质子交换膜燃料电池阳极催化层及其制备方法与流程
本发明涉及燃料电池,尤其涉及一种质子交换膜燃料电池阳极催化层及其制备方法。
背景技术:
1、质子交换膜燃料电池作为一种将化学能转化为电能的装置,具有清洁无污染的优点,在汽车、船舶和无人机等领域具有广泛的应用前景。其电堆运行过程中,膜电极由于堵水、结冰、欠气导致阳极缺氢时,催化剂无法进行正常的氢氧化反应(hor,h2=2h++2e-)。为了保证电池的质子/电子供应,会发生碳腐蚀反应(cor,c+2h2o=4h++co2+4e-)。阳极电势由0v在短时间内升至高于1.5v,此时阳极电位高于阴极电位,电极电势发生反转,膜电极输出电压通常低于-1v,即发生反极现象。随着催化剂的载体不断被腐蚀,催化层受到严重破坏,最终导致膜电极性能急剧下降甚失效。
2、现有技术从燃料电池系统层面监测膜电极电压,可以及时断开负载,以避免长时间反极造成的损害,但是无法从根本上减少或避免反极。发生碳腐蚀是为了维持正常的质子/电子供应,而只要存在其他可以供给质子/电子的反应就可以避免碳腐蚀。析氧反应(oer,2h2o=4h++o2+4e-)可以实现替代且不会损害膜电极,但是oer所需电势较碳腐蚀高,无法优先于碳腐蚀反应发生。因此,需要在阳极催化层中引入oer催化剂来降低oer反应过电势,使其优先于碳腐蚀反应发生,从而减少甚至避免碳腐蚀。但是现有的抗反极膜电极不具备既保持膜电极初始性能又很好地增强膜电极抗反极能力。
3、中国专利cn114204056a在阳极气体扩散层与阳极催化层之间设有牺牲阳极石墨层以及设置在牺牲阳极石墨层与阳极气体扩散层之间的oer催化层。但是过渡层与阳极催化层的导电性等物性差异会导致催化层内阻增大,燃料电池性能下降。其次,oer催化层和牺牲阳极石墨层与被保护的氢氧化催化剂分离,当发生反极时,仅是延长了抗反极时长,不能很好地避免氢氧化催化剂的碳腐蚀,保护效果不理想。
4、中国专利cn112534613a提供的第一催化层中不含oer催化剂,抗反极能力上受限较大,随着反极的进行,第一催化层的氢氧化催化剂仍然不可避免会发生碳腐蚀,仍不能很好地解决氢氧化催化剂的碳腐蚀问题,仅是增加了抗反极时间,最后氢氧化催化剂的载体仍会发生碳腐蚀,催化层结构塌陷,燃料电池性能下降。
技术实现思路
1、鉴于上述的分析,本发明实施例旨在提供一种质子交换膜燃料电池阳极催化层及其制备方法,用以解决现有技术无法既保持膜电极初始性能又能很好地增强膜电极抗反极能力的问题。
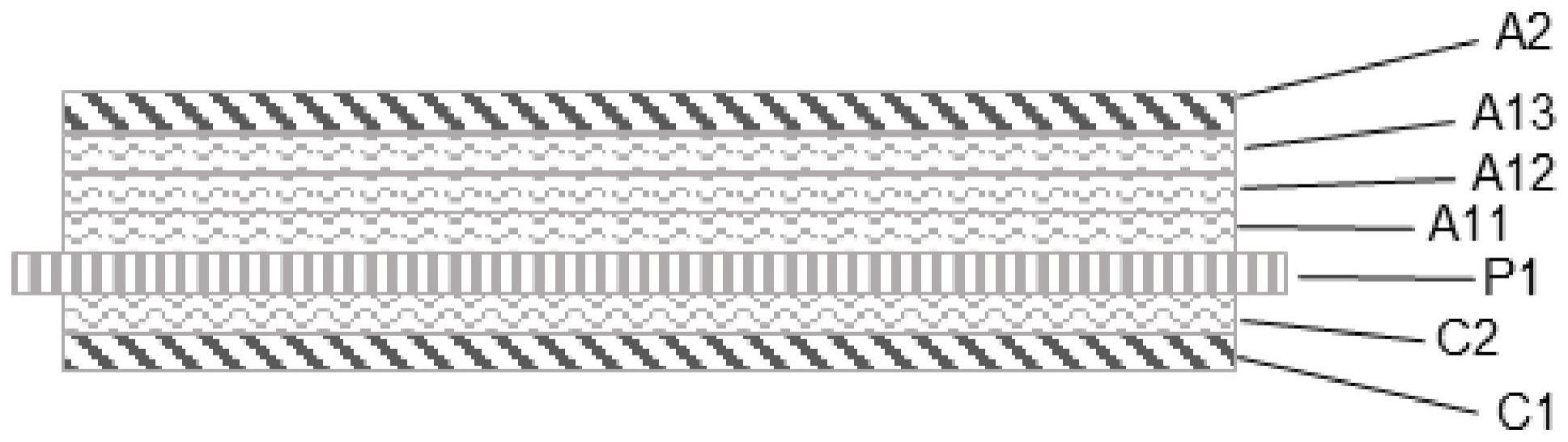
2、一方面,本发明实施例提供了一种质子交换膜燃料电池阳极催化层,包括至少三层从质子交换膜至阳极气体扩散层方向依次设置的子催化层;其中,
3、每一子催化层内均包括析氧反应催化剂(oer催化剂)、氢氧化反应催化剂(hor催化剂);
4、在质子交换膜至阳极气体扩散层的方向上,各子催化层中的析氧反应催化剂的活性物质载量逐渐升高,氢氧化反应催化剂的活性物质载量逐渐降低。
5、上述技术方案的有益效果如下:析氧反应催化剂(oer催化剂)、氢氧化反应催化剂(hor催化剂)呈逆梯度分布。整个阳极催化层的各子催化层均含有oer催化剂,可以更全面地保护氢氧化反应催化剂不受碳腐蚀。其次,该结构各层物性相似,内阻更小,电池输出性能更高。当发生反极时,靠近阳极气体扩散层一侧析氧反应催化剂更多,析氧反应产生的质子向内部传递,能够减少近质子交换膜一侧氢氧化反应催化剂载量更高处的碳腐蚀,降低了反极后膜电极性能损失。
