一种负压加酸装置及工艺的制作方法
本发明属于蓄电池生产制造,特别是涉及一种负压加酸装置及工艺。
背景技术:
1、化成是铅蓄电池生产的关键工序,需要经过加酸和充电过程。加酸是一个硫酸溶液从加酸机中,经过加酸壶进入电池内部的过程。当酸液压入电池的瞬间,电池内部极板的铅膏与稀硫酸产生化学反应,极板上的铅膏属于氧化铅,氧化铅与稀硫酸反应生成硫酸铅和水,产生大量热量和气泡。热量导致电池温度很快从20℃上升到65℃左右,温度越高溶解在电解液里面的硫酸铅也越多,硫酸铅大量沉积在隔板纸内,后期会导致电池自放电,不能正常储存电能。内部热量产生的气泡会把内部的电解液顶起甚至外冒流失。这样外部看见酸液很多,其实电池底部已经为缺液状态,后续充放电化成电池缺液导致化成不彻底,正极板表面白斑(硫酸铅)多,白斑不能有效转换成储存电量的二氧化铅。同时,由于电池上部为富液状态,电池下部为贫液状态,极板电化学反应转换的活物一致性差,电池的使用寿命也短。
2、实践中发现,在真空负压的封闭环境中化成,电池的加注的硫酸溶液量比普通电池化成多,酸壶中的液位更高。但是,负压的大小直接影响化成的质量:负压过小,抽真空慢,电池内温降温慢,电池高温化成,低温性能差。负压过大,抽真空快,造成电池内酸液在极板内渗透慢,影响电池实际化成效果,成品电池性能差。此外,现有负压化成的操作效率较低。
技术实现思路
1、本发明的目的在于提供一种负压加酸装置,通过设计多联加酸壶及多联负压吸附工装,多联结构即提升了加酸前准备工作的操作效率,同时电池在真空负压的环境吸充电化成,进一步提升了加酸效率和电池内酸液的一致性,解决背景技术中电池内酸液分布均匀性差的问题。本发明的另一个目的在于提供一种负压加酸工艺,解决背景技术中负压化成操作效率低的问题。
2、为解决上述技术问题,本发明是通过以下技术方案实现的:
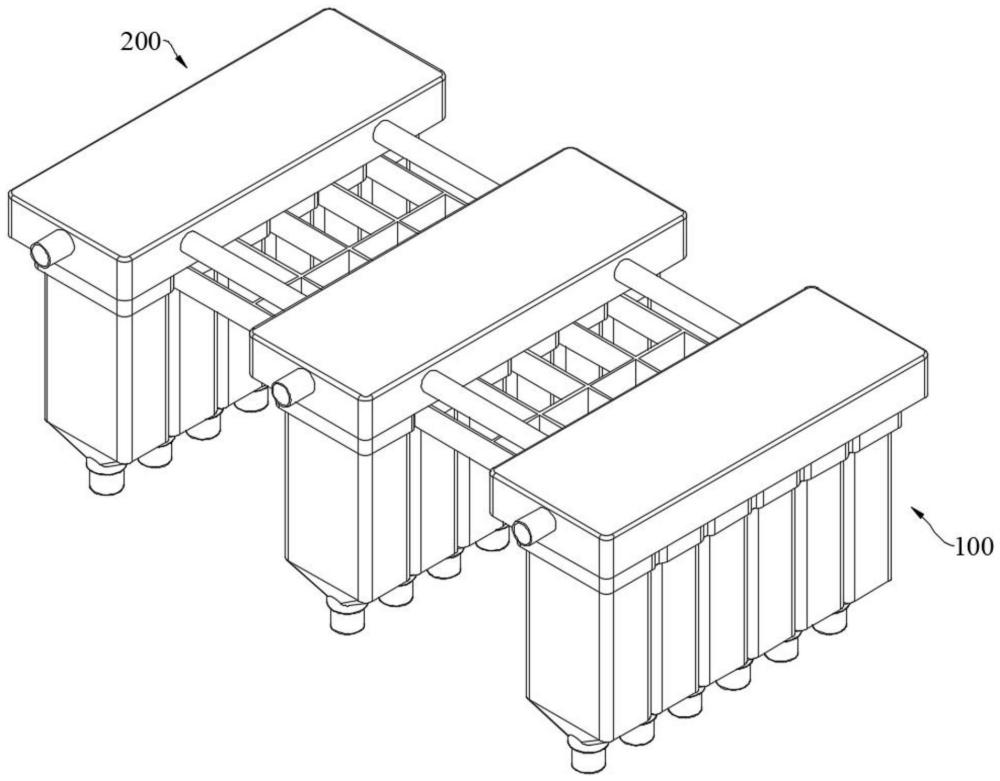
3、本发明为一种负压加酸装置,包括多联加酸壶和多联负压吸附工装,所述多联加酸壶包括若干并排设置的加酸壶,相邻所述加酸壶之间通过第一连接筋固定连接;所述加酸壶的上端开有若干进酸口,所述加酸壶的下端设有用于向电池注酸的若干出酸口;所述多联负压吸附工装包括若干并排设置的负压吸附工装,相邻所述负压吸附工装之间通过第二连接筋固定连接;所述负压吸附工装的一表面开有与加酸壶上端部周侧适配的负压槽,所述负压吸附工装的一侧设有抽气嘴,所述抽气嘴与负压槽连通;所述抽气嘴连接有负压发生器,所述负压槽可倒扣在加酸壶的上端部。
4、作为本发明的一种优先技术方案,所述负压槽的底面开有抽气槽孔,所述抽气嘴与抽气槽孔连通。
5、作为本发明的一种优先技术方案,所述负压槽的底面边缘处设有一圈密封圈,所述密封圈与加酸壶的上端面抵接。
6、作为本发明的一种优先技术方案,相邻两个所述加酸壶之间的间距采用6~10厘米,方便充电时安装充电线及检测线。
7、另一方面,本发明还提供了一种负压加酸工艺,包括如下步骤:
8、步骤一:电池胚料上线:将待加酸电池胚料分为多组,每组摆列摆放多个电池胚料,再将每组电池胚料依次运送到加酸线体。
9、步骤二:涂凡士林:在蓄电池的端子上均匀涂上凡士林,使端子免受溢流在蓄电池表面的酸液和充电时酸气的腐蚀。
10、步骤三:插酸壶:将多联加酸壶对准每组的多个电池,并将加酸壶下端的出酸口插入电池。
11、步骤四:自动加酸:通过自动加酸机向加酸壶内加入一定量的酸液。
12、步骤五:安装负压吸附工装,将多联负压吸附工装倒扣在多联加酸壶上。
13、步骤六:水浴:将每组电池胚料通过输送链运输到水浴槽,进行水浴冷却。
14、步骤七:上充电架:将每组电池胚料依次摆放上充电架。
