一种锂离子电池生产卷绕机用防抽芯装置及隔膜卷绕机的制作方法
本技术属于隔膜卷绕设备,具体涉及一种锂离子电池生产卷绕机用防抽芯装置及隔膜卷绕机。
背景技术:
1、目前主流卷绕机使用圆形卷针,在卷针对称位置做下料夹持避空位,隔膜裁断时预留裁断位长度可调节,要求隔膜裁断长度卷绕时可以覆盖下料夹持避空位,电芯下料时夹爪夹住裁断位处隔膜。
2、但是,现有的卷绕机在生产7um以下隔膜卷绕时有抽芯不良卷芯产生,卷针周长方向还是会出现隔膜向卷芯中间移动,卷绕机使用下料夹持功能无法避免较薄隔膜电芯下料时电池内圈隔膜抽芯问题产生。
3、因此,亟需开发一种新的锂离子电池生产卷绕机用防抽芯装置及隔膜卷绕机,以解决上述问题。
技术实现思路
1、本实用新型的目的是提供一种锂离子电池生产卷绕机用防抽芯装置及隔膜卷绕机。
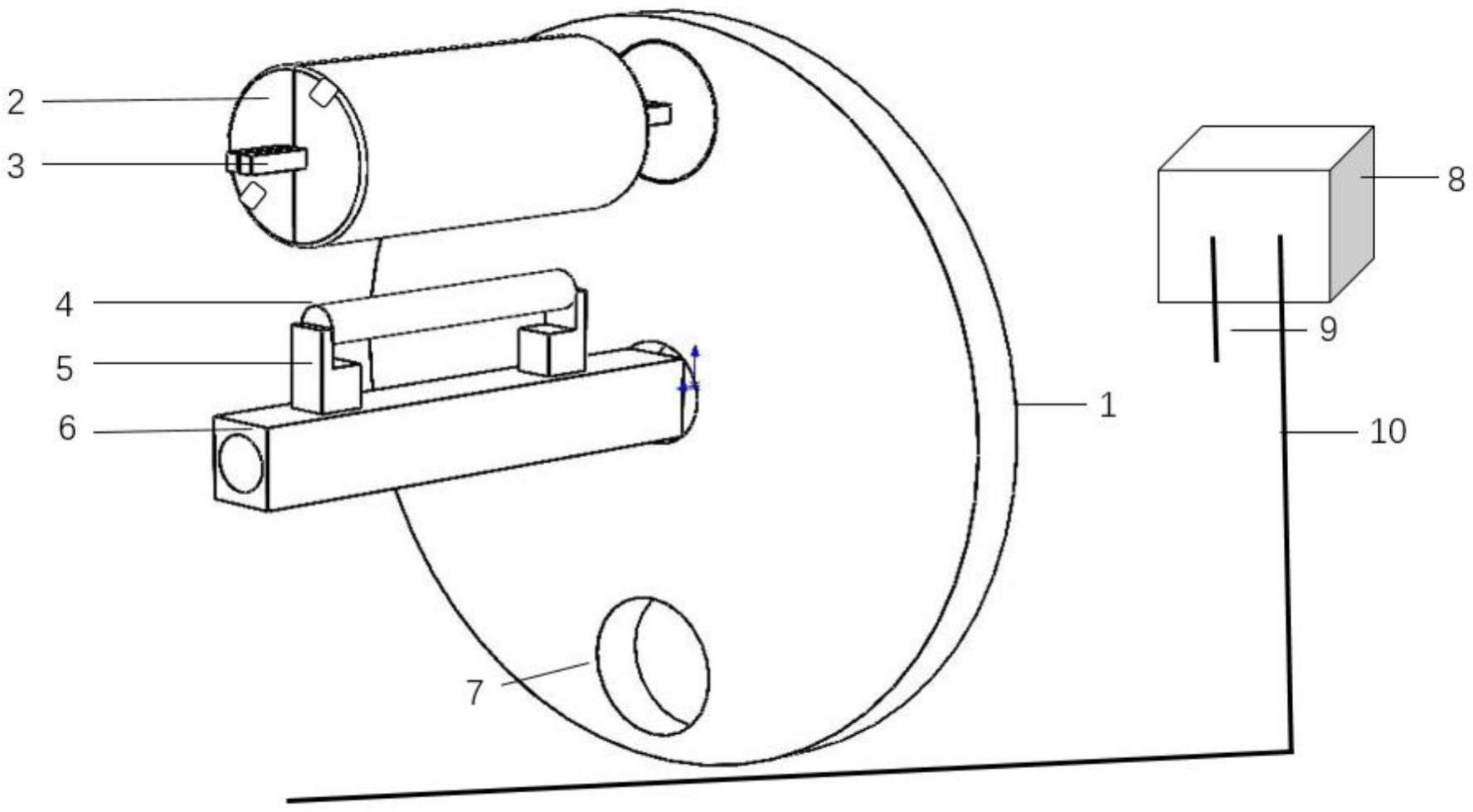
2、为了解决上述技术问题,本实用新型提供了一种锂离子电池生产卷绕机用防抽芯装置,其包括:卷绕机构、辅助热压辊、动力机构和热油机构;其中所述动力机构安装在卷绕机构上,所述动力机构的活动部连接辅助热压辊,所述热油机构与辅助热压辊相连;所述热油机构适于向辅助热压辊提供可调节热源,所述卷绕机构上适于套卷隔膜,且所述动力机构适于驱动辅助热压辊朝向卷绕机构上隔膜移动,直至所述辅助热压辊贴于隔膜进行热压。
3、进一步,所述卷绕机构包括:卷塔大板和至少一个卷绕组件;各所述卷绕组件分别安装在卷塔大板上,以用于卷绕隔膜。
4、进一步,所述卷绕组件包括:卷针外针和卷针内针;所述卷针内针穿过卷针外针活动安装在卷塔大板上,以带动所述卷针外针卷绕隔膜;所述卷针外针上开设有插入避空位,以用于下料夹持隔膜。
5、进一步,所述动力机构包括:动力组件和中间轴;所述动力组件通过中间轴活动安装在卷塔大板的中心位置处,所述动力组件的活动部连接辅助热压辊;所述中间轴适于调整动力组件及辅助热压辊的方向,以使所述辅助热压辊对准相应卷绕组件,且所述动力组件适于驱动辅助热压辊靠近或远离隔膜。
6、进一步,所述动力组件包括:两l形固定块和两伸缩气缸;两所述伸缩气缸分别通过相应l形固定块安装在中间轴上,所述辅助热压辊的两端分别转动连接在相应伸缩气缸的活动部;所述辅助热压辊适于通过两伸缩气缸进行移动。
7、进一步,所述中间轴通过转动电机安装在卷塔大板的中心位置处。
8、进一步,所述热油机构包括:热油机、热油输出管道和热油输入管道;所述辅助热压辊内开设有热油通道,所述热油机通过热油输出管道、热油输入管道连接热油通道;所述热油机通过热油输出管道、热油输入管道与热油通道进行油液循环,以加热所述辅助热压辊。
9、进一步,两所述伸缩气缸分别安装相应精密调压阀。
