高使用寿命换向器的制作方法
本技术涉及换向器,具体涉及一种高使用寿命换向器。
背景技术:
1、现有技术的换向器,有采用插云母片工艺结构和全塑工艺结构的。全塑工艺结构的换向器,包括塑料基体和在塑料基体的外圆作圆周排布的换向铜片,换向铜片的顶部具有大于换向器外圆直径的焊线台阶,相邻换向铜片之间离开绝缘距离a,一般为0.6mm左右;换向铜片与塑料基体(电木粉材质)在成型模具内一体压注成型后,在换向器外圆的相邻换向铜片之间铣出绝缘槽,绝缘槽的宽度一般在0.9-1.0mm左右、深度1.5mm。上述的全塑工艺结构的换向器,存在以下不足:绝缘槽只能用铣刀进行加工出,铣刀具有一定的圆盘外径,并且换向铜片的上部具有焊线台阶,所以绝缘槽不能在整个高度的相邻换向铜片之间铣出,绝缘槽的顶端只能到达焊线台阶与换向器外圆拐角处下方一定距离的位置,绝缘槽顶端以上部位的相邻换向铜片之间只能充满塑料基体;这样一来,换向器下部的相邻换向铜片之间不仅距离较远,而且两者之间是空气绝缘,而换向器上部的相邻换向铜片之间不仅距离较近,而且两者之间是电木粉绝缘,所以换向器上部的防电流击穿能力明显弱于换向器下部,于是换向器工作时绝缘槽以上部位的相邻换向铜片之间的电木粉材料就更加容易发生碳化现象,碳化后就易脱落,影响换向器动平衡性能和使用寿命,严重时碳化产生的裂纹会延伸至塑料基体内部,导致换向器在高速工作时突然爆裂,影响安全。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的是提供一种结构优化,抗碳化能力强,提高使用寿命和安全性的换向器。
2、本实用新型是通过以下技术方案来实施的:
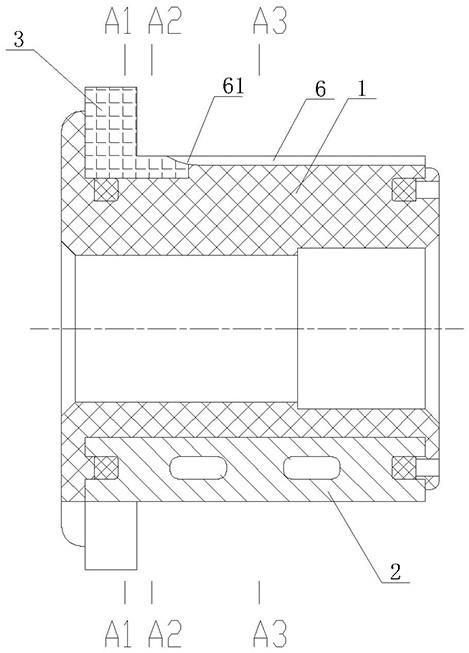
3、高使用寿命换向器,包括塑料基体和在塑料基体的外圆作圆周排布的换向铜片,换向铜片的顶部具有大于换向器外圆直径的焊线台阶,相邻换向铜片之间离开绝缘距离a,其特征在于:换向器的下部为全塑工艺结构,相邻换向铜片之间铣出绝缘槽,绝缘槽的宽度b大于所述绝缘距离a,换向器的上部为插云母片工艺结构,云母片的厚度等于所述绝缘距离a,云母片的下端位置低于绝缘槽的顶端位置;焊线台阶的两侧面中间设置竖向方向的缺口槽,所述塑料基体覆盖住焊线台阶的顶部端面并填充进入到缺口槽内对云母片从两侧进行锚住。
4、上述技术方案的换向器,其下部采用的是全塑工艺结构,上部采用的是插云母片工艺结构,从而形成全新的半塑半云母组合结构,使原先全塑换向器的绝缘槽顶端以上部位的相邻换向铜片之间不再是填充电木粉,而是插入云母片进行片间绝缘,由于云母片的防电流击穿能力远高于电木粉材料,所以也就相应提高了全塑换向器上部的抗电流击穿能力,进而避免了换向器工作时其上部相邻换向铜片之间的电木粉材料容易发生碳化的现象,这样一来,本实用新型就实现了抗碳化能力强,提高使用寿命和安全性的意想不到的技术效果。还有,焊线台阶的两侧面中间设置缺口槽,缺口槽内填充的塑料基体能够对云母片从两侧进行锚住,可靠保证云母片工作时不会脱离换向器。
5、作为优选,云母片的下端位置靠近绝缘槽上部弧形过渡的起始位置。
技术特征:
1.高使用寿命换向器,包括塑料基体和在塑料基体的外圆作圆周排布的换向铜片,换向铜片的顶部具有大于换向器外圆直径的焊线台阶,相邻换向铜片之间离开绝缘距离a,其特征在于:换向器的下部为全塑工艺结构,相邻换向铜片之间铣出绝缘槽,绝缘槽的宽度b大于所述绝缘距离a,换向器的上部为插云母片工艺结构,云母片的厚度等于所述绝缘距离a,云母片的下端位置低于绝缘槽的顶端位置;焊线台阶的两侧面中间设置竖向方向的缺口槽,所述塑料基体覆盖住焊线台阶的顶部端面并填充进入到缺口槽内对云母片从两侧进行锚住。
2.如权利要求1所述的高使用寿命换向器,其特征在于:云母片的下端位置靠近绝缘槽上部弧形过渡的起始位置。
技术总结
本技术公开了一种高使用寿命换向器,包括塑料基体和在塑料基体的外圆作圆周排布的换向铜片,换向铜片的顶部具有大于换向器外圆直径的焊线台阶,相邻换向铜片之间离开绝缘距离A,其特征在于:换向器的下部为全塑工艺结构,相邻换向铜片之间铣出绝缘槽,绝缘槽的宽度B大于所述绝缘距离A,换向器的上部为插云母片工艺结构,云母片的厚度等于所述绝缘距离A,云母片的下端位置低于绝缘槽的顶端位置;焊线台阶的两侧面中间设置竖向方向的缺口槽,所述塑料基体覆盖住焊线台阶的顶部端面并填充进入到缺口槽内对云母片从两侧进行锚住。本技术结构优化,抗碳化能力强,提高使用寿命和安全性。
技术研发人员:胡平辉,胡小英,杨建旺,文伟
受保护的技术使用者:瑞安博宇科技股份有限公司
技术研发日:20230419
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!