转换插头卡扣组装与测试设备的制作方法
本技术涉及一种插头生产设备,特别是涉及一种转换插头卡扣组装与测试设备。
背景技术:
1、接插件大都由插头与插座构成。如图1所示,一种特殊的转换插头包括插头10和卡扣20,卡扣20活动卡置在插头10内。传统的生产方法:由人工将卡扣20装入插头10内并压紧到位,对装配好的插头10进行导电测试,这种传统的生产方法需要两道工序并皆有人工完成,存在卡扣20组装一致性不好控制和生产效率低的缺陷。
技术实现思路
1、本实用新型的目的在于提供一种组装一致性好、生产效率高的转换插头卡扣组装与测试设备。
2、为实现上述目的,本实用新型的技术解决方案是:
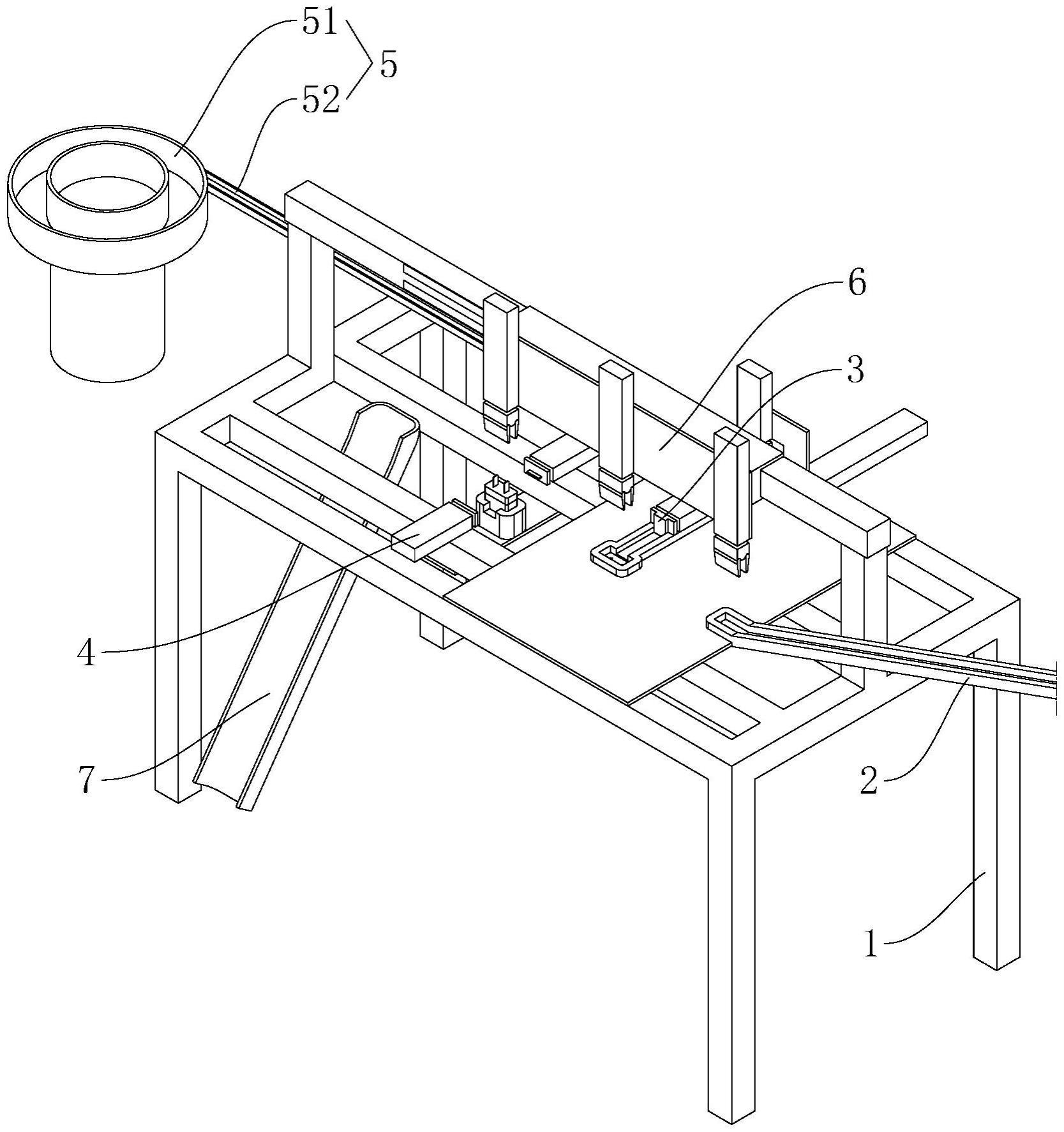
3、本实用新型是一种转换插头卡扣组装与测试设备,包括机架、插头上料导轨、装配机构、检测机构、卡扣送料机构、移料机构、出料导轨。所述插头上料导轨、装配机构、检测机构、卡扣送料机构、移料机构、出料导轨皆安装在机架上且插头上料导轨、装配机构、检测机构、卡扣送料机构、出料导轨依序设置,移料机构位于装配机构、检测机构、出料导轨的上方,移料机构的第一个工位与插头上料导轨的出料端衔接,移料机构的第二个工位与装配机构衔接,移料机构的第三个工位与检测机构衔接,移料机构的第四个工位与出料导轨衔接。
4、所述装配机构包括装配座、压料气缸、压料头、卡扣移料机构、插头检测机构;所述装配座、压料气缸的缸体、卡扣移料机构皆安装在机架工作平台上,压料气缸位于装配座的一侧,卡扣移料机构的进料端与卡扣送料机构的出料端衔接,卡扣移料机构的出料端与装配座衔接,压料头固定在压料气缸活塞杆杆端且可伸向装配座,插头检测机构安装机架工作平台的下方且位于装配座的正下方。
5、所述卡扣移料机构包括卡扣移料机架、卡扣移料气缸、吸嘴架、吸嘴升降气缸、卡扣移料吸嘴;所述卡扣移料机架固定在机架工作平台上,卡扣移料气缸的缸体固定安装在卡扣移料机架上,吸嘴架安装在卡扣移料气缸的活塞杆杆端,吸嘴升降气缸的缸体安装在吸嘴架的上部,吸嘴升降气缸的活塞杆杆端与卡扣移料吸嘴连接,卡扣移料吸嘴在卡扣送料机构的出料端与装配座之间移动。
