一种光伏组件加工设备的制作方法
本技术涉及光伏生产领域,具体地说是一种光伏组件加工设备。
背景技术:
1、在完成对光伏组件的层压后,需要将从光伏组件四个边角溢出的层压胶料(如eva胶)清除,以方便后续的边框安装。此外,还需要在光伏组件的接线盒安装位处安装接线盒。
2、目前,边角胶料清除、接线盒安装分别在清胶设备及接线盒安装设备上完成,其存在如下缺点:其一,光伏组件需要在不同的设备之间流转,拉长了处理周期,降低了生产效率;其二,增加了设备成本。
技术实现思路
1、为了解决上述技术问题,本实用新型提供了一种光伏组件加工设备,其采用如下技术方案:
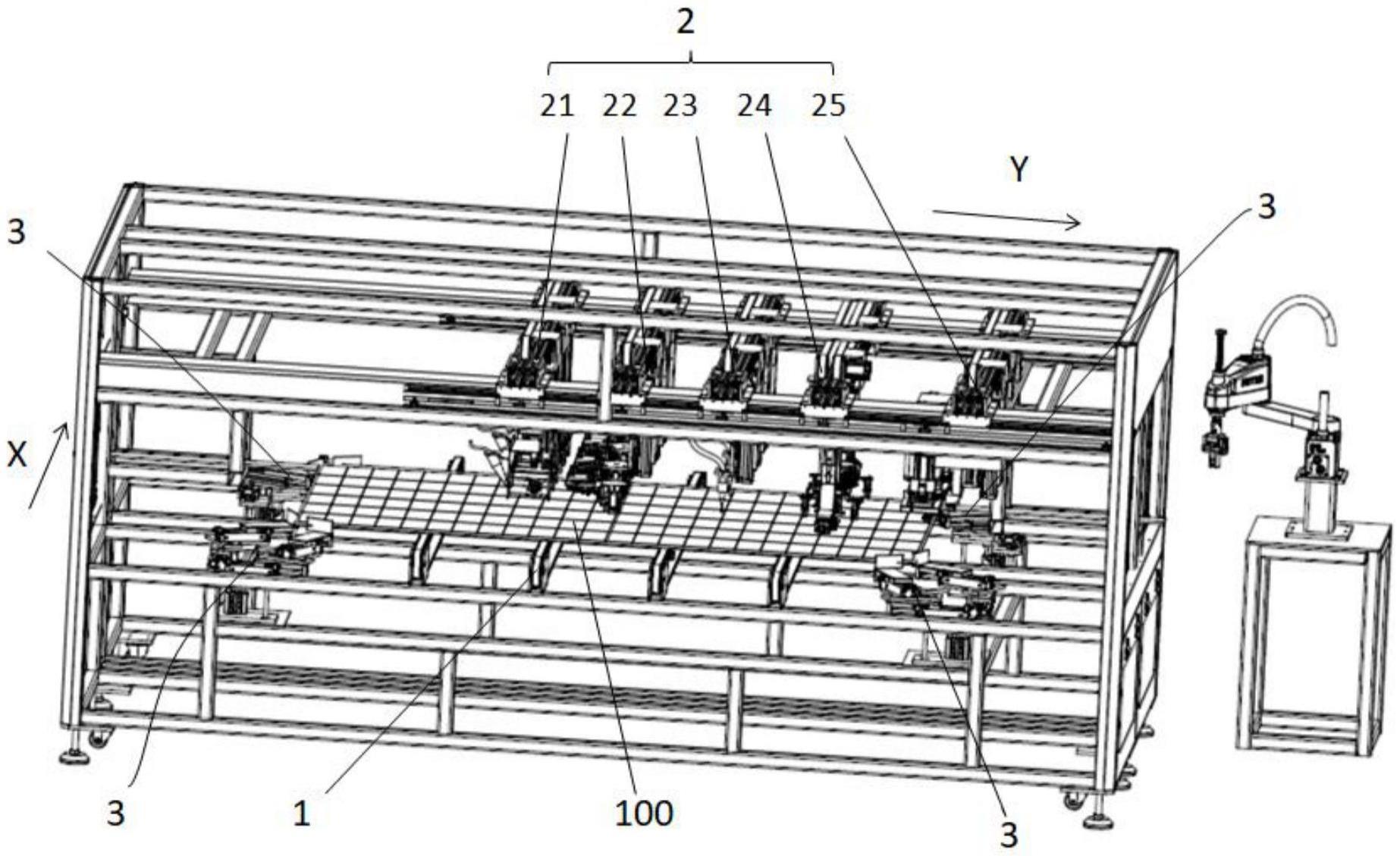
2、一种光伏组件加工设备,包括安装支架,以及安装在安装支架上的输送机构、接线盒安装机构及修角机构,其中:
3、输送机构被配置为沿第一水平方向输送光伏组件,以将光伏组件输送至处理工位处,光伏组件的上表面上有接线盒安装位;
4、接线盒安装机构位于处理工位的上方,接线盒安装机构用于将接线盒安装至位于处理工位处的光伏组件的接线盒安装位处;
5、修角机构位于处理工位的边侧,修角机构用于切除位于处理工位处的光伏组件的边角上的胶料。
6、本发明提供的光伏组件加工设备,其兼具胶料切除功能及接线盒安装功能,当输送机构将待处理的光伏组件输送至处理工位时,修角机构和接线盒安装机构能够同时完成对光伏组件的边角上的胶料切除及接线盒安装。本发明缩短了对光伏组件的处理周期,提升了产品生产效率,并降低了设备成本。
7、在一些实施例中,输送机构上设置有规正组件和夹紧组件,其中:规正组件用于从两侧实施对位于处理工位处的光伏组件的规正,使得光伏组件的侧边平行于第一水平方向;夹紧组件用于沿第二水平方向夹紧完成规正的光伏组件,第二水平方向垂直于第一水平方向。
8、通过设置规正组件,实现了对位于处理工位处的光伏组件的规正,从而保证光伏组件的侧边平行于第一水平方向,即输送机构的输送方向,便于后续接线盒的准确安装和胶料切除的顺利实施;通过设置夹紧组件,将完成规正的光伏组件夹紧固定在处理工位处,防止修角机构和接线盒安装机构执行边角上的胶料切除及接线盒安装时光伏组件的位置发生偏移。
9、在一些实施例中,接线盒安装机构包括沿第二水平方向并排安装在安装支架上的,且均能在第二水平方向上平移的引线定位部、引线整形部、点胶部、接线盒安装部及焊接部,其中,第二水平方向垂直于第一水平方向;引线定位部、引线整形部、点胶部、接线盒安装部及焊接部被配置为各自平移至接线盒安装位的上方,其中:引线定位部用于对接线盒安装位处的引线进行定位;引线整形部用于对接线盒安装位处的引线进行整形,以使引线呈竖立状态;点胶部用于对接线盒安装位进行点胶;接线盒安装部用于将接线盒安装至接线盒安装位处,以使接线盒胶粘至光伏组件上,引线穿入接线盒内;焊接部用于将穿入至接线盒内的引线焊接至接线盒的导电片上。
