新能源汽车电池液冷散热器及其加工方法与流程
本发明涉及新能源汽车电池液冷散热器,具体涉及新能源汽车电池液冷散热器及其加工方法。
背景技术:
1、新能源汽车电池液冷散热器是一种用于散热的装置,主要应用于电动汽车和混合动力汽车的电池系统中。它通过将冷却剂(通常是液体)循环流过电池组,从而有效地降低电池温度;
2、单纯的液冷散热,常存在如下问题:1、单纯的液冷散热,散热能力有效,热气无法及时带走;2、液冷散热存在着电解液泄漏的安全隐患;若电池模块处于自燃温度阈值,散热器内缺乏有效的应急处理结构,易导致火势蔓延。
技术实现思路
1、针对现有技术的不足,本发明提供了新能源汽车电池液冷散热器及其加工方法,解决了背景技术中提到的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:
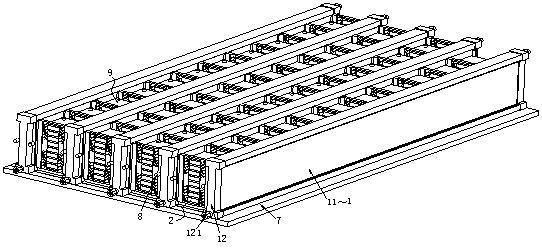
3、新能源汽车电池液冷散热器,包括底板,底板的表面垂直间隔设有多个液冷组件,液冷组件之间垂直装配有多个电池分隔组件,相邻电池分隔组件之间嵌入有电池模组;液冷组件包括主导水盒,主导水盒的侧截面呈工字形,主导水盒的内部空腔为导液腔,主导水盒的两端封装有液冷端盖,液冷端盖的外端安装有导液接头;
4、主导水盒的两侧凹槽处嵌入有侧封罩,侧封罩的两侧连接有导风接头,侧封罩的内壁垂直设有主隔条,主隔条的下方为送风腔、上方为回风腔,送风腔的侧壁开设有第一送风口,回风腔的侧壁开设有第一回风口;侧封罩的侧面垂直固设有多个导风连接管,导风连接管的内部下方为与第一送风口连通的第二送风口,导风连接管的内部上方为与第一回风口连通的第二回风口,每个电池分隔组件的两端均活动插装于导风连接管上;
5、电池分隔组件包括分隔座,分隔座内部为空腔结构,分隔座的内部中部设有水平的横隔板,分隔座的两端滑动嵌入有装配组件,装配组件与导风连接管活动插接,横隔板的上方为回风通道、下方为送风通道,送风通道与第二送风口连通,回风通道与第二回风口连通;送风通道的内部安装有送风封堵组件,回风通道的内部安装有回风封堵组件;
6、当电池模组温度正常时,送风封堵组件和回风封堵组件收缩,送风腔输出冷风至送风通道,以对电池模组进行降温处理,换热后的热风依次通过回风通道、回风腔输出;
7、当电池模组温度处于自燃阈值时,送风封堵组件伸展封堵送风通道,回风封堵组件伸展封堵回风通道,电池分隔组件处于封闭状态,以阻隔火势蔓延、加速氧气消耗。
8、进一步的,所述分隔座的外侧面中部开设有侧风槽,侧风槽的下方开设有与送风通道连通的送风孔,侧风槽的上方开设有与送风通道连通的回风孔;所述侧风槽的中部设有凸台,送风孔和回风孔均对称设于凸台的两侧,凸台的侧面与分隔座的侧面平齐,凸台的内部开设有竖向线性阵列分布的串联槽,串联槽水平布设,电池模组与凸台侧面、分隔座侧面贴合,沿侧风槽向上流动的空气通过串联槽窜流。
9、进一步的,所述装配组件包括装配管、内定位罩以及弹簧杆,导风连接管的内部设有分隔插管,分隔插管与主隔条相对布设,装配管滑动贯穿分隔座的端部开口,装配管配合插装于导风连接管的外壁,横隔板的外端活动插入于分隔插管内,装配管的顶面垂直设有操作板,装配管的内端连接有弹簧杆,弹簧杆固设于分隔座的内壁。
10、进一步的,所述横隔板包括中板体、第一板体、第二板体以及第三板体,中板体水平设于分隔座的内部中部,中板体的两端贴合设有第一板体,每个第一板体的外端均贴合设有一组第二板体,第二板体固设于分隔座内,每个第二板体的内部外端均水平滑动嵌入有一组第三板体;
11、第三板体包括宽度依次缩短的第一部、第二部以及第三部,第一部滑动嵌入于第二板体内,第二部固设于装配管内,第三部的外端与装配管的外端面平齐,第三部配合插装于分隔插管内。
12、进一步的,所述送风通道内安装有送风封堵组件,回风通道的内部安装有回风封堵组件,送风封堵组件和回风封堵组件镜像对称分布;
13、送风封堵组件包括第一电机、第一螺杆、扩张架、第一封堵板以及第二封堵板,第一电机的输出端设有第一螺杆,第一螺杆的外部螺纹套装有扩张架,扩张架的两端铰接有第一封堵板和第二封堵板,第一封堵板和第二封堵板贴合滑动安装于分隔座内,第一封堵板和第二封堵板用以从内侧封堵送风孔。
