一种动力电池封口装置及封口方法与流程
本发明涉及动力电池生产领域,特别是涉及一种动力电池封口装置及其封口方法。
背景技术:
1、动力锂离子电池是专门为机动车提供动力的锂电池,也常用于电动工具、电动玩具等领域.具有零污染、零排放、能量密度高、体积小和循环使用寿命长等优点,是国内外动力电池发展和应用的趋势。
2、现有的锂离子电池在生产过程中,而锂电池在生产出来后还需要进行封口,现有技术中部分工厂采用半自动化封口,即采用机械封口和人工上下料的方式,但工作人员长时间工作后会产生疲劳,不仅会影响上下料的效率,而且在上下料过程中还容易发生安全事故,从而为使用者带来不必要的麻烦。
3、在公开号为cn218173810u的中国实用新型专利中,公开了一种锂电池生产用封口装置,旋转输送机构和封口机构设置于工作台上,在工作台上的封口机构彼此相互独立,需要许多个动力源,使得动力系统管线复杂化。封口机构在每次动作时均需要控制电池停止在指定位置,需要间歇性运输电池,无形中降低加工效率。
技术实现思路
1、本发明的目的在于提供一种动力电池封口装置及封口方法,以解决上述背景技术中提出的问题。
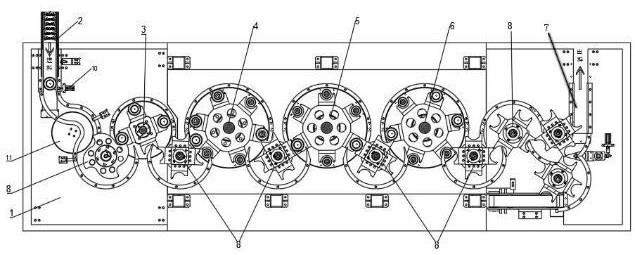
2、为实现上述目的,本发明采用如下技术方案:一种动力电池封口装置,包括用于定位动力电池的电池治具、传送机构、上料机构、检测定位机构、预封机构、封口机构、定型机构与出料机构,所述上料机构、检测定位机构、预封机构、封口机构、定型机构与出料机构依次设置,所述上料机构与所述检测定位机构之间、所述定型机构与所述出料机构之间均通过传送机构传动连接,所述预封机构、封口机构与定型机构均包括封口转轴、下降机构、封口转盘与顶升机构,相邻所述封口转轴之间通过传送机构传动连接,所述下降机构、封口转盘由上往下依次设置于封口转轴上,所述封口转盘上端设有用于定位电池的电池定位机构,所述封口转盘下端设有用于顶升电池的顶升机构,所述封口转盘中部可拆卸设有用于定位电池治具的治具定位件,所述治具定位件上下两端分别开设有电池槽与通孔,所述电池槽与通孔相互连通,所述顶升机构上端设有与通孔间隙配合的顶升端,所述预封机构的下降机构下端设有预封压型模具,所述封口机构的下降机构下端设有封口压型模具,所述定型机构的下降机构下端设有定型压型模具。
3、通过上料通道将动力电池输送至检测定位机构,检测定位机构用于对动力电池进行定长检测,并将动力电池上端的盖板压平压实。预封机构对动力电池进行预封口,封口机构对动力电池进行封口,定型机构将动力电池的盖板压制成型。检测定位机构自动对电池进行检测,预封机构、封口机构、定型机构逐级递进对动力电池进行封口,出料机构可分开输送不良品与良品。
4、上料机构、检测定位机构、预封机构、封口机构、定型机构与出料机构通过各个传送机构进行传动连接形成整体。上料机构、检测定位机构、预封机构、封口机构、定型机构与出料机构中的任意一个机构连接分割器后,其他机构将会被传送机构带动,通过同一分割器驱动各个机构,简化驱动系统,且各个机构同步动作。通过传送机构驱动预封机构的封口转轴、封口机构的封口转轴与定型机构的封口转轴同步旋转,封口转轴旋转将带动下降机构、电池定位机构与顶升机构跟随封口转轴同步旋转,下降机构与顶升机构在旋转的过程中将会驱动模具和顶升端周期性上下运动,且下降机构下端的运动方向与顶升机构上端的的运动方向相反。因此电池定位机构带动电池旋转的同时,顶升机构将会周期性的将电池顶起,下降机构将会周期性的将用于封口的模具压向电池,通过下降机构下端的模具进行封口。通过传送机构带动预封机构、封口机构与定型机构对电池进行同步封口,且封口过程与运输过程同步进行,有利于提高工作效率,且简化动力源。