10、通过将接线盒安装机构设置成沿第二水平方向并排安装的,且能够独自平移至接线盒安装位的上方的引线定位部、引线整形部、点胶部、接线盒安装部及焊接部,使得接线盒安装机构能够连续地完成对接线盒安装位处的引线的定位、整形,对接线盒安装位的点胶,以及将接线盒胶粘、焊接至接线盒安装位处,提升了接线盒的安装效率。
11、在一些实施例中,光伏组件的上表面上有n个沿第一水平方向间隔设置的接线盒安装位,n为≥2的自然数;引线定位部包括n个沿第一水平方向间隔设置的与接线盒安装位一一对应的定位组件,定位组件用于对对应的接线盒安装位实施定位;或者,引线定位部包括一个定位组件,定位组件被配置为能够沿第一水平方向平移,以依次对各接线盒安装位实施定位;引线整形部包括n个沿第一水平方向间隔设置的与接线盒安装位一一对应的整形组件,整形组件用于对对应的接线盒安装位处的引线进行整形;或者,引线整形部包括一个整形组件,整形组件被配置为能够沿第一水平方向平移,以依次对各接线盒安装位处的引线进行整形;点胶部包括n个沿第一水平方向间隔设置的与接线盒安装位一一对应的点胶组件,点胶组件用于对对应的接线盒安装位进行点胶;或者,点胶部包括一个点胶组件,点胶组件被配置为能够沿第一水平方向平移,以依次对各接线盒安装位进行点胶;接线盒安装部包括n个沿第一水平方向间隔设置的与接线盒安装位一一对应的接线盒安装组件,接线盒安装组件用于将接线盒安装至对应的接线盒安装位处;或者,接线盒安装部包括一个接线盒安装组件,接线盒安装组件被配置为能够沿第一水平方向平移,以依次将接线盒安装至各接线盒安装位处;焊接部包括n个沿第一水平方向间隔设置的与接线盒安装位一一对应的焊接组件,焊接组件用于对对应的接线盒执行焊接;或者,焊接部包括一个焊接组件,焊接组件被配置为能够沿第一水平方向平移,以依次对各接线盒执行焊接。
12、通过将引线定位部设置成包括n个沿第一水平方向间隔设置的与接线盒安装位一一对应的定位组件,使得引线定位部能够同步完成对光伏组件上的n个接线盒安装位的定位,从而提升定位效率;而通过将引线定位部设置成包括一个能够沿第一水平方向平移的定位组件,则使得引线定位部能够依次连续地完成对光伏组件上的n个接线盒安装位的定位,从而降低设备成本。通过将引线整形部设置成包括n个沿第一水平方向间隔设置的与接线盒安装位一一对应的整形组件,使得引线整形部能够同步完成对光伏组件上的n个接线盒安装位处的引线的整形,从而提升整形效率;而通过将引线整形部设置成包括一个能够沿第一水平方向平移的整形组件,则使得引线整形部能够依次连续地完成对光伏组件上的n个接线盒安装位处的引线的整形,从而降低设备成本。通过将点胶部设置成包括n个沿第一水平方向间隔设置的与接线盒安装位一一对应的点胶组件,使得点胶部能够同步完成对光伏组件上的n个接线盒安装位的点胶,从而提升点胶效率;而通过将点胶部设置成包括一个能够沿第一水平方向平移的点胶组件,则使得点胶部能够依次连续地完成对光伏组件上的n个接线盒安装位的点胶,从而降低设备成本。