一种汽车连接器端子包胶加工工艺及包胶设备的制作方法
本发明涉及连接器,具体涉及一种汽车连接器端子包胶加工工艺及包胶设备。
背景技术:
1、汽车连接器端子种类有很多,多pin针类型端子是汽车连接器端子占比比较多的,多pin针类型端子成型是将pin针插到模具内再进行成型。
2、例如中国专利cn106863699a一种汽车连接器pin针和cap自动上料注塑加工及检测生产线,通过取料机器人上的埋入取出抓手从自动上料设备上抓取pin针和cap并自动埋入到注塑机的模具中进行注塑加工,通过成品导通检测设备自动检测加工好的成品,通过不良品收集设备收集不良品,通过良品出料皮带流水线输出良品,整个生产线能够大大节省人力,提高生产效率,降低生产成本;通过更换3pin埋入取出抓手和4pin埋入取出抓手以及自动上料设备上的pin针和cap放料板,即可完成3pcspin和4pcspin注塑产品的换线工作,自动上料设备、成品导通检测设备、不良品收集设备和良品出料皮带流水线均能共用,大大降低了生产成本。
3、上述设备无法连续生产,且无法将pin针调整至竖直状态再上料,不利于pin针上料。
4、基于此,本发明设计了一种汽车连接器端子包胶加工工艺及包胶设备以解决上述问题。
技术实现思路
1、针对现有技术所存在的上述缺点,本发明提供了一种汽车连接器端子包胶加工工艺及包胶设备。
2、为实现以上目的,本发明通过以下技术方案予以实现:
3、一种汽车连接器端子包胶加工工艺:包括以下步骤:
4、步骤一:震动盘上料结构将pin针输送至包胶设备处,包胶设备将pin针转入移动式下成型组件;
5、步骤二:移动式下成型组件内装填好pin针后转动至上成型组件下方;
6、步骤三:上成型组件向下移动至与移动式下成型组件贴合接触,贴合压力为99-105bar,移动式下成型组件和移动式下成型组件温度控制在210-232℃,注料设备通过移动式下成型组件向移动式下成型组件和移动式下成型组件之间的成型腔内注入定量液体,成型时间为5-8s,成型后冷却得到汽车连接器端子。
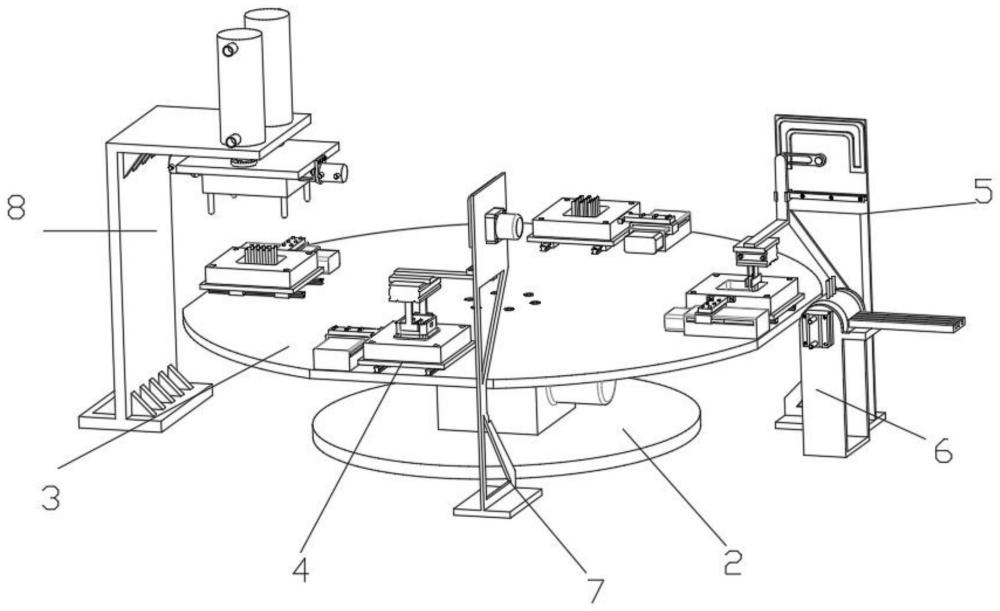
7、一种汽车连接器端子包胶加工工艺中使用的包胶设备,包括底板:
8、汽车连接器端子包括塑料外壳、卡槽、第一凹槽、第二凹槽和插针,塑料外壳底部设有第一凹槽,塑料外壳顶部设有第二凹槽,塑料外壳上端侧壁设有卡槽,塑料外壳、卡槽、第一凹槽和第二凹槽一体注塑成型,插针等间距设于塑料外壳内;
9、底板顶部连接有驱动组件;
10、驱动组件顶部沿着周向等间距连接有用于成型的移动式下成型组件,移动式下成型组件包括推动组件和下模具,推动组件与下模具连接,推动组件和下模具均沿着周向等间距安装于驱动组件顶部;
11、驱动组件右端设有用于pin针供给的插针供应组件,插针供应组件后端连接有用于pin针取放的插针取料组件;
12、驱动组件前端设有用于成型取放的成品取料组件,且成品取料组件和插针取料组件结构相同;
13、驱动组件左端连接有用于与驱动组件配合使用的上成型组件。
14、更进一步的,驱动组件包括减速电机和支撑板,减速电机固定安装于底板顶部,减速电机驱动端连接有支撑板,移动式下成型组件沿着周向等间距安装于支撑板上。
15、更进一步的,推动组件包括横板和直线模组滑台,直线模组滑台沿着周向等间距安装于支撑板顶部,直线模组滑台驱动端连接有横板。
16、更进一步的,下模具包括下模座、下模芯、下凹槽、移动板、导向孔、下插孔、第一滑块和第一导轨,下模座侧壁与横板固定连接,下模座底部固定连接有移动板,移动板底部对称连接有第一滑块,第一滑块与第一导轨限位滑动连接,第一导轨固定安装于支撑板顶部,下模座顶部开设有下凹槽,下凹槽内底部固定连接有下模芯,下模芯顶部矩形阵列开设有下插孔,pin针与下插孔插接,下模座顶部四角处均开设有导向孔。