10、进一步,所述热油机提供可调节热源。
11、另一方面,本实用新型提供一种隔膜卷绕机,其适于采用如上述的锂离子电池生产卷绕机用防抽芯装置卷绕隔膜。
12、本实用新型的有益效果是,本实用新型通过设置辅助热压辊、动力机构和热油机构配合卷绕机构,能够在隔膜首圈卷绕时通过辅助热压辊辅助热压首圈隔膜,在高温和压力作用下隔膜与隔膜粘接一起封闭,使首圈隔膜形成完整封闭圆,在多层隔膜热压后增加首圈隔膜厚度与强度,下料夹持功能夹持隔膜取出卷芯时避免电芯内圈隔膜抽芯,降低7um以下隔膜卷绕生产时隔膜抽芯不良,提高生产优率。
13、本实用新型的其他特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。
14、为使本实用新型的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
技术特征:
1.一种锂离子电池生产卷绕机用防抽芯装置,其特征在于,包括:
2.如权利要求1所述的锂离子电池生产卷绕机用防抽芯装置,其特征在于,
3.如权利要求2所述的锂离子电池生产卷绕机用防抽芯装置,其特征在于,
4.如权利要求2所述的锂离子电池生产卷绕机用防抽芯装置,其特征在于,
5.如权利要求4所述的锂离子电池生产卷绕机用防抽芯装置,其特征在于,
6.如权利要求4所述的锂离子电池生产卷绕机用防抽芯装置,其特征在于,
7.如权利要求1所述的锂离子电池生产卷绕机用防抽芯装置,其特征在于,
8.如权利要求5所述的锂离子电池生产卷绕机用防抽芯装置,其特征在于,
9.如权利要求7所述的锂离子电池生产卷绕机用防抽芯装置,其特征在于,
10.一种隔膜卷绕机,其特征在于,适于采用如权利要求1-9任一项所述的锂离子电池生产卷绕机用防抽芯装置卷绕隔膜。
技术总结
本技术属于隔膜卷绕设备技术领域,具体涉及一种锂离子电池生产卷绕机用防抽芯装置及隔膜卷绕机,本锂离子电池生产卷绕机用防抽芯装置包括:卷绕机构、辅助热压辊、动力机构和热油机构;其中动力机构安装在卷绕机构上,动力机构的活动部连接辅助热压辊,热油机构与辅助热压辊相连;热油机构适于向辅助热压辊提供可调节热源,卷绕机构上适于套卷隔膜,且动力机构适于驱动辅助热压辊朝向卷绕机构上隔膜移动,直至辅助热压辊贴于隔膜进行热压;本技术通过设置辅助热压辊、动力机构和热油机构配合卷绕机构,能够在隔膜首圈卷绕时通过辅助热压辊辅助热压首圈隔膜,降低7um以下隔膜卷绕生产时隔膜抽芯不良,提高生产优率。
技术研发人员:裴文华,胡高建,赵书田
受保护的技术使用者:江苏天合储能有限公司
技术研发日:20230414
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!