6、所述插头检测机构包括插头检测固定架、插头检测气缸、检测销;所述插头检测固定架固定在机架工作平台的底面,插头检测气缸的缸体固定在插头检测固定架上,检测销固定安装在插头检测气缸的活塞杆杆端,检测销在插头检测气缸的驱动下可向上穿过机架工作平台后穿入装配座,以便检测放置在装配座上的插头。
7、所述检测机构包括检测座、检测头、检测开关、两个检测压紧机构;所述检测座安装在机架工作平台上,检测头安装在检测座上,检测头的顶部安装有检测开关,该检测开关与插头的底面相对,用于检测卡扣安装是否到位,两个检测压紧机构皆安装在机架工作平台上且位于检测头的两侧;所述检测压紧机构包括检测压紧气缸、检测压紧块,所述检测压紧气缸的缸体安装在机架工作平台上,检测压紧块固定在检测压紧气缸的活塞杆杆端,检测压紧块在检测压紧气缸的驱动下伸向检测头,以便将卡扣压入插头;
8、所述卡扣送料机构包括卡扣震动盘和卡扣直线导轨;所述卡扣震动盘和卡扣直线导轨皆安装在机架上,卡扣直线导轨的外端与卡扣震动盘的出料端衔接,卡扣直线导轨的内端伸向装配机构;所述卡扣直线导轨与插头上料导轨相互平行。
9、所述移料机构包括移料机架、移料模组、二个以上的夹料机构;所述移料机架的下端固定在机架工作平台上且跨接在装配机构、检测机构的上方,移料模组安装在移料机架的上部,二个以上的夹料机构安装在移料模组上;
10、所述移料模组包括模组气缸、移料导轨、移料滑座;所述模组气缸的缸体和移料导轨皆安装在移料机架上,模组气缸的活塞杆杆端与移料滑座连接,移料滑座滑接在移料导轨上。
11、所述夹料机构有三个并排安装在移料模组包括模组气缸的移料滑座上。
12、所述夹料机构包括夹爪和升降气缸;所述升降气缸的缸体安装在移料模组的移料滑座上,夹爪固定安装在升降气缸的活塞杆杆端,夹爪在升降气缸的驱动下向下移动。
13、采用上述方案后,本实用新型包括机架、插头上料导轨、装配机构、检测机构、卡扣送料机构、移料机构、出料导轨,插头由人工放入插头上料导轨,插头顺着插头上料导轨滑下,移料机构夹取插头并送入装配机构,同时,卡扣送料机构将卡扣送至装配机构的装配座,装配机构上的卡扣移 料机构将卡扣夹取并送入装配机构,装配机构将卡扣插入插头内,装配机构内的插头检测机构检测插头的导通是否良好,移料机构夹取插头并送入检测机构,检测机构检测卡扣安装是否到位,移料机构夹取插头并送入出料导轨下料,由于本实用新型装配机构完成插头与卡扣的装配及插头导通检测,检测机构检测卡扣安装是否到位,整个装配、检测过程一次性完成,具有组装一致性好、生产效率高的优点。此外,本实用新型插头上料导轨与卡扣送料机构平行设置且位于装配机构的前后方,使得本实用新型结构更加紧凑。