17、更进一步的,插针供应组件包括第二支撑架、旋转气缸、横支撑架、导向板、导向滑槽、转动柱和插接孔,第二支撑架上端内壁转动连接有转动柱,转动柱等间距开设有插接孔,第二支撑架前侧壁固定连接有旋转气缸,旋转气缸输出端与转动柱固定连接,第二支撑架右侧壁固定连接有横支撑架,横支撑架顶部固定连接有导向板,导向板等间距设有导向滑槽,且导向滑槽与插接孔一一对应。
18、更进一步的,插针取料组件包括第一支撑架、n形板、电机、第二导轨、横槽、n形槽、连接杆、l形板、第二滑块、手指气缸、活动槽和转动板,第一支撑架后端固定连接有电机,电机驱动端固定连接有转动板,转动板开设有横槽,第一支撑架前端上下固定连接有n形板和第二导轨,n形板开设有n形槽,第二滑块与第二导轨限位滑动连接,第二滑块前端开设有活动槽,活动槽内限位滑动连接有l形板,l形板后端顶部固定连接有连接杆,且连接杆与横槽和n形槽贴合滑动连接,l形板前端底部固定连接有手指气缸。
19、更进一步的,上成型组件包括定位杆、气缸、第三支撑架、顶板、液压缸、直板、上凹槽、上插孔、上模芯、上模座、横滑动槽和梯形块,第三支撑架位于支撑板的左侧,第三支撑架顶部固定连接有液压缸,液压缸驱动端固定连接有顶板,顶板底部固定连接有上模座,上模座底部开设有上凹槽,上凹槽内顶部固定连接有上模芯,上模芯底部矩形阵列开设有与下插孔配合使用的上插孔,上凹槽左右侧壁均开设有横滑动槽,横滑动槽内贴合滑动连接有梯形块,梯形块与气缸输出端固定连接,气缸固定安装于直板侧壁上,直板固定安装于顶板侧壁上,顶板底部四角处均固定连接有与导向孔配合使用的定位杆。
20、本发明具有以下技术效果:
21、本发明通过上述加工工艺成型的汽车连接器端子密封性好,且可以有效阻隔水分的渗入,保护pin针及汽车连接器端子内部元器件。
22、本发明震动盘上料结构将pin针输送至插针供应组件处,插针供应组件将水平状态的pin针转向至竖直状态,插针取料组件将竖直状态的pin针夹取住,然后移动至移动式下成型组件的下模具的一排的下插孔内,然后推动组件驱动下一排下插孔移动至插针取料组件下料位置处,往复操作实现多排下插孔进行pin针上料,pin针上料后推动组件带动下模具回到原始位,驱动组件带动装填好下插孔的移动式下成型组件转动至上成型组件下方,上成型组件和移动式下成型组件配合进行包胶成型,成型后驱动组件带动成型的汽车连接器端子移动至成品取料组件下方,成品取料组件将成品取出,pin针上料、汽车连接器端子成型和汽车连接器端子下料同步,整体工作效率高。
技术特征:
1.一种汽车连接器端子包胶加工工艺,其特征在于:包括以下步骤:
2.一种在权利要求1所述的汽车连接器端子包胶加工工艺中使用的包胶设备,包括底板(2),其特征在于:
3.根据权利要求2所述的包胶设备,其特征在于,驱动组件(3)包括减速电机(31)和支撑板(32),减速电机(31)固定安装于底板(2)顶部,减速电机(31)驱动端连接有支撑板(32),移动式下成型组件(4)沿着周向等间距安装于支撑板(32)上。
4.根据权利要求3所述的包胶设备,其特征在于,推动组件包括横板(41)和直线模组滑台(42),直线模组滑台(42)沿着周向等间距安装于支撑板(32)顶部,直线模组滑台(42)驱动端连接有横板(41)。
5.根据权利要求4所述的包胶设备,其特征在于,下模具包括下模座(43)、下模芯(44)、下凹槽(45)、移动板(46)、导向孔(47)、下插孔(48)、第一滑块(49)和第一导轨(410),下模座(43)侧壁与横板(41)固定连接,下模座(43)底部固定连接有移动板(46),移动板(46)底部对称连接有第一滑块(49),第一滑块(49)与第一导轨(410)限位滑动连接,第一导轨(410)固定安装于支撑板(32)顶部,下模座(43)顶部开设有下凹槽(45),下凹槽(45)内底部固定连接有下模芯(44),下模芯(44)顶部矩形阵列开设有下插孔(48),pin针与下插孔(48)插接,下模座(43)顶部四角处均开设有导向孔(47)。
