一种电池贴V型胶装置的制作方法
本技术涉及电芯贴胶设备,特别是涉及一种电池贴v型胶装置。
背景技术:
1、传统的电芯制造工艺,在电芯在焊接完后需要对极耳进行贴胶,使极耳绝缘保护起来,而传统的贴胶方式,在贴胶后的极耳和电芯的连接处通过插舌压出一个v型的槽,使极耳的连接处得到延展,贴胶后不易撕裂。
2、但是由于极耳焊接后极耳变得更加脆弱,在贴v型胶时插舌向下插v型槽动作,也存在贴胶过程中压紧贴胶的时候容易发生撕裂的风险,需要插舌配合压胶组件进行操作,且降低动作的速度,使贴胶的动作更加平缓,因此,常规的贴胶方式集成动作复杂,动作时间长,存在生产效率低的缺陷。
技术实现思路
1、基于此,本实用新型的目的在于,提供一种电池贴v型胶装置,在焊接之前通过贴胶机构在极耳连接处先行贴v型胶,避免极耳撕裂,然后极耳焊接完成后无需压胶组件配合插舌进行贴v型胶,减少贴胶的步骤,且动作时间短,其具有生产效率高的优点。
2、本实用新型是通过如下方案实现的:
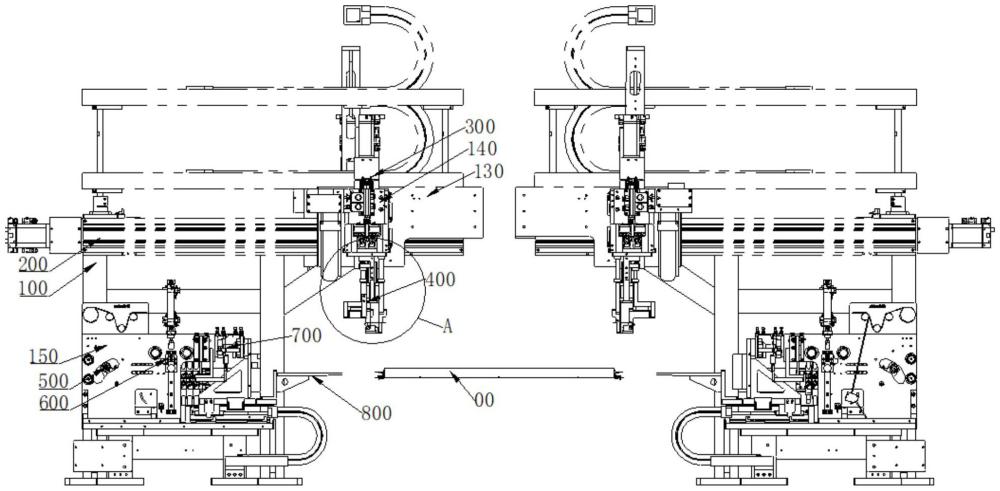
3、一种电池贴v型胶装置,支撑架,所述支撑架包括横梁和立柱,所述立柱支撑所述横梁,所述横梁的一端延伸到电芯传输线上方;
4、x轴驱动组件,包括第一导轨和x轴驱动单元,所述第一导轨沿x轴设置于所述横梁的侧面,所述x轴驱动单元用于驱动可滑动设置于所述第一导轨上的第一安装板;
5、z轴驱动组件,包括第二导轨和z轴驱动单元,所述第二导轨沿z轴设置于所述第一安装板上,所述z轴驱动单元用于驱动可滑动设置于所述第二导轨上的第二安装板;
6、贴胶机构,设置于所述第二安装板上,用于对电芯的极耳进行贴胶;所述贴胶机构包括插舌组件和吸盘组件,所述插舌组件和所述吸盘组件配合实现贴v型胶。
7、进一步地,所述吸盘组件包括第一吸盘、第二吸盘、第一吸盘驱动单元和第二吸盘驱动单元,所述第一吸盘驱动单元和所述第二吸盘驱动单元与所述第二安装板连接,且驱动方向沿z轴设置,所述第一吸盘驱动单元的输出端与所述第一吸盘连接,所述第二吸盘驱动单元的输出端与所述第二吸盘连接,所述第一吸盘和所述第二吸盘的吸气孔朝下。
8、进一步地,所述插舌组件包括插舌和连接板,所述插舌沿z轴方向设置于所述第一吸盘和所述第二吸盘之间,所述插舌通过连接板与所述第二安装板固定连接。
9、进一步地,所述第一吸盘、所述插舌、所述第二吸盘由极耳向电芯主体方向依次设置。
10、进一步地,在电芯传输线一侧的所述横梁下方设有第三安装板,所述第三安装板上设有胶带放卷组件、辊轮组件和拉胶组件;
11、所述胶带放卷组件包括载盘安装轴,所述载盘安装轴上安装有胶带载盘,所述胶带载盘上的胶带引出后通过所述辊轮组件传输到所述拉胶组件。
12、进一步地,所述辊轮组件包括第一过渡辊轮、第二过渡辊轮、张紧轮、第三导轨、张紧轮驱动单元,所述第一过渡辊轮和所述第二过渡辊轮设置于同一水平线,所述第三导轨沿所述第一过渡辊轮和所述第二过渡辊轮的中垂线设置,所述张紧轮可滑动设置于所述第三导轨上,所述张紧轮驱动单元驱动所述张紧轮于所述第三导轨上移动。
