一种智能化无人机太阳电池阵铺装生产工艺方法与流程
本发明属于太阳电池组件铺装自动化设备,尤其是涉及一种智能化无人机太阳电池阵铺装生产工艺方法。
背景技术:
1、近年来,包括太阳能无人机、太阳能浮空器等新能源无人飞行器逐渐成为研究热点。为满足新能源飞行器飞行的结构稳定性要求及发电效率要求,太阳电池阵组件铺装后下陷程度的控制成为满足太阳电池阵性能发挥的重要保证条件。
2、太阳电池阵组件铺装后下陷情况依据于组件粘接的质量,然而,粘接过程的质量是依据肋上粘接胶的出胶质量保证,目前行业内通常采用人工方式进行点胶,效率低下且精度不高;很难达到匀速的出胶,控制合理的胶量以保证整机的重量,因此急需一种保证铺装过程中粘接出胶质量成为现阶段如何控制太阳电池阵铺装生产的技术攻坚点。
技术实现思路
1、为解决上述技术问题,本发明提供一种智能化无人机太阳电池阵铺装生产工艺方法,尤其适合对无人机太阳电池阵铺装中代替手工进行涂胶操作。
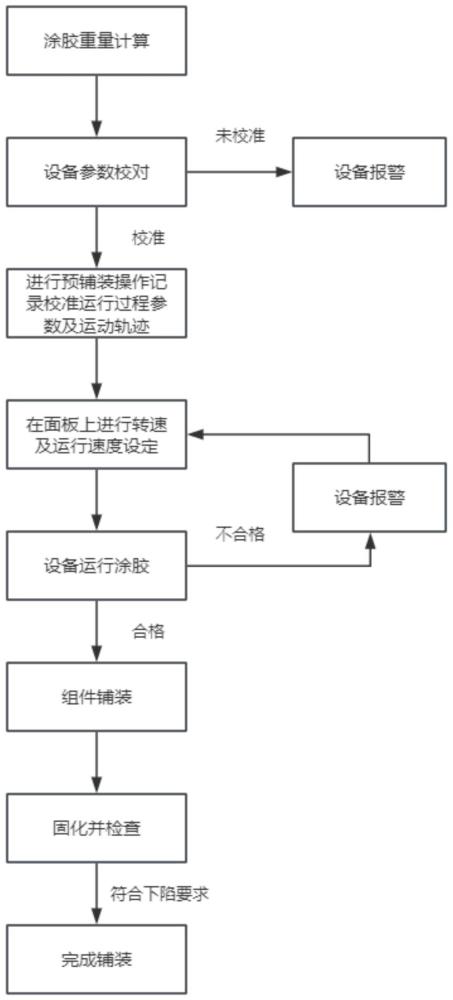
2、本发明采用的技术方案是:一种智能化无人机太阳电池阵铺装生产工艺方法,该方法包括:
3、计算符合粘接力要求的出胶量,将确定的铺装涂覆出胶量进行记录;
4、对涂胶机器人进行调试,校准涂胶机器人的出胶转速与出胶量的关系;
5、进行预铺装操作,确定运行参数、运行轨迹进行记录;
6、在涂胶机器人操作面板上输入机器人运行的速率和转速的信息,设备将记录运行过程中的工作参数;
7、工控机发送指令控制涂胶机器人在已记录定位轨迹上进行涂胶并进行涂胶质量检测;
8、涂胶机器人涂胶完成后将待铺装组件进行粘接流程操作;
9、通过检查无人机太阳电池阵的下陷数据并进行记录,对铺装效果进行检测。
10、进一步的,所述出胶量的计算方法包括,依据翼段重量要求及组件拉力数值要求计算粘接所需胶的出胶量,通过计算得到设备需要点涂胶的总量。
11、进一步的,所述预铺装包括,在涂胶机器人控制面板上操作机器人对待涂覆位置进行取点定位。
12、进一步的,所述工作参数包括,温度、湿度和气压。
13、进一步的,所述涂胶质量检测包括,涂胶过程中的伴随件样品膜可检测涂胶机器人出胶量是否满足标准。
14、进一步的,所述粘接流程操作包括,进行下放粘接、位置固定、气泡去除和加压固化。
15、进一步的,所述涂胶机器人具备底部运动轮。
16、进一步的,所述涂胶机器人由多轴进行控制转接。
17、进一步的,所述涂胶机器人的机械臂进行倒挂移动。
18、本发明具有的优点和积极效果是:由于采用上述技术方案,使对太阳电池组件铺装粘接过程的出胶操作实现去手工化,降低铺装粘接过程出胶量的误差值;通过伴随件样品模可以检测出胶量是否满足标准,提高了良品率。
技术特征:
1.一种智能化无人机太阳电池阵铺装生产工艺方法,其特征在于,该方法包括:
2.根据权利要求1所述的方法,其特征在于,所述出胶量的计算方法包括:依据翼段重量要求及组件拉力数值要求计算粘接所需胶的出胶量,通过计算得到设备需要点涂胶的总量。
3.根据权利要求1所述的方法,其特征在于,所述预铺装包括:在涂胶机器人控制面板上操作机器人对待涂覆位置进行取点定位。
4.根据权利要求1所述的方法,其特征在于,所述工作参数包括:温度、湿度和气压。
5.根据权利要求1所述的方法,其特征在于,所述涂胶质量检测包括:涂胶过程中的伴随件样品膜可检测涂胶机器人出胶量是否满足标准。
6.根据权利要求1所述的方法,其特征在于,所述粘接流程操作包括:进行下放粘接、位置固定、气泡去除和加压固化。
7.根据权利要求1所述的方法,其特征在于:所述涂胶机器人具备底部运动轮。
8.根据权利要求1所述的方法,其特征在于:所述涂胶机器人由多轴进行控制转接。
9.根据权利要求1所述的方法,其特征在于:所述涂胶机器人的机械臂进行倒挂移动。
技术总结
本发明提供一种智能化无人机太阳电池阵铺装生产工艺方法,该方法包括,计算符合粘接力要求的出胶量,将确定的铺装涂覆出胶量进行记录;对涂胶机器人进行调试,校准涂胶机器人的出胶转速与出胶量的关系;进行预铺装操作,确定运行参数、运行轨迹进行记录;在操作面板上输入机器人运行的速率和转速的信息,设备将记录运行过程中的工作参数;在已记录定位轨迹上进行涂胶并进行涂胶质量检测;将待铺装组件进行粘接流程操作;通过检查下陷数据并进行记录,对铺装效果进行检测。本发明的有益效果是对太阳电池组件铺装粘接过程的出胶操作实现去手工化,降低铺装粘接过程出胶量的误差值;通过伴随件样品模可以检测出胶量是否满足标准,提高了良品率。
技术研发人员:甄旭扬,彭磊,王春梅,韩聪帅
受保护的技术使用者:中电科蓝天科技股份有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!