一种电源模块焊接定位工装的制作方法
本技术涉及电源模块加工工装,更具体的说是涉及一种电源模块焊接定位工装。
背景技术:
1、电源模块一般是指外面有独立模盒的带插头电源板,利用自带锁紧器插装于机箱卡槽内。为保持电源模块的正确使用,要求电源模块上插头与机箱底板上插座能顺利对接,进而要求以机箱某一特征位置为基准,电源模块插头及机箱底板的插座的相对位置准确,以能确保电源模块的顺利安装及使用。
2、如图1和图2所示,机箱一般由机箱壳体2、机箱底板3以及安装螺钉5等组成,其中机箱壳体2设计有定位卡槽201;机箱底板3以配合尺寸通过螺钉5固定于机箱2之上,机箱插座302固定在机箱底板3上,且相对定位卡槽201保持不变。
3、如图3及图4所示,电源模块主要由模块安装板401、电源模块插头402、锁紧器403和电路板404组成。
4、目前,在组装电源模块时,是将电路板404通过螺钉锁死在模块安装板401上,且模块安装板401上贯通有条形孔,则将电源模块插头402插接在条形孔中,以能使电源模块插头402在条形孔中沿条形孔的长度方向移动位置,等找到电源模块插头402的合适位置后再通过螺钉将电源模块插头402连接在模块安装板401上,但不会将该螺栓拧紧,以方便可随时调节电源模块插头402的位置,然后再将模块安装板401和电路板404焊接在一起。
5、但是,由于电源模块插头402是位于条形孔中,且连接电源模块插头402和模块安装板401的螺栓是不拧紧的,则在焊接模块安装板401和电路板404的过程中,电源模块插头402容易产生晃动,导致电源模块插头402焊接在电路板404上的位置不确定,因此,无法保证电源模块中电源模块插头402的位置与机箱插座302的位置对应,导致在向机箱中插入电源模块的过程中,无法保证电源模块中的电源模块插头402顺利与机箱插座302对接,一旦电源模块插头402与机箱插座302的位置或角度有偏差,将导致电源模块安装入机箱不到位,甚至无法安装,严重时往往需要返工电源模块,影响机箱装配进度。
6、因此、如何提供一种使电源模块中电源模块插头相对电路板的位置确定,以能辅助电源模块插头准确插接至插座上的电源模块焊接定位工装是本领域技术人员亟需解决的技术问题。
技术实现思路
1、有鉴于此,本实用新型提供了一种电源模块焊接定位工装,旨在至少解决上述部分技术问题。
2、为了实现上述目的,本实用新型采用如下技术方案:
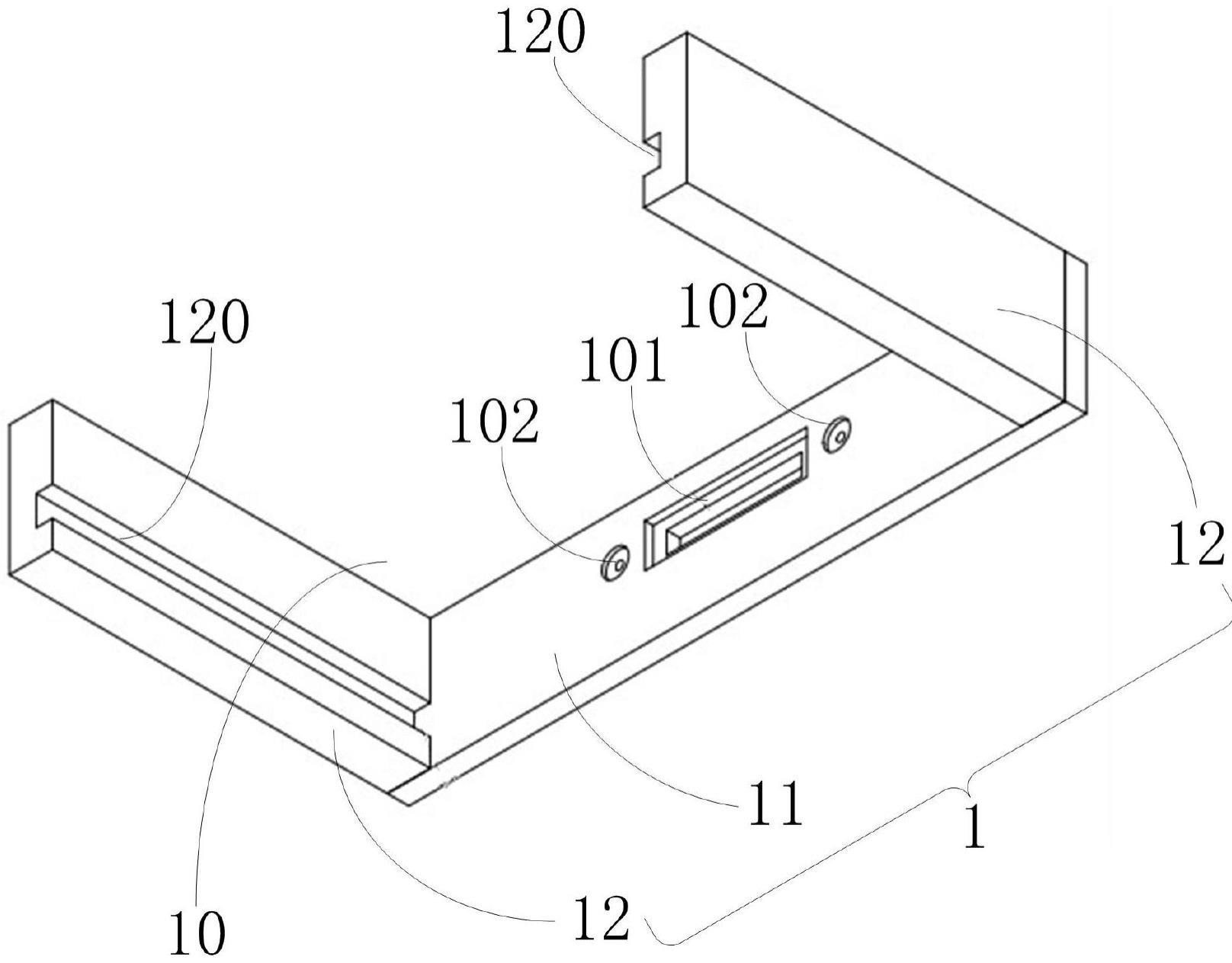
3、一种电源模块焊接定位工装,机箱的机箱底板上连接有插座,包括:“u”形定位框,且所述“u”形定位框的封闭端分别贯通有插头定位孔和多个安装孔,同时所述插头定位孔位于多个所述安装孔之间;
4、所述“u”形定位框的形状和尺寸与所述机箱的形状和尺寸一一对应相同,同时所述插头定位孔在所述“u”形定位框封闭端的位置与所述插座在所述机箱底板上的位置对应相同。
5、优选的,所述“u”形定位框包括:连接板和两个导向侧板,且所述连接板和两个所述导向侧板均为条状;
6、其中,两个所述导向侧板正对、间隔且平行布置,所述连接板连接在两个所述导向侧板之间,并分别与两个所述导向侧板垂直,且所述连接板与两个所述导向侧板连接为“u”形结构,以限定有“u”形定位空间,同时所述插头定位孔和多个所述安装孔均贯通在所述连接板上。
