一种电芯盖板自动上料组装装置的制作方法
本发明涉及新能源电池,具体涉及一种电芯盖板自动上料组装装置。
背景技术:
1、在新能源研究广泛应用的今天,新能源电池越来越占据着重要的地位。电芯盖板作为新能源电池的重要组成部分能起到保护电芯电路的作用。
2、目前市场上盖板和电芯极柱组装都是使用半自动装配,装配精度差,装配要求繁琐,组装效率低。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供了一种电芯盖板自动上料组装装置。以满足使用自动上线盖板及自动装配盖板到电芯极的柱上,有效减少周转环节,提高了产生效率,减少了盖板在周转时对盖板划伤及安装错位风险,有效提高了产品组装合格率和一致性率。
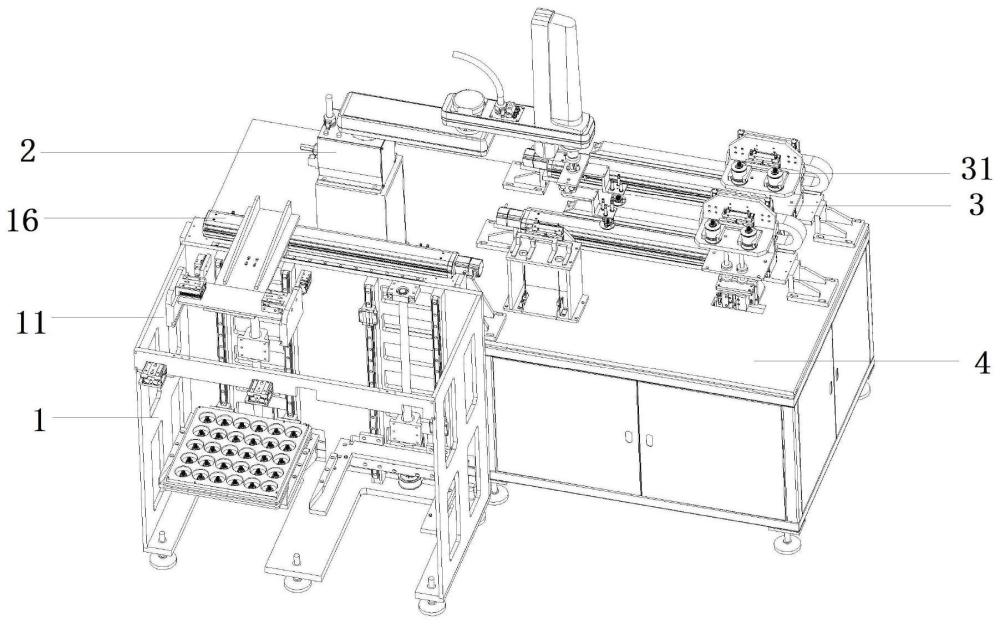
2、为实现上述目的,本发明所设计一种电芯盖板自动上料组装装置,用于将电芯盖板组装至电芯的极柱上,包括上料结构和组装结构,所述上料结构将电芯盖板运送至组装结构的抓取范围内,所述组装结构包括机械臂、对称设置的两个安装输送台和放置它们的工作台,所述机械臂的抓取端设有一个或多个吸爪,所述安装输送台上均设有与吸爪数量相对应的安装工位,所述吸爪吸取电芯盖板后交替的在两个安装输送台的安装工位上完成电芯盖板和电芯极柱的组装。待安装电芯由机器人放置安装工位上,安装完成后机器人拿着完成的电芯,并放置新的待安装的电芯。
3、优选的,所述上料结构包括支撑架,所述支撑架包括底板,所述底板的端部垂直的固定有背板和两个相对设置的侧板,两个所述侧板的水平一端固定在背板上,另一端顶部固定有挡板,所述背板的内壁上固定有并排的第一升降架和第二升降架,所述第一升降架的滑轨上安装有上下活动的第一托盘架,所述第一托盘架用于放置装满电芯盖板的托盘,所述第二升降架的滑轨上安装有上下活动的第二托盘架,所述第二托盘架用于放置空托盘,所述第一托盘架和第二托盘架的顶部两端均固定有托盘限位块,所述支撑架旁设有将托盘从第一托盘架运送至第二托盘架的移栽机构。
4、优选的,所述托盘上设有多个盖板放置槽。
5、优选的,所述移栽机构包括移栽滑轨,所述移栽滑轨上设置有来回滑动的托盘夹爪,所述托盘夹爪的顶部设有夹爪气缸,所述移栽滑轨下设有固定座,所述固定座将移栽滑轨固定于工作台上。
6、优选的,所述托盘夹爪的顶部设有加强筋。
7、优选的,所述背板内壁的顶部设置有第一定位气缸组,所述挡板上设置有和第一定位气缸组对应的第二定位气缸组,所述第一定位气缸组和第二定位气缸组均由两个定位气缸组成。
8、优选的,所述工作台上设有定位机构,所述定位机构包括安装板,所述安装板的一端固定有背板,所述背板上固定有第一气缸和第二气缸,所述第一气缸和第二气缸的驱动端均固定有定位组件,所述定位组件设于安装板上,所述定位组件由第一平移结构和第二平移结构组成,所述第一平移结构包括水平设置的第一u形条,所述第二平移结构包括水平设置的第二u形条,所述第一u形条和第二u形条背端交错叠落放置,所述第一u形条背端固定在第一气缸的活动端上,所述第二u形条背端固定在第二气缸的活动端上,所述第一u形条开口端固定有第一l形条和第三l形条,所述第二u形条开口端固定有第二l形条和第四l形条,所述第一l形条、第二l形条、第三l形条和第四l形条的底部均开设有定位槽,所述第一l形条与第二l形条在第一气缸的驱动下互相配合形成夹爪,所述第三l形条和第四l形条在第二气缸的驱动下互相配合形成夹爪。