5、进一步地,所述预封压型模具底面凹设有预封成型槽,所述封口压型模具底面凹设有封口成型槽,所述定型压型模具底面凹设有定型成型槽,所述预封成型槽过轴的截面为等腰梯形,所述定型成型槽过轴的截面为矩形,所述封口成型槽过轴的截面为顶部对称设有凹陷部的矩形,所述凹陷部呈三角形、半圆、半椭圆中的任意一种。预封压型模具底面的预封成型槽对动力电池的盖板进行预封压型,使得盖板边沿弯折一定角度,封口压型模具底面的封口成型槽用于对动力电池的盖板进行封口压型,定型压型模具底面的定型成型槽用于将动力电池的盖板压成成品。
6、进一步地,所述检测定位机构包括检测转轴与检测装置,所述检测装置包括固定于检测转轴正上方的检测凸轮、可转动设置于检测凸轮下端的旋转架、上下滑动设置于旋转架上的升降件、设置于升降件下端的检测元件,所述检测凸轮开设有凸轮槽一,所述凸轮槽一连接有与升降件上端一一对应连接的凸轮随动器一,每一所述传送机构均包括过渡转轴,所述检测转轴与过渡转轴上端均设有过渡转盘,所述检测装置设置于过渡转盘上方,每一所述过渡转盘一侧均设有沿对应过渡转盘的周向延伸的弧形挡板,所述弧形挡板与转盘本体之间形成用于输送治具的输送间隙,所述检测转轴与相邻的过渡转轴齿轮传动连接,所述封口转轴与相邻的过渡转轴齿轮传动连接。
7、通过检测转轴与过渡转盘旋转时,升降件固定的凸轮随动器一沿着凸轮槽一上下移动,通过检测凸轮与凸轮随动器一配合驱动升降件上下移动,检测元件将与升降件同步升降。将检测元件推向动力电池上端进行定长检测。检测转轴、封口转轴与的过渡转轴均由齿轮传动,通过齿轮传动带动传送机构、检测定位机构、预封机构、封口机构、定型机构同步旋转,传动精度高,通过设定相邻齿轮的传动比控制相邻机构的不同转速,保障各个机构同步率,避免生产中各个机构意外卡顿。
8、进一步地,所述上料机构包括上料通道、输送装置、挡料装置、输送转盘,所述输送装置、挡料装置、输送转盘沿上料通道的输送方向依次设置,所述输送转盘与所述检测定位机构之间通过传送机构传动连接,所述挡料装置包括第一驱动缸与沿上料通道法向移动的挡块,所述上料通道设有沿输送转盘周向延伸的弯折段,所述输送转盘设置于弯折段正下方。
9、输送装置用于输送电池治具。挡料装置用于阻挡电池治具,对电池治具进行堆料。输送转盘与弯折段配合对电池治具进行导向,使得电池治具沿传送机构的切向进入传送机构内。
10、进一步地,所述下降机构包括设置于封口转轴上的第一板体、固定于第一板体上方的上凸轮、环形阵列设置于第一板体的下降单元,每一所述下降单元均包括上滑轴与设置于第一板体上的上轴座,所述上滑轴贯穿上轴座中部,所述上凸轮开设有凸轮槽二,所述凸轮槽二连接有与上滑轴上端一一对应连接的凸轮随动器二。
11、上凸轮通过支架固定安装在第一板体上方,封口转轴可转动安装于机架上。当封口转轴旋转时,上滑轴上的凸轮随动器二将沿凸轮槽二滚动,使得上滑轴及其上端的凸轮随动器二在做圆周运动的同时将周期性上下移动。上滑轴将带动下压件与用于封口的模具下降。
12、进一步地,所述电池定位机构包括设置于封口转盘上端的第二板体、环形阵列设置于第二板体的电池定位单元,所述电池定位单元包括中空结构的卡夹头、沿卡夹头径向移动以夹持电池的卡夹爪、弹性件、设置于下降单元下端的下压件,所述卡夹爪上表面间隔设有外固定件与内固定件,所述外固定件设置于卡夹头外侧,所述内固定件设置于卡夹头内侧,所述外固定件与卡夹头外壁之间夹设有弹性件,所述内固定件上端设有与卡夹头轴线斜交的下斜面,所述下压件下端设有上斜面,所述上斜面与下斜面相对设置且相互平行。
13、卡夹爪在弹性件的弹力作用下趋向远离卡夹头轴线的方向,使卡夹爪处于开合状态。下压件跟随下降机构同步下降,下压件与内固定件抵触,通过下压件挤开内固定件,使得内固定件与卡夹爪朝靠近卡夹头轴线的方向移动,使卡夹爪对动力电池的槽型部位抱卡固定。