13、进一步地,所述拉胶组件包括第一夹胶块、第二夹胶块、第一滑槽、第一夹胶驱动单元和第二夹胶驱动单元,所述第一滑槽沿z轴方向设置于所述第三安装板上,所述第一夹胶块通过第一夹胶驱动单元安装于所述第一滑槽,所述第二夹胶块通过第二夹胶驱动单元安装于所述第一滑槽。
14、进一步地,所述拉胶组件还包括切刀、第二滑槽和切刀驱动单元,所述第二滑槽沿z轴方向设置于所述第一滑槽靠近所述电芯的一侧,所述切刀通过所述切刀驱动单元安装于所述第二滑槽。
15、进一步地,所述第三安装板靠近电芯传输线一侧还设有垫块组件,所述垫块组件包括垫块、第四导轨和垫块驱动单元,所述第四导轨沿x轴设置于所述第三安装板上,所述垫块可滑动设置于所述第四导轨上,所述垫块驱动单元驱动所述垫块移动。
16、进一步地,所述贴v型胶装置包括两个,分别设置于电芯传输线的两侧。
17、本实用新型所述的一种电池贴v型胶装置,具有以下有益效果:
18、1、在焊接之前通过贴胶机构在极耳连接处先行贴v型胶,然后进行焊接,可减少极耳在焊接时发生撕裂的概率;在极耳焊接完成后,由于有焊接前第一贴胶的保护,直接使用插舌进行快速贴v型胶,节省了压胶组件配合进行细微操作,简化了贴胶的步骤,且动作时间短,其具有生产效率高的优点。
19、2、通过第一吸盘驱动单元和z轴驱动单元的配合,在第一吸盘将胶带贴在电芯主体上后,插舌向下运动插入极耳连接处,在极耳连接处形成一个v型的槽,然后第二吸盘再将剩余部分的贴胶贴在极耳上,通过焊接前第一次的贴使胶极耳连接处更具延展性,在第二次贴胶时插舌可快速插入,无需压胶组件的配合,且降低极耳撕裂的概率。
20、为了更好地理解和实施,下面结合附图详细说明本实用新型。
技术特征:
1.一种电池贴v型胶装置,其特征在于,包括:
2.根据权利要求1所述的电池贴v型胶装置,其特征在于:
3.根据权利要求2所述的电池贴v型胶装置,其特征在于:
4.根据权利要求3所述的电池贴v型胶装置,其特征在于:
5.根据权利要求1-4任一所述的电池贴v型胶装置,其特征在于:
6.根据权利要求5所述的电池贴v型胶装置,其特征在于:
7.根据权利要求6所述的电池贴v型胶装置,其特征在于:
8.根据权利要求7所述的电池贴v型胶装置,其特征在于:
9.根据权利要求8所述的电池贴v型胶装置,其特征在于:
10.根据权利要求1-4任一所述的电池贴v型胶装置,其特征在于:
技术总结
本技术涉及一种电池贴V型胶装置。本技术所述的一种电池贴V型胶装置包括:支撑架、X轴驱动组件、Z轴驱动组件和贴胶机构,支撑架包括横梁和立柱,立柱支撑横梁;X轴驱动组件驱动第一安装板在横梁上沿X轴移动,第一安装板上的Z轴驱动组件驱动第二安装板沿Z轴移动;贴胶机构设置于第二安装板上,用于对电芯的极耳进行贴胶;贴胶机构包括插舌组件和吸盘组件,插舌组件和吸盘组件配合实现贴V型胶。本技术所述的一种电池贴V型胶装置具有生产效率高的优点。
技术研发人员:陈贤政,刘波,刘勇
受保护的技术使用者:海目星激光科技集团股份有限公司
技术研发日:20230417
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!