9、优选的,所述夹爪下方的安装板上开设有感应通孔,所述感应通孔下方设有感应组件,所述感应组件用于感应定位组件内有无电芯盖板。所述感应组件包括支撑安装座和感应装置,所述感应装置包括感应盒体和在感应盒体中上下活动的感应条,所述支撑安装座包括两个支撑板,两个所述支撑板竖直的固定在安装板底部两端,所述支撑板的底部固定有底板,所述底板上设有感应器支撑架,所述感应器支撑架上安装有感应装置,所述底板的长度大于安装板,所述底板的两端设有底板安装孔。
10、优选的,所述机械臂的夹取端设有两个吸爪,两个所述吸爪均能单独吸取电芯盖板。
11、优选的,所述机械臂包括机械臂底座,所述机械臂底座顶部安装有可水平转动的机械主臂,所述机械主臂顶部安装有可水平转动的延展机械臂,所述延展机械臂的远离机械主臂的一端安装伸缩机械臂套筒,所述伸缩机械臂套筒内设置有可上下活动的伸缩机械臂,所述伸缩机械臂的底部设置有可水平转动的吸爪安装架,所述吸爪安装架底部滑动的设置有两个吸爪固定架,所述吸爪固定架上安装有吸爪,所述机械臂底座下设有支撑座,所述支撑座的顶部固定有机械臂底座,所述支撑座的底部固定在工作台上。
12、优选的,所述机械臂底座上固定有限位挡杆,所述限位挡杆设置于机械主臂旁用于限位机械主臂。
13、优选的,所述安装输送台包括输送滑轨和在输送滑轨上水平活动的电芯安装座,所述电芯安装座上固定有垂直的平台滑轨,所述平台滑轨上设置有上下活动的电芯安装平台,所述电芯安装平台上设有与吸爪数量相对应的安装工位,所述安装工位包括电芯夹和电芯夹气缸,所述电芯夹下方设有电芯旋钮座,所述电芯夹气缸驱动电芯夹夹紧待安装的电芯盖板,所述输送滑轨下固定有滑轨安装座,所述滑轨安装座固定在工作台上,所述滑轨安装座包括两个支撑座和支撑板,所述支撑座固定在支撑板两端底部,所述支撑座固定在工作台上,所述支撑板上固定有输送滑轨。
14、优选的,所述电芯安装平台的下方设有伸缩组件,所述伸缩组件用于调节电芯安装平台的高度,所述伸缩组件包括竖直安装在工作台上的气缸安装座,所述气缸安装座壁上对称设置有顶出气缸,所述气缸安装座上设置有伸缩杆,两个伸缩杆顶部均设置有顶出块,所述顶出块上方设置有连接杆,所述连接杆穿过电芯安装座的底部与电芯安装平台的底部固定连接。
15、本发明的有益效果:
16、本发明能将电芯盖板自动上线,人工将电芯盖板托盘放置第一升降架的第一托盘架上,上料结构自动上料电芯盖板,移栽机构自动将空托盘分类横移放置下线,机械臂将盖板搬运到定位工装位置,组装在电芯极柱盖上,有效提高电芯盖板和电芯组装效率和装配精度,提高生产设备产线的自动化,降低了繁琐机构运动轨迹,同时缩减了设备成本,减少切拉换型时间,提高了电芯组装效力,有效提高生产产能率。
技术特征:
1.一种电芯盖板自动上料组装装置,用于将电芯盖板组装至电芯的极柱上,其特征在于:包括上料结构(1)和组装结构,所述上料结构(1)将电芯盖板运送至组装结构的抓取范围内,所述组装结构包括机械臂(2)、对称设置的两个安装输送台(3)和放置它们的工作台(4),所述机械臂(2)的抓取端设有一个或多个吸爪(21),所述安装输送台(3)上均设有与吸爪(21)数量相对应的安装工位(31),所述吸爪(21)吸取电芯盖板后交替的在两个安装输送台(3)的安装工位(31)上完成电芯盖板和电芯极柱的组装。
