用于电芯的注液加工工艺方法及该电芯与流程
本发明涉及电池电芯加工制造领域,特别涉及一种用于电芯的注液加工工艺方法及该电芯。
背景技术:
1、现有技术中,在进行对电池电芯(包括方形、圆柱形等电芯)的活化段加工工序中,一般采用多次插拔化成钉的形式进行。
2、例如电芯烘烤后,并在完成第一次注液工序后,进行第一次插入化成钉;在进入化成工序时要进行第一次拔出化成钉以便化成时的气体排出;在化成完成后需要再次插入化成钉进行高温老化;在进行第二次注液时再次拔出化成钉进行注液;在完成第二次注液后再进行压入弹性结构件进行封装。
3、而目前这类需要多次进行化成钉插拔的加工方式易“带出”电芯内部电解液,导致注液口周围受到电解液污染。此外,频繁的插拔动作也导致了工序的增加,及密封性能的损失。
4、有鉴于此,本技术方案提出一种用于电芯的注液加工工艺方法及该电芯,采用注液针穿通弹性结构件的方式先进行一次注液,后续再配合插拔泄压针的方式完成整个工艺,不仅简化了整体加工工序,提升了密封性能,也避免频繁插拔化成钉导致的注液孔被电解液污染问题。
技术实现思路
1、本发明技术方案旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本发明的主要目的在于提供一种用于电芯的注液加工工艺方法及该电芯,旨在解决现有技术中对于电芯的注液工艺采用的多次插拔化成钉形式导致的注液孔污染,及整体加工工序繁多的问题。
2、为实现上述目的,本发明提供一种用于电芯的注液加工工艺方法及该电芯,包括以下步骤,
3、第一次注液步骤:
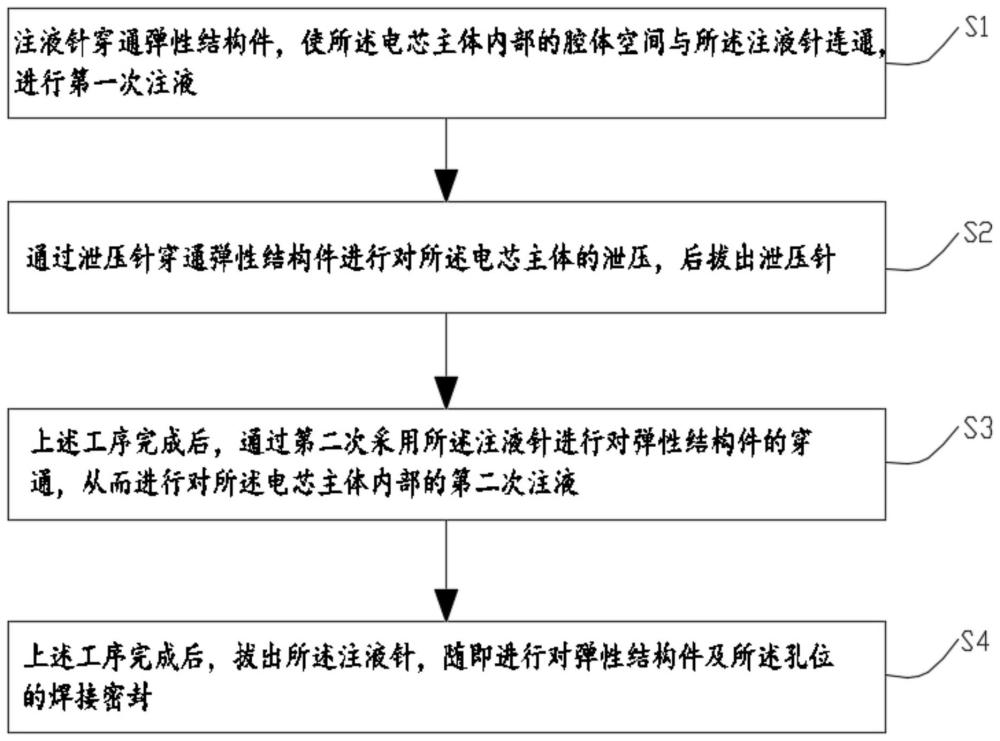
4、通过具备弹性收缩性能的弹性结构件将电芯封装部位盖板处的孔位封堵,再通过注液针穿通所述弹性结构件,使所述电芯内部的腔体空间与注液针连通,进而使注液针另一端的主业设备通过注液针向所述电芯的内部腔体进行第一次注液,再将注液针拔出,此时弹性结构件收缩后呈封闭状态;
5、化成老化步骤:
6、通过泄压针穿通所述弹性结构件进行对所述电芯的泄压,并在进行化成工序后拔出泄压针,此时所述电芯内部同样因所述弹性结构件的收缩特性呈封闭状态,随即进行老化工序;
7、第二次注液步骤:
8、上述工序完成后,通过第二次采用注液针进行对所述弹性结构件的穿通,从而进行对所述电芯内部的第二次注液;
9、密封焊接步骤:
10、上述工序完成后,拔出注液针,随即进行对所述弹性结构件及所述孔位的焊接密封。
11、作为本发明再进一步的方案,在进行化成老化步骤之前,还需将所述电芯静置冷却至常温,使其内部化学反应平衡。
12、作为本发明再进一步的方案,在进行第一次注液步骤之前,所述电芯需历经烘烤工序,用以去除水分使其干燥。
13、作为本发明再进一步的方案,在化成老化步骤内,老化工序为高温老化。
14、作为本发明再进一步的方案,在第一次注液步骤后,将所述电芯进行高温浸润,使得极片在电解液中充分浸润。
15、一种电芯,该电芯通过权利要求1的工艺步骤制得。
16、作为本发明再进一步的方案,所述电芯包括电芯主体,及设置于所述电芯主体一端封装位置的盖板,