14、进一步的,所述送风通道的内部两侧对称安装有送风过滤组件,两组第一板体的顶面连接有清灰驱动组件;送风过滤组件用以对进入送风通道的空气进行过滤;第一板体具有分隔状态和清灰状态:
15、分隔状态下,第一板体与中板体和第二板体连为一体;
16、清灰状态下,清灰驱动组件驱动第一板体先外移下降再内移上提,第一板体在上提时刮除送风过滤组件上的灰尘;
17、第一板体上提复位至与中板体和第二板体连为一体时,回收通道处产生负压,以负压抽出第一板体上的灰尘。
18、进一步的,所述清灰驱动组件包括第二电机、第二螺杆、竖压柱以及背板,第二螺杆竖直螺纹贯穿中板体,第二螺杆的底端连接有第二电机,第二螺杆的顶端螺纹套装有横压杆,横压杆的两端开设有移动槽,背板固设于分隔座的内壁,背板的内壁设有行走导向框,第二板体的表面垂直设有竖压柱,竖压柱的顶端垂直设有抵触柱,抵触柱滑动贯穿移动槽且伸入于行走导向框内;横压杆下压抵触柱时,行走导向框驱动抵触柱按照清灰轨迹运动,以驱动第一板体上提清理送风过滤组件处的灰尘。
19、进一步的,所述送风过滤组件包括u型框,u型框的开口向下,u型框两侧对称设有第一转柱,第一转柱转动嵌入于分隔座内且转动连接处安装有扭簧,第一转柱的外端设有六角柱,旋动六角柱即可带动u型框复位转动至竖直状态以压缩扭簧;
20、u型框的内部卡合嵌入有网板,u型框的外侧底部设有下挡块、外侧顶部设有上挡块,上挡块垂直设于中板体的底面,分隔座的底面开设有容纳槽,容纳槽的内部弹性嵌入有下挡块,下挡块的底面设有操作把手;
21、装配状态的送风过滤组件,u型框竖直布设,上挡块和下挡块从外侧止挡u型框且扭簧处于压缩状态;
22、送风过滤组件在拆卸时:
23、下拉操作把手,使下挡块收入于容纳槽内,扭簧复位驱动u型框转动至水平状态,u型框的开口端朝向装配管;
24、检修人员伸手穿过装配管以操纵网板转动至竖直状态,再用力外拉网板即可从装配管处取出网板。
25、进一步的,所述网板的与u型框之间磁吸连接,网板的一侧底部开设有下配合槽、另一侧顶部开设有上配合槽;
26、网板的顶端中部设有t字形的第二转柱,u型框的顶面中部开设有顶槽,顶槽的内部对称设有弹性夹块,弹性夹块弹性夹持于第二转柱的两侧。
27、新能源汽车电池液冷散热器的加工方法,所述加工方法包括如下步骤:
28、s1、将主导水盒安装于底板上,在主导水盒的两端封装上液冷端盖;
29、s2、在主导水盒的两侧凹槽处焊接上侧封罩;
30、s3、在侧封罩的侧面与第一送风口和第一回风口相对位置处焊接导风连接管;
31、s4、通过操作板向内挤压装配管并挤压弹簧杆,使装配板收入分隔座内,第三板体收入第二板体内;
32、s5、将s4收起的分隔座置于两个导风连接管之间,松开操作板,弹簧杆驱动装配管外伸,装配管套装于导风连接管外壁,第三板体的第三部插入于分隔插管。
33、本发明提供了新能源汽车电池液冷散热器。与现有技术相比,具备以下有益效果:
34、设置电池分隔组件可起到如下效果:1.1、分隔座可从两侧约束定位电池模组,避免电池模组位移晃动,保证车辆行驶中,电池模组的稳定性;1.2、在电池模组插入两个分隔座之间时,可对电池模组进行约束导向;1.3、将分隔座的内部分为送风通道和回风通道,如此,吹入的空气可先从送风通道输出至电池模组侧面,然后空气再向上流动,通过回风通道输出,实现空气在两个分隔座之间循环流动,可充分有效的带走电池模组内的热量,有效的避免热量聚集;1.4、通过在送风通道和回风通道内均设置封堵组件,可在出现自燃阈值时,封堵组件封闭进风通道和回风通道,如此,故障电池的热量便不会传导至两侧,同时空气也不会再供给至故障电池处,不会再补充氧气,若电池自燃则氧气会在封闭的环境下迅速消耗,从而减弱火势,同时,自燃中产生的火星和冲击力也不会传导至两侧。
35、液冷组件的设计具有如下效果:设计中部导液两侧导风复合方式,如此,空气可直接传导至两侧的电池分隔组件,将热量带走,而中部导送的液体可降低气流温度,从而提高空气降温效果,避免中部导液组件和电池分隔组件温度过高;同时,设计导液腔在中部,而直接与电池模组接触的还是气流,这样安全系数更高,消除了冷却液泄漏的安全隐患。
- 还没有人留言评论。精彩留言会获得点赞!