2.根据权利要求1所述的电芯盖板自动上料组装装置,其特征在于:所述上料结构(1)包括支撑架(11),所述支撑架(11)包括底板(111),所述底板(111)的端部垂直的固定有背板(112)和两个相对设置的侧板(113),两个所述侧板(113)的水平一端固定在背板(112)上,另一端顶部固定有挡板(114),所述背板(112)的内壁上固定有并排的第一升降架(12)和第二升降架(13),所述第一升降架(12)的滑轨上安装有上下活动的第一托盘架(121),所述第一托盘架(121)用于放置装满电芯盖板的托盘(14),所述第二升降架(13)的滑轨上安装有上下活动的第二托盘架(131),所述第二托盘架(131)用于放置空托盘(14),所述第一托盘架(121)和第二托盘架(131)的顶部两端均固定有托盘限位块(15),所述支撑架(11)旁设有将托盘(14)从第一托盘架(121)运送至第二托盘架(131)的移栽机构(16)。
3.根据权利要求2所述的电芯盖板自动上料组装装置,其特征在于:所述移栽机构(16)包括移栽滑轨(161),所述移栽滑轨(161)上设置有来回滑动的托盘夹爪(162),所述托盘夹爪(162)的顶部设有夹爪气缸(163),所述移栽滑轨(161)下设有固定座(164),所述固定座(164)将移栽滑轨(161)固定于工作台(4)上。
4.根据权利要求2所述的电芯盖板自动上料组装装置,其特征在于:所述背板(112)内壁的顶部设置有第一定位气缸组(17),所述挡板(114)上设置有和第一定位气缸组(17)对应的第二定位气缸组(18),所述第一定位气缸组(17)和第二定位气缸组(18)均由两个气缸组成。
5.根据权利要求1所述的电芯盖板自动上料组装装置,其特征在于:所述工作台(4)上设有定位机构(5),所述定位机构(5)包括安装板(51),所述安装板(51)的一端固定有背板(52),所述背板(52)上固定有第一气缸(53)和第二气缸(54),所述第一气缸(53)和第二气缸(54)的驱动端均固定有定位组件,所述定位组件设于安装板(51)上,所述定位组件由第一平移结构(55)和第二平移结构(56)组成,所述第一平移结构(55)包括水平设置的第一u形条(551),所述第二平移结构(56)包括水平设置的第二u形条(561),所述第一u形条(551)和第二u形条(561)背端交错叠落放置,所述第一u形条(551)背端固定在第一气缸(53)的活动端上,所述第二u形条(561)背端固定在第二气缸(54)的活动端上,所述第一u形条(551)开口端固定有第一l形条(552)和第三l形条(553),所述第二u形条(561)开口端固定有第二l形条(562)和第四l形条(563),所述第一l形条(552)、第二l形条(562)、第三l形条(553)和第四l形条(563)的底部均开设有定位槽(50),所述第一l形条(552)与第二l形条(562)在第一气缸(53)的驱动下互相配合形成夹爪,所述第三l形条(553)和第四l形条(563)在第二气缸(54)的驱动下互相配合形成夹爪。
6.根据权利要求5所述的电芯盖板自动上料组装装置,其特征在于:所述夹爪下方的安装板(51)上开设有感应通孔(511),所述感应通孔(511)下方设有感应组件,所述感应组件用于感应定位组件内有无电芯盖板,所述感应组件包括支撑安装座(58)和感应装置(57),所述感应装置(57)包括感应盒体(571)和在感应盒体(571)中上下活动的感应条(572),所述支撑安装座(58)包括两个支撑板(581),两个所述支撑板(581)竖直的固定在安装板(51)底部两端,所述支撑板(581)的底部固定有底板(582),所述底板(582)上设有感应器支撑架(59),所述感应器支撑架(59)上安装有感应装置(57)。