6.根据权利要求5所述的包胶设备,其特征在于,插针供应组件(6)包括第二支撑架(61)、旋转气缸(62)、横支撑架(63)、导向板(64)、导向滑槽(65)、转动柱(66)和插接孔(67),第二支撑架(61)上端内壁转动连接有转动柱(66),转动柱(66)等间距开设有插接孔(67),第二支撑架(61)前侧壁固定连接有旋转气缸(62),旋转气缸(62)输出端与转动柱(66)固定连接,第二支撑架(61)右侧壁固定连接有横支撑架(63),横支撑架(63)顶部固定连接有导向板(64),导向板(64)等间距设有导向滑槽(65),且导向滑槽(65)与插接孔(67)一一对应。
7.根据权利要求6所述的包胶设备,其特征在于,插针取料组件(5)包括第一支撑架(51)、n形板(52)、电机(53)、第二导轨(54)、横槽(55)、n形槽(56)、连接杆(57)、l形板(58)、第二滑块(59)、手指气缸(510)、活动槽(511)和转动板(512),第一支撑架(51)后端固定连接有电机(53),电机(53)驱动端固定连接有转动板(512),转动板(512)开设有横槽(55),第一支撑架(51)前端上下固定连接有n形板(52)和第二导轨(54),n形板(52)开设有n形槽(56),第二滑块(59)与第二导轨(54)限位滑动连接,第二滑块(59)前端开设有活动槽(511),活动槽(511)内限位滑动连接有l形板(58),l形板(58)后端顶部固定连接有连接杆(57),且连接杆(57)与横槽(55)和n形槽(56)贴合滑动连接,l形板(58)前端底部固定连接有手指气缸(510)。
8.根据权利要求7所述的包胶设备,其特征在于,上成型组件(8)包括定位杆(81)、气缸(82)、第三支撑架(83)、顶板(84)、液压缸(85)、直板(86)、上凹槽(87)、上插孔(88)、上模芯(89)、上模座(810)、横滑动槽(811)和梯形块(812),第三支撑架(83)位于支撑板(32)的左侧,第三支撑架(83)顶部固定连接有液压缸(85),液压缸(85)驱动端固定连接有顶板(84),顶板(84)底部固定连接有上模座(810),上模座(810)底部开设有上凹槽(87),上凹槽(87)内顶部固定连接有上模芯(89),上模芯(89)底部矩形阵列开设有与下插孔(48)配合使用的上插孔(88),上凹槽(87)左右侧壁均开设有横滑动槽(811),横滑动槽(811)内贴合滑动连接有梯形块(812),梯形块(812)与气缸(82)输出端固定连接,气缸(82)固定安装于直板(86)侧壁上,直板(86)固定安装于顶板(84)侧壁上,顶板(84)底部四角处均固定连接有与导向孔(47)配合使用的定位杆(81)。
技术总结
本发明公开了一种汽车连接器端子包胶加工工艺及包胶设备,属于连接器技术领域,包括以下步骤:步骤一:震动盘上料结构将PIN针输送至包胶设备处,包胶设备将PIN针转入移动式下成型组件;步骤二:移动式下成型组件内装填好PIN针后转动至上成型组件下方;步骤三:上成型组件向下移动至与移动式下成型组件贴合接触,贴合压力为99‑105bar,移动式下成型组件和移动式下成型组件温度控制在210‑232℃。本发明通过上述加工工艺成型的汽车连接器端子密封性好,且可以有效阻隔水分的渗入,保护PIN针及汽车连接器端子内部元器件。本发明PIN针上料、汽车连接器端子成型和汽车连接器端子下料同步,整体工作效率高。
技术研发人员:梁学荣,薛仰荣,梁学虎
受保护的技术使用者:常熟旭虹精密零组件有限公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!