14、进一步地,所述顶升机构包括设置于封口转盘下端的第三板体、固定于第三板体下方的下凸轮、环形阵列设置于第三板体的顶升单元,每一所述顶升单元均包括下滑轴与设置于第三板体上的下轴座,所述下滑轴贯穿下轴座中部,所述下凸轮开设有凸轮槽三,所述凸轮槽三连接有与下滑轴下端一一对应连接的凸轮随动器三。
15、下凸轮固定安装在机架上,封口转轴可转动安装于机架上。当封口转轴旋转时,下滑轴下端的凸轮随动器三将沿凸轮槽三滚动,使得下滑轴及其下端的凸轮随动器三在做圆周运动的同时周期性上下移动。下滑轴顶端凸设有用于顶升动力电池的顶升端,上升的下滑轴将推动动力电池上升。
16、进一步地,所述预封压型模具、封口压型模具、定型压型模具的外壁上端均凹设有环形槽,所述下压件上端贯穿设有连接件,所述卡夹头开设有供连接件贯穿的贯穿孔,所述连接件一端设置于环形槽内。通过连接件对压型模具与下压件进行定位,将压型模具与下压件定位于上滑轴下端。
17、进一步地,所述出料机构包括出料通道、不良通道、良品通道、分料件与第二驱动缸,所述出料通道一侧设有视觉传感器,所述出料通道一端连接有不良通道与良品通道,所述分料件可摆动的设置于不良通道与良品通道的交汇处,所述分料件远离出料通道的一端连接有第二驱动缸,所述不良通道与良品通道之间通过连接板进行连接,所述分料件开设有供连接板贯穿的开口。视觉传感器用于对动力电池进行视觉检测,分料件远离出料通道的一端连接的第二驱动缸优选为气缸,分料件位于第二任驱动缸与连接板之间的部位可转动设置于机架上。通过第二驱动缸控制分料件摆动至不良通道的入口或良品通道的入口。可自动对良品与不良品进行出料,节省人力资源。
18、本发明还提供如上述动力电池封口装置的封口方法,包括以下步骤:
19、s1、将待封口的动力电池装入电池治具内,通过上料通道一端的输送装置将装有待封口的动力电池的电池治具输送至挡料装置位置,由挡料装置阻挡电池治具进行堆料;
20、s2、堆料至预设堆料数量,通过接近传感器输出信号控制挡料装置放料,通过输送转盘带动电池治具沿弯折段移动至下一个传送机构;
21、s3、通过传送机构带动电池治具移动至检测定位机构内,检测定位机构对电池治具内的动力电池进行定长检测,通过检测定位机构带动电池治具移动至下一个传送机构;
22、s4、通过传送机构带动电池治具移动至预封机构内,预封机构驱动预封压型模具下压对动力电池进行预封压型,通过预封机构的封口转盘带动电池治具移动至下一个传送机构;
23、s5、通过传送机构带动电池治具移动至封口机构内,封口机构驱动封口压型模具下压对动力电池进行预封压型,通过封口机构的封口转盘带动电池治具移动至下一个传送机构;
24、s6、通过传送机构带动电池治具移动至定型机构内,定型机构驱动定型压型模具下压对动力电池进行定型压型,通过定型机构的封口转盘带动电池治具移动至下一个传送机构;
25、s7、通过传送机构带动电池治具移动至出料通道位置,通过出料通道将电池治具输送至不良通道与良品通道的交汇处,根据视觉传感器的视觉检测结果控制打开不良通道或良品通道,视觉检测判断动力电池位良品时控制分料件遮挡不良通道,视觉检测判断动力电池位不良时控制分料件遮挡良品通道。
26、本发明的有益效果为:检测定位机构自动对电池进行检测,预封机构、封口机构、定型机构逐级递进对动力电池进行封口,出料机构可分开输送不良品与良品,可自动连续生产动力电池,提高生产效率,检测定位机构、预封机构、封口机构、定型机构与各个传送机构传动连接,通过同一动力机构驱动各个机构,简化驱动系统。
- 还没有人留言评论。精彩留言会获得点赞!