15、步骤八:连接负压发生器:将多联负压吸附工装连接上负压发生器。
16、步骤九:负压充电:启动负压发生器,通过多联负压吸附工装对多联加酸壶及电池壳内进行负压抽空并维持一段时间,同时将电池端子接线进行负压充电。
17、作为本发明的一种优先技术方案,步骤一中,使用托盘对每组电池胚料进行排列摆放。
18、作为本发明的一种优先技术方案,步骤五中,所述多联负压吸附工装倒扣在多联加酸壶上后,还使用压紧工装压在多联负压吸附工装的上方。
19、作为本发明的一种优先技术方案,步骤九中,所述负压发生器的抽空压力为0.06mpa~0.09mpa。
20、作为本发明的一种优先技术方案,步骤九中,所述抽真空时间为2~5分钟。
21、本发明具有以下有益效果:
22、1、本发明通过设计多联加酸壶和多联负压吸附工装,实现一次性完成对多个电池坯料的插酸壶和安装负压吸附工装的操作,且多联负压吸附工装可一次性对多个电池胚料进行抽空,提升对电池胚料加酸准备操作的工作效率和抽空效率,同时节省人力,降低了人工成本。
23、2、本发明通过改进负压加酸工艺,通过负压将加酸过程中产生的热量和气泡吸走,使电池酸液能更加均匀快速地流入电池内部,提升酸液在电池内部分布的均匀性,降低了加酸化成的温度;同时,减少了充电化成时长,有利于实现避峰生产,降低充电能耗。
24、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
技术特征:
1.一种负压加酸装置,其特征在于,包括
2.根据权利要求1所述的一种负压加酸装置,其特征在于,所述负压槽(301)的底面开有抽气槽孔(303),所述抽气嘴(302)与抽气槽孔(303)连通。
3.根据权利要求2所述的一种负压加酸装置,其特征在于,所述负压槽(301)的底面边缘处设有一圈密封圈(304),所述密封圈(304)与加酸壶(100)的上端面抵接。
4.根据权利要求3所述的一种负压加酸装置,其特征在于,相邻两个所述加酸壶(1)之间的间距采用6~10厘米。
5.基于权利要求1-4任意一项所述的负压加酸装置的加酸工艺,其特征在于,包括如下步骤:
6.根据权利要求5所述的一种负压加酸工艺,其特征在于,步骤一中,使用托盘对每组电池胚料进行排列摆放。
7.根据权利要求5所述的一种负压加酸工艺,其特征在于,步骤五中,所述多联负压吸附工装(200)倒扣在多联加酸壶(100)上后,还使用压紧工装压在多联负压吸附工装(200)的上方。
8.根据权利要求7所述的一种负压加酸工艺,其特征在于,步骤九中,所述负压发生器的抽空压力为0.06mpa~0.09mpa。
9.根据权利要求8所述的一种负压加酸工艺,其特征在于,步骤九中,所述抽真空时间为2~5分钟。
技术总结
本发明公开了一种负压加酸装置及工艺,涉及蓄电池生产制造技术领域。本发明包括多联加酸壶和多联负压吸附工装,多联加酸壶包括若干并排设置的加酸壶,多联负压吸附工装包括若干并排设置的负压吸附工装,负压吸附工装的一表面开有负压槽,负压吸附工装的一侧设有抽气嘴,负压槽可倒扣在加酸壶的上部。本发明通过设计多联加酸壶和多联负压吸附工装,实现一次性完成对多个电池坯料的插酸壶,提升对电池胚料加酸准备操作的效率,同时改进负压加酸工艺,通过负压将加酸过程中产生的热量和气泡吸走,使电池酸液能更加均匀快速地流入电池内部,提升酸液在电池内部分布的均匀性,减少了充电化成时长,有利于实现避峰生产,降低充电能耗。
技术研发人员:李乃军,赵兴强,陈钱少鹏,李祥
受保护的技术使用者:天能电池集团(马鞍山)新能源科技有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!