17、所述盖板上开设有与所述电芯主体内部腔体连通的孔位,
18、所述孔位中封装设有一弹性结构件,所述弹性结构件与所述孔位配合,实现对所述电芯主体内部腔体的密封。
19、作为本发明再进一步的方案,所述弹性结构件包括位于所述孔位一侧,且底部带有通孔的固定件,所述固定件内部设有弹性密封件。
20、作为本发明再进一步的方案,所述弹性密封件为一次热挤出成型的软质橡胶弹性件。
21、作为本发明再进一步的方案,所述弹性密封件为球形结构。
22、本发明的有益效果如下:
23、本发明提出的用于电芯的注液加工工艺方法及该电芯,通过采用直接弹性密封件(弹性结构件)及注液针、孔位的配合,实现即通过较少的插拔步骤实现整个加工工序。不仅简化了加工工序,也确保电芯注液孔不受污染。
24、现有技术中的化成钉被本方案的弹性结构件替代,在经过烘烤阶段后,直接采用弹性结构件实现封堵,进而进行第一次注液、泄压化成、二次注液、密封焊接。避免了污染导致的焊接不良问题。
技术特征:
1.一种用于电芯的注液加工工艺方法,其特征在于,包括以下步骤,
2.根据权利要求1所述的电芯,其特征在于,在进行化成老化步骤之前,还需将所述电芯静置冷却至常温,使其内部化学反应平衡。
3.根据权利要求1所述的电芯,其特征在于,在进行第一次注液步骤之前,所述电芯需历经烘烤工序,用以去除水分使其干燥。
4.根据权利要求1所述的电芯,其特征在于,在化成老化步骤内,老化工序为高温老化。
5.根据权利要求1所述的电芯,其特征在于,在第一次注液步骤后,将所述电芯进行高温浸润,使得极片在电解液中充分浸润。
6.一种电芯,其特征在于,该电芯通过权利要求1的工艺步骤制得。
7.根据权利要求6所述的电芯,其特征在于,所述电芯包括电芯主体,及设置于所述电芯主体一端封装位置的盖板,
8.根据权利要求6所述的电芯,其特征在于,所述弹性结构件包括位于所述孔位一侧,且底部带有通孔的固定件,所述固定件内部设有弹性密封件。
9.根据权利要求8所述的电芯,其特征在于,所述弹性密封件为一次热挤出成型的软质橡胶弹性件。
10.根据权利要求7所述的电芯,其特征在于,所述弹性密封件为球形结构。
技术总结
本发明公开了一种用于电芯的注液加工工艺方法及该电芯,包括在一次注液时采用注液针刺破弹性结构件的方式对电芯内进行注液。待注完液后,注液针直接拔出,待电芯经常温静置后,在电芯的弹性结构件上插入泄压针,完成化成工艺后将泄压针集中拔出,待电芯到达二次注液工序后,采用与一次注液相同的注液方式,注液针再次刺破弹性结构件完成对电芯的二次注液。完成二次注液后,后续工艺与原有工艺相同,电芯流转至密封钉焊接工序对注液口进行焊接密封。本发明解决了现有技术中对于电芯的注液工艺采用的多次插拔化成钉形式导致的注液孔污染,及整体加工工序繁多的问题。
技术研发人员:徐洲,张太巍,贾佳文,李久林
受保护的技术使用者:深圳眼千里科技有限公司
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!