7.根据权利要求1所述的电芯盖板自动上料组装装置,其特征在于:所述机械臂(2)的夹取端设有两个吸爪(21),两个所述吸爪(21)均能单独吸取电芯盖板。
8.根据权利要求7所述的电芯盖板自动上料组装装置,其特征在于:所述机械臂(2)包括机械臂底座(23),所述机械臂底座(23)顶部安装有可水平转动的机械主臂(22),所述机械主臂(22)顶部安装有可水平转动的延展机械臂(25),所述延展机械臂(25)的远离机械主臂(22)的一端安装伸缩机械臂套筒(26),所述伸缩机械臂套筒(26)内设置有可上下活动的伸缩机械臂(261),所述伸缩机械臂(261)的底部设置有可水平转动的吸爪安装架(27),所述吸爪安装架(27)底部滑动的设置有两个吸爪固定架(271),所述吸爪固定架(271)上安装有吸爪(21),所述机械臂底座(23)下设有支撑座(24),所述支撑座(24)的顶部固定有机械臂底座(23),所述支撑座(24)的底部固定在工作台(4)上。
9.根据权利要求1所述的电芯盖板自动上料组装装置,其特征在于:所述安装输送台(3)包括输送滑轨(32)和在输送滑轨(32)上水平活动的电芯安装座(33),所述电芯安装座(33)上固定有垂直的平台滑轨(331),所述平台滑轨(331)上设置有上下活动的电芯安装平台(34),所述电芯安装平台(34)上设有与吸爪(21)数量相对应的安装工位(31),所述安装工位(31)包括电芯夹(311)和电芯夹气缸(312),所述电芯夹(311)下方设有电芯旋钮座(313),所述电芯夹气缸(312)驱动电芯夹(311)夹紧待安装的电芯盖板,所述输送滑轨(32)下固定有滑轨安装座(35),所述滑轨安装座(35)固定在工作台(4)上,所述滑轨安装座(35)包括两个支撑座(351)和支撑板(352),所述支撑座(351)固定在支撑板(352)两端底部,所述支撑座(351)固定在工作台(4)上,所述支撑板(352)上固定有输送滑轨(32)。
10.根据权利要求9所述的电芯盖板自动上料组装装置,其特征在于:所述电芯安装平台(34)的下方设有伸缩组件(6),所述伸缩组件(6)用于调节电芯安装平台(34)的高度,所述伸缩组件(6)包括竖直安装在工作台(4)上的气缸安装座(61),所述气缸安装座(61)壁上对称设置有顶出气缸(62),所述气缸安装座(61)上设置有伸缩杆,两个伸缩杆顶部均设置有顶出块(63),所述顶出块(63)上方设置有连接杆(64),所述连接杆(64)穿过电芯安装座(33)的底部与电芯安装平台(34)的底部固定连接。
技术总结
本发明公开一种电芯盖板自动上料组装装置,属于新能源电池技术领域。该装置用于将电芯盖板组装至电芯的极柱上,包括上料结构和组装结构,上料结构将电芯盖板运送至组装结构的抓取范围内,组装结构包括机械臂、对称设置的两个安装输送台和放置它们的工作台,机械臂的抓取端设有一个或多个吸爪,安装输送台上均设有与吸爪数量相对应的安装工位,吸爪吸取电芯盖板后交替的在两个安装输送台的安装工位上完成电芯盖板和电芯极柱的组装。本发明使用自动上线盖板及自动装配盖板到电芯极的柱上,有效减少周转环节,提高了产生效率,减少了盖板在周转时对盖板划伤及安装错位风险,有效提高了产品组装合格率和一致性率。
技术研发人员:汪润
受保护的技术使用者:武汉楚能新能源有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!