上的极片切刀啮合将极片切断,实现不降速切断极片的效果,减少辅助时间,提高运行效率。极片切断后,第一工位的卷针减速,转塔转动,将第一工位的卷针转动至第二工位,隔膜切断机构准备工作,隔膜切刀主驱辊转动速度调整至与此时第二工位的卷绕速度一致,隔膜切刀主驱辊向隔膜靠拢将隔膜切断,由此时第二工位的卷针完成卷绕收尾工作。另外,原先第二工位的卷针来到第一工位后完成极片穿针动作,并在隔膜切断后夹住隔膜,进入新一周期的卷绕。
19、在上述的电芯组件的卷绕方法中,当第一工位上的卷针的极片切断后转塔旋转时,隔膜切刀主驱辊加速度达到收尾速度;
20、与此同时,第二工位上的卷针卷绕匀减速运动,当卷绕速度减速到收尾速度时,隔膜切刀主驱辊的转速达到与极片行进速度相适应的速度,此时两侧的隔膜切刀主驱辊靠近隔膜,切断后远离隔膜。
21、在第二工位的卷针卷绕速度与隔膜切刀主驱辊的收尾速度一致时,隔膜切刀主驱辊靠近隔膜,实现在不停止卷绕的情况下切断隔膜,提高运行效率。
22、其中,收尾速度是指物体在多个力的作用下所能达到的最终速度。
23、在上述的电芯组件的卷绕方法中,转塔旋转后,隔膜切刀主驱辊下方的两根并膜辊压住隔膜,切断后将隔膜展平,使得卷针收尾,收尾完毕后,第二工位上的卷针卷绕速度减速为0,最后贴胶和下料。
24、一种极片飞切机构,包括两根沿极片走带通道对称设置的极片切刀主驱辊,所述的极片切刀主驱辊上设有极片切刀,两根极片切刀主驱辊上的极片切刀错位设置且能够两根极片切刀主驱辊旋转过程中相啮合,两根极片切刀主驱辊分别与各自的第一平移驱动机构相连。
25、极片切刀主驱辊上连接有极片切刀主驱辊旋转机构。
26、极片切刀主驱辊在极片走带通道两侧对称设置,通过第一平移驱动机构可相互靠拢或远离,在极片切刀主驱辊上设置有极片切刀,极片切刀主驱辊旋转机构驱动极片切刀主驱辊转动,且两根驱动辊转速一致,其上的极片切刀可啮合,在极片切刀主驱辊转动速度与极片走带速度一致时,极片切刀完全靠拢啮合将极片切断,实现极片正常走带的情况下将其切断的效果,减少辅助时间,提高运行效率。
27、其中,极片切刀主驱辊旋转机构为公知常识现有技术,此处不做过多展开。
28、在上述的极片飞切机构中,所述的极片切刀倾斜于极片切刀主驱辊的径向。
29、即刀刃也倾斜于极片切刀主驱辊的径向。
30、在上述的极片飞切机构中,所述的第一平移驱动机构包括第一平移驱动臂,所述的第一平移驱动臂一端与极片切刀主驱辊相连,另一端与第一平移驱动器相连。
31、第一平移驱动臂通过第一平移驱动器可伸缩,伸出时极片切刀主驱辊靠拢用以切断极片,缩回时复位。
32、与现有技术相比,
33、1.本电芯组件卷绕设备的转塔上设置有第一工位和第二工位,第一工位主要用于穿针卷绕工作,第二工位主要用于收尾下料工作,在第一工位和第二工位上均设有卷针,用于具体实现极片和隔膜的卷绕,通过转塔的转动可实现第一工位和第二工位的卷针的位置切换。极片切刀主驱辊设置于极片走带两侧,该极片切刀主驱辊可转动至与极片走带速度一致,同时极片切刀主驱辊通过第一平移驱动机构可相互靠近,使极片切刀主驱辊上的极片切刀啮合以切断极片,实现在极片正常走带的过程中将其切断的效果,提高运行效率。极片切断后转塔转动,第一工位的卷针来到第二工位进行收尾,在第一工位和第二工位之间设置的隔膜切断机构将隔膜切断后由第二工位的卷针完成卷绕收尾。
34、2.本电芯组件卷绕设备的隔膜切刀主驱辊设置于隔膜切刀驱动臂上,通过第二平移驱动器可实现平移靠近或远离,隔膜切刀主驱辊可同时转动至与隔膜走带速度一致,且其上的隔膜切刀让位槽和隔膜切刀位置相对应,在隔膜切刀主驱辊靠近后可啮合以切断隔膜,实现隔膜走带的同时将其切断的效果,提高运行效率。
35、3.本电芯组件卷绕设备中,并膜辊用于夹住展开隔膜,便于隔膜切断机构顺利地平整地切断;并膜压辊用于将隔膜压紧在卷针上,特别是隔膜被切断后,由于切断端失去拉紧力,并膜压辊压紧隔膜可帮助卷针更好的卷绕收尾。
36、4.本电芯组件的卷绕方法中,第一工位主要进行隔膜和极片的卷绕工作,具体通过第一工位的卷针实现卷绕,在极片卷绕长度足够之后,即识别模块识别到切断位时,极片切刀主驱辊转动速度提升至与极片走带速度一致,同时两根极片切刀主驱辊相互靠近,其上的极片切刀啮合将极片切断,实现不降速切断极片的效果,减少辅助时间,提高运行效率。极片切断后,第一工位的卷针减速,转塔转动,将第一工位的卷针转动至第二工位,隔膜切断机构准备工作,隔膜切刀主驱辊转动速度调整至与此时第二工位的卷绕速度一致,隔膜切刀主驱辊向隔膜靠拢将隔膜切断,由此时第二工位的卷针完成卷绕收尾工作。另外,原先第二工位的卷针来到第一工位后完成极片穿针动作,并在隔膜切断后夹住隔膜,进入新一周期的卷绕,加工效率高。
37、5.本极片飞切机构的极片切刀主驱辊在走带通道两侧对称设置,通过第一平移驱动机构可相互靠拢或远离,在极片切刀主驱辊上设置有极片切刀,极片切刀主驱辊旋转机构驱动极片切刀主驱辊转动,且两根驱动辊转速一致,其上的极片切刀可啮合,在极片切刀主驱辊转动速度与极片走带速度一致时,极片切刀完全靠拢啮合将极片切断,实现极片正常走带的情况下将其切断的效果,减少辅助时间,提高运行效率。
38、6.本发明在极片飞切过程中不需要减速,隔膜模切过程不需要静止;现有技术的不减速卷绕使用的卷针通过多个负压吸附孔吸附隔膜卷首,起卷速度较低,前几圈张力控制难度较高,而本发明所述的卷针可保证较高的起卷速度,张力控制更容易,可靠性更高。
- 还没有人留言评论。精彩留言会获得点赞!