一种激光模组自动装配设备的制作方法
本技术涉及激光器件的,特别是指一种激光模组自动装配设备。
背景技术:
1、激光模组是一种利用激光技术制造的电子元件,它的工作原理是将电能转化为激光能,通过激光的特性来实现各种功能,激光凭借其发散度极小,亮度极高,能量密度极大的特点在多个领域都有广泛应用,激光模组中的激光二极管作为发射激光的元器件,通常需要安装在一定形状的外壳内,以适应不同的应用场景和应用需求。在对精度要求较高的设备中,在安装半导体激光单元时需要调整焦距,以达到使用要求,因此在外壳内还会安装透镜,通过改变激光二极管或透镜在外壳中的位置调整焦距。在现有的激光模组中,激光二极管、透镜和外壳的通常利用粘胶固定,当激光二极管调整到合适位置,达到应用要求时,在半导体激光单元和外壳之间填充粘胶,完成激光二极管和外壳的固定。
2、激光模组的装配包括在铜管的透镜安装位置点胶,将透镜装入铜管内,用uv灯固化获得半成品,将二极管装配到铜管上,调整焦距,将装配有二极管管的铜管与外壳装配在一起,在尾部点上uv胶,待uv胶固化后,完成激光模组的装配,传统的激光模组装配方式采用人工手动装配,包括手动点胶、手动装配透镜与铜管,手动装配二极管等,导致激光模组的装配效率低下,随着人力成本的不断上升以及熟练工人的锐减,传统依靠人工装配激光模组的方式显然已经无法顺应时代需求,影响企业发展。
3、有鉴于此,本设计人针对现有激光模组装配方式未臻完善所导致的诸多缺失及不便而深入构思,且积极研究改良试做而开发出本实用新型。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供可提高装配效率,降低人工成本的激光模组自动装配设备。
2、为了解决上述目的,本实用新型的解决方案是:
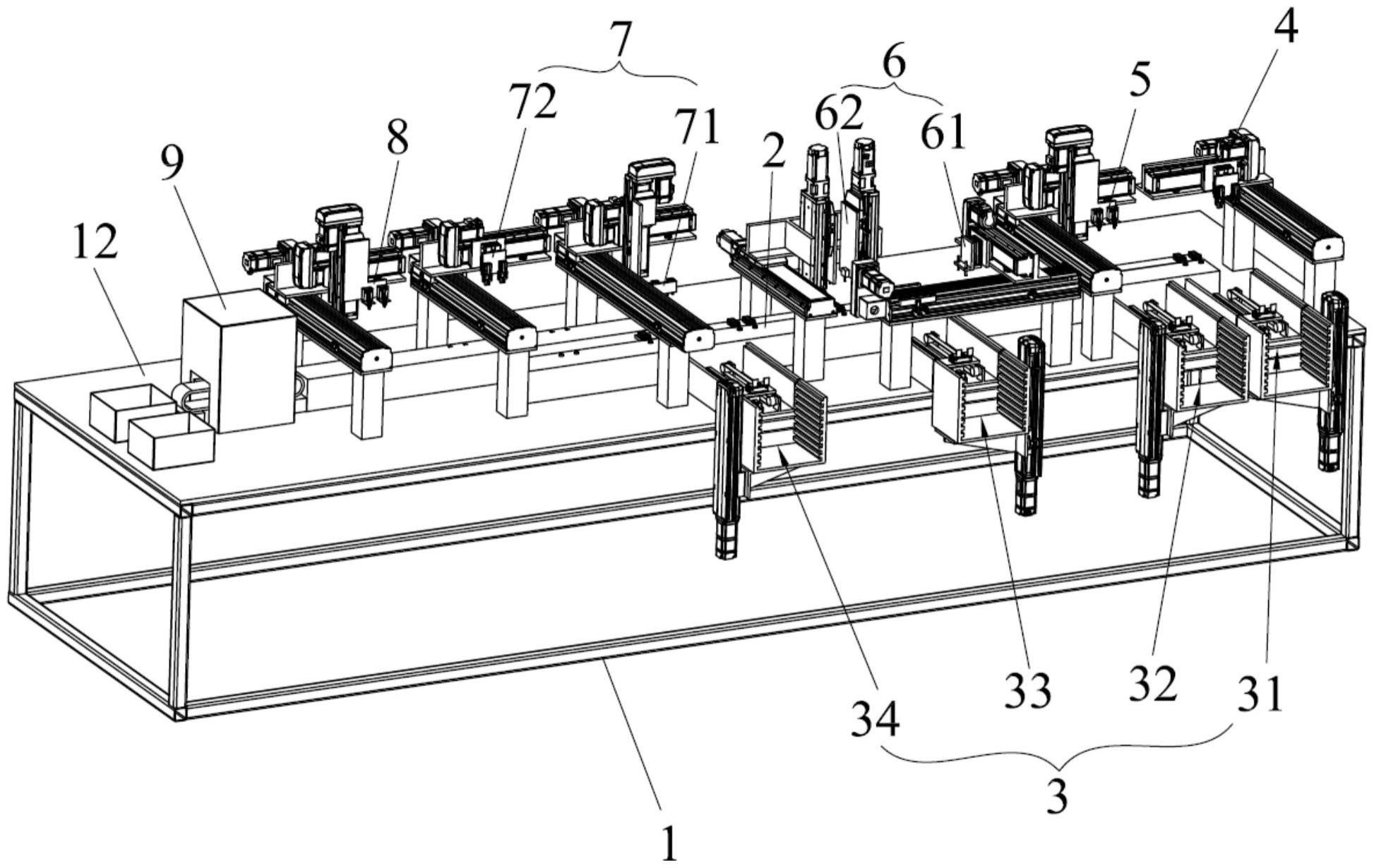
3、一种激光模组自动装配设备,其包括机箱、输送链、上料组件、铜管机械手、透镜机械手、二极管装配机械手、壳体组装机械手、成品点胶机械手、移载机械手及uv灯组件;所述输送链设置在机箱内,铜管机械手、透镜机械手、二极管装配机械手、壳体机械手、成品点胶机械手、移载机械手及uv灯组件设置在输送链的上方,且沿输送链的前进方向依序设置;上料组件包括铜管上料组件、透镜上料组件、二极管上料组件及壳体上料组件,铜管机械手具有第一移动模组及连接第一移动模组的铜管抓取组件,铜管上料组件设置在铜管机械