7、优选的,每个所述导向侧板靠近所述“u”形定位空间的一面均沿其长度方向开设有导向槽。
8、优选的,所述插头定位孔为阶梯矩形孔。
9、优选的,所述插头定位孔的长度沿所述连接板的长度方向延伸。
10、优选的,所述安装孔为两个,分居在所述插头定位孔的两端,且两个所述安装孔的连线沿所述插头定位孔的长度方向延伸。
11、经由上述的技术方案可知,与现有技术相比,本实用新型公开提供了一种电源模块焊接定位工装,可以实现如下技术效果:
12、本实用新型由于当将电源模块加工件插入至本实用新型电源模块焊接定位工装中后,可通过插头定位孔对电源模块插头进行定位,并可通过多个螺钉将电源模块插头紧固在“u”形定位框的封闭端,则在焊接电源模块插头和电路板的过程中,不易使电源模块插头的位置相对电路板产生偏移,则可使电源模块插头焊接在电路板上的位置确定,并且由于“u”形定位框的形状和尺寸与机箱的形状和尺寸一一对应相同,同时插头定位孔在“u”形定位框封闭端的位置与插座在机箱底板上的位置对应相同,则通过插头定位孔定位的电源模块插头可与插座的位置匹配,从而通过本申请辅助焊接而成的电源模块转而向机箱插接的过程中,则可使电源模块插头准确与插座对接。
技术特征:
1.一种电源模块焊接定位工装,机箱的机箱底板(3)上连接有插座(5),其特征在于,包括:“u”形定位框(1),且所述“u”形定位框(1)的封闭端分别贯通有插头定位孔(101)和多个安装孔(102),同时所述插头定位孔(101)位于多个所述安装孔(102)之间;
2.根据权利要求1所述的一种电源模块焊接定位工装,其特征在于,所述“u”形定位框(1)包括:连接板(11)和两个导向侧板(12),且所述连接板(11)和两个所述导向侧板(12)均为条状;
3.根据权利要求2所述的一种电源模块焊接定位工装,其特征在于,每个所述导向侧板(12)靠近所述“u”形定位空间(10)的一面均沿其长度方向开设有导向槽(120)。
4.根据权利要求2所述的一种电源模块焊接定位工装,其特征在于,所述插头定位孔(101)为阶梯矩形孔。
5.根据权利要求4所述的一种电源模块焊接定位工装,其特征在于,所述插头定位孔(101)的长度沿所述连接板(11)的长度方向延伸。
6.根据权利要求5所述的一种电源模块焊接定位工装,其特征在于,所述安装孔(102)为两个,分居在所述插头定位孔(101)的两端,且两个所述安装孔(102)的连线沿所述插头定位孔(101)的长度方向延伸。
技术总结
本技术公开了一种电源模块焊接定位工装,机箱的机箱底板上连接有插座,包括:“U”形定位框,且“U”形定位框的封闭端分别贯通有插头定位孔和多个安装孔,同时插头定位孔位于多个安装孔之间;“U”形定位框的形状和尺寸与机箱的形状和尺寸一一对应相同,同时插头定位孔在“U”形定位框封闭端的位置与插座在机箱底板上的位置对应相同。本技术公开了一种电源模块焊接定位工装,使电源模块中电源模块插头相对电路板的位置确定,以能辅助电源模块插头准确插接至插座上。
技术研发人员:方毅敏,董可杰,李雪璞,黄珊,胡丽丹,丁玮玮
受保护的技术使用者:中国船舶重工集团公司第七0七研究所九江分部
技术研发日:20230314
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!