通过将接线盒安装部设置成包括n个沿第一水平方向间隔设置的与接线盒安装位一一对应的接线盒安装组件,使得接线盒安装部能够将n个接线盒同步地安装至n个接线盒安装位处,从而提升安装效率;而通过将接线盒安装部设置成一个接线盒安装组件,则使得接线盒安装部能够依次连续地将接线盒安装至n个接线盒安装位处,从而降低设备成本。通过将焊接部设置成包括n个沿第一水平方向间隔设置的与接线盒安装位一一对应的焊接组件,使得焊接部能够同步地实施对n个接线盒安装位的接线盒的焊接,从而提升焊接效率;而通过将焊接部设置成包括一个焊接组件,则使得焊接部能够依次连续地实施对n个接线盒安装位的接线盒的焊接,从而降低设备成本。
13、在一些实施例中,修角机构包括升降驱动部、安装板及修角部,其中:安装板连接在升降驱动部的驱动端上,修角部安装在安装板上,升降驱动部通过安装板驱动修角部升降;光伏组件被输送至处理工位处时,升降驱动部用于将修角部驱动至处理高位,使得修角部贴紧在光伏组件的边角上,以切除边角上的胶料;修角部完成对边角上的胶料的切除后,升降驱动部还用于将修角部驱动至避让低位,以实现对光伏组件的输送避让。
14、通过升降驱动部驱动修角部在处理高位和避让低位之间升降切换,使得修角部能够在光伏组件被输送至处理工位处,贴紧在光伏组件的边角上以实施对边角上的胶料的切除,且能够在完成对光伏组件的处理后,实施对光伏组件的输送避让。
15、在一些实施例中,修角部包括第一平移驱动组件、第一修角组件、第二平移驱动组件及第二修角组件,其中:第一平移驱动组件设置在安装板上,第一修角组件连接在第一平移驱动组件的驱动端上,第一平移驱动组件用于驱动第一修角组件沿边角的第一侧壁移动,以切除边角的第一侧壁上的胶料;第二平移驱动组件设置在安装板上,第二修角组件连接在第二平移驱动组件的驱动端上,第二平移驱动组件用于驱动第二修角组件沿边角的第二侧壁移动,以切除边角的第二侧壁上的胶料。
16、通过对修角部进行设置,使得修角部能够同时实施对边角的两个侧壁上的胶料的同时切除。
17、在一些实施例中,第一修角组件包括连接板、伸缩驱动件及修角刀,其中:连接板连接在第一平移驱动组件的驱动端上,伸缩驱动件安装在连接板上,修角刀连接在伸缩驱动件的驱动端上;伸缩驱动件用于驱动修角刀朝向或远离边角的第一侧壁移动,使得修角刀抵接在边角的第一侧壁上或离开边角的第一侧壁。
18、提供了一种结构简单的修角组件,其通过伸缩驱动件驱动修角刀朝向边角的对应侧壁移动,以实施对对应侧壁上的胶料的切除。
19、在一些实施例中,连接板上设置有弧形连接孔,伸缩驱动件经弧形连接孔可转动地安装在连接板上。
20、实现了对修角刀的安装角度的调节,从而保证修角刀能够抵接在边角的对应侧壁上。
21、在一些实施例中,修角机构设置为四个,四个修角机构与光伏组件的四个边角一一对应设置,每个修角机构用于切除对应的边角上的胶料。
22、通过设置四个与光伏组件的四个边角一一对应的修角机构,使得本实用新型能够实施对光伏组件的四个边角上的胶料的同步切除,提升胶料切除效率。
- 还没有人留言评论。精彩留言会获得点赞!