手的一侧,且位于第一移动模组的移动行程范围内;所述透镜机械手具有第二移动模组及连接第二移动模组的透镜吸取组件及铜管点胶组件,所述透镜上料组件设置在透镜机械手的一侧,且位于第二移动模组的移动行程范围内;二极管机械手包括二极管取料机构及二极管调焦机构,二极管取料机构包括第三移动模组及连接第三移动模组的二极管取料组件及通电组件,所述二极管上料组件设置在二极管取料机构的一侧,且位于第三移动模组的移动行程范围内,所述二极管调焦机构包括第四移动模组及连接第四移动模组的二极管调焦组件,二极管调焦组件连接光斑分析仪;所述壳体机械手包括壳体取料机构及壳体装配机构,壳体取料机构包括第五移动模组及连接第五移动模组的壳体夹取组件,所述壳体上料组件设置在壳体取料机构的一侧,且位于第一移动模组的移动行程范围内,所述壳体装配机构包括第六移动模组及连接第六移动模组的装配组件;成品点胶机械手包括第七移动模组及连接第七移动模组的成品点胶机构。
4、进一步,所述输送链包括一传送板,传送板上等间距间隔设置有多个工位,所述铜管机械手、透镜机械手、二极管装配机械手、壳体组装机械手、成品点胶机械手、移载机械手对应呈等间距间隔设置,且与传送板上的工位相对应,所述传送板上的每一工位上均设置有夹取工装,传送板的底部设有用以控制传送板动作的传送机构。
5、进一步,所述传送链采用步进式的传送结构,所述输送链的传送机构包括传动气缸及升降气缸,所述传送板连接升降气缸,升降气缸连接传动气缸,所述夹取工装包括气缸及设置在气缸上的两夹爪,所述机箱于传动链的一侧设有对应传送板各夹取工装的多个定位工装,夹取工装的两夹爪凸伸至传送板外与机箱的定位工装相对应。
6、进一步,所述机箱具有用以安装输送链、上料组件、铜管机械手、透镜机械手、二极管装配机械手、壳体组装机械手、成品点胶机械手、移载机械手及uv灯组件的工作台面,所述定位工装设置在工作台面上且位于传送链的一侧。
7、进一步,所述第一移动模组设置在第一固定支架上,第二移动模组设置在第二固定支架上,第三移动模组设置在第三固定支架上,第四移动模组设置在第四固定支架上,第五移动模组设置在第五固定支架上,第六移动模组设置在第六固定支架上,第七移动模组设置在第七固定支架上,第一固定支架、第二固定支架、第三固定支架、第四固定支架、第五固定支架、第六固定支架、第七固定支架分别固定在机箱的工作台面上、且一端设置在定位工装远离传送链的一端外周,另一端设置在传送链的定位工装相对侧。