6、基于上述阳极催化层的进一步改进,析氧反应催化剂的成分包括析氧反应活性物质、载体;其中,
7、析氧反应活性物质包括ir、ir的氧化物irox、ru、ru的氧化物ruox、irru、irru的氧化物irruox中的至少一种;
8、析氧反应催化剂的载体为石墨化碳载体;
9、析氧反应催化剂中,活性物质载量质量百分数为10wt%~80wt%。
10、进一步,氢氧化反应催化剂的成分包括氢氧化反应活性物质、载体;其中,
11、氢氧化反应活性物质包括pt或pt合金,且pt合金进一步包括ir、ru、pd中的至少一种;
12、氢氧化反应催化剂的载体为石墨化碳载体;
13、氢氧化反应催化剂中,活性物质载量质量百分数为20wt%~80wt%。
14、进一步,各子催化层的成分均包括析氧反应催化剂、氢氧化反应催化剂、全氟磺酸树脂;其中,
15、各子催化层中,氢氧化反应催化剂中氢氧化反应活性物质与析氧反应催化剂中析氧反应活性物质的质量比为10:1~1:1。
16、进一步,载体为高度石墨化的碳粉、碳纳米管、石墨中的一种;并且,
17、子催化层的数量为3,在质子交换膜至阳极气体扩散层的方向上依次是第一级子催化层、第二级子催化层、第三级子催化层;其中,第一级子催化层、第二级子催化层、第三级子催化层的成分中,氢氧化反应活性物质与析氧反应活性物质的质量比逐渐降低。
18、另一方面,本发明实施例提供了一种质子交换膜燃料电池阳极催化层的制备方法,包括如下步骤:
19、s1.制备析氧反应催化剂;
20、s2.制备氢氧化反应催化剂;
21、s3.制备全氟磺酸树脂;
22、s4.分别制备阳极催化层中各子催化层的浆料,使得每一子催化层内均包括析氧反应催化剂、氢氧化反应催化剂,且在质子交换膜至阳极气体扩散层的方向上,各子催化层中的析氧反应催化剂的活性物质载量逐渐升高,氢氧化反应催化剂的活性物质载量逐渐降低,且子催化层的数量大于等于3;
23、s5.在质子交换膜的阳极侧,依次均匀喷涂各子催化层的浆料,并在喷涂结束后进行干燥,完成阳极催化层的制备。
24、进一步,步骤s4进一步包括如下子步骤:
25、s41.将析氧反应催化剂、氢氧化反应催化剂、全氟磺酸树脂、低沸点溶剂及去离子水混合均匀得到第一级子催化层的浆料,该浆料中,氢氧化反应催化剂中氢氧化反应活性物质与析氧反应催化剂中析氧反应活性物质的质量比为10:1~1:1;
26、s42.将析氧反应催化剂、氢氧化反应催化剂、全氟磺酸树脂、低沸点溶剂及去离子水混合均匀得到第二级子催化层以及后续子催化层的浆料制备,使得在质子交换膜至阳极气体扩散层的方向上,各子催化层的浆料中氢氧化反应活性物质与析氧反应活性物质的质量比逐渐降低。
27、进一步,各子催化层中,全氟磺酸树脂的离子交换当量为700~1100g/mol;并且,
28、全氟磺酸树脂与析氧反应催化剂、氢氧化反应催化剂这两种催化剂中载体的质量之比为0.5~1.5。
29、进一步,各子催化层中,全氟磺酸树脂的含量为0.5wt%~20wt%。
30、进一步,步骤s5中通过超声喷涂设备,将第一级子催化层均匀喷涂至在质子交换膜的阳极侧,再在第一级催化层上依次均匀喷涂第二级子催化层的浆料、第三级子催化层的浆料,每次喷涂后的干燥温度为70~120℃;并且,
31、步骤s41中,低沸点溶剂为乙醇、丙醇、异丙醇中的至少一种,且与去离子水的质量比为5:1~20:1。
32、提供
技术实现要素:
部分是为了以简化的形式来介绍对概念的选择,它们在下文的具体实施方式中将被进一步描述。发明内容部分无意标识本发明的重要特征或必要特征,也无意限制本发明的范围。
- 还没有人留言评论。精彩留言会获得点赞!