8、进一步,所述铜管抓取组件包括一铜管气缸、横向并排设置在铜管气缸底部的两滑块及分别固定在两滑块上的铜管夹爪,铜管气缸控制两滑块相对展开或者靠合以控制固定在滑块上的铜管夹爪夹紧或者松开。
9、进一步,所述透镜吸取组件包括透镜吸嘴及透镜安装气缸,透镜吸嘴通过连接板连接透镜安装气缸。
10、进一步,所述二极管取料组件为一气动吸管,所述通电组件与二极管取料组件并排设置,通电组件固定连接第三移动模组,二极管取料组件固定连接通电组件,所述通电组件包括二极管气缸及设置在二极管气缸底部的通电工装,通电工装上设置有对应二极管pin针的多个通电孔。
11、进一步,所述壳体夹取组件包括一壳体气缸、横向并排设置在壳体气缸底部的两滑块、分别固定在两滑块上的壳体夹爪及旋转气缸,旋转气缸立设置在第五移动模组,旋转气缸上设置有一安装板,通过壳体气缸控制两滑块相对展开或者靠合以控制固定在滑块上的壳体夹爪夹紧或者松开壳体;所述装配组件包括组件装配气缸、设置在组件装配气缸底部的两滑块,对应固定在两滑块上的两组件夹爪,通过组件装配气缸控制两滑块相对展开或者靠合以控制固定在滑块上的两组件夹爪夹紧或者松开。
12、进一步,所述uv灯组件包括uv灯及成品传送带,所述uv灯设置在成品传送带的一侧,成品传送带的一端设置在输送链的传送板前进方向的前端,另一端设有成品收集箱,传送板上的成品通过移载机械移载至成品传送带。
13、采用上述结构后,本实用新型激光模组自动装配设备将激光模组分成上料、点胶、装透镜、装二极管并调焦、装壳体、成品点胶、固化七个步骤,针对每个步骤设置对应的机械手或者结构,再通过传送链实现对产品的自动传送,可以实现激光模组的全自动装配,上料组件用以放置成盘或者整叠的铜管、透镜、二极管、透镜等部件,输送链用以输送部件或者组装后的结构,铜管机械手可将铜管从上料组件上移载至加工工位上,透镜机械手可对铜管进行点胶,并完成取透镜及装透镜的动作,二极管装配机械手可实现取二极管、通电测试二极管、及调焦装配二极管的动作,壳体组装机械手可以实现取壳体、及组件装入壳体的动作,成品点胶机械手可将二极管的pin针位置进行点胶密封,uv灯组件对点胶后的成品进行固化,完成激光模组的自动装配。本实用新型可取代人工装配激光模组,相较于现有的手动装配方式,本实用新型可省去装配激光模组的大部分人员,节约人工成本,大幅度提高装配效率,同时提高自动化程度。
- 还没有人留言评论。精彩留言会获得点赞!