14、下面结合附图和具体实施例对本实用新型作进一步的说明。
技术特征:
1.一种转换插头卡扣组装与测试设备,其特征在于:包括机架、插头上料导轨、装配机构、检测机构、卡扣送料机构、移料机构、出料导轨;
2.根据权利要求1所述转换插头卡扣组装与测试设备,其特征在于:所述装配机构包括装配座、压料气缸、压料头、卡扣移料机构、插头检测机构;所述装配座、压料气缸的缸体、卡扣移料机构皆安装在机架工作平台上,压料气缸位于装配座的一侧,卡扣移料机构的进料端与卡扣送料机构的出料端衔接,卡扣移料机构的出料端与装配座衔接,压料头固定在压料气缸活塞杆杆端且可伸向装配座,插头检测机构安装机架工作平台的下方且位于装配座的正下方。
3.根据权利要求2所述转换插头卡扣组装与测试设备,其特征在于:所述卡扣移料机构包括卡扣移料机架、卡扣移料气缸、吸嘴架、吸嘴升降气缸、卡扣移料吸嘴;所述卡扣移料机架固定在机架工作平台上,卡扣移料气缸的缸体固定安装在卡扣移料机架上,吸嘴架安装在卡扣移料气缸的活塞杆杆端,吸嘴升降气缸的缸体安装在吸嘴架的上部,吸嘴升降气缸的活塞杆杆端与卡扣移料吸嘴连接,卡扣移料吸嘴在卡扣送料机构的出料端与装配座之间移动。
4.根据权利要求2所述转换插头卡扣组装与测试设备,其特征在于:所述插头检测机构包括插头检测固定架、插头检测气缸、检测销;所述插头检测固定架固定在机架工作平台的底面,插头检测气缸的缸体固定在插头检测固定架上,检测销固定安装在插头检测气缸的活塞杆杆端,检测销在插头检测气缸的驱动下可向上穿过机架工作平台后穿入装配座,以便检测放置在装配座上的插头。
5.根据权利要求1所述转换插头卡扣组装与测试设备,其特征在于:所述检测机构包括检测座、检测头、检测开关、两个检测压紧机构;所述检测座安装在机架工作平台上,检测头安装在检测座上,检测头的顶部安装有检测开关,该检测开关与插头的底面相对,用于检测卡扣安装是否到位,两个检测压紧机构皆安装在机架工作平台上且位于检测头的两侧;所述检测压紧机构包括检测压紧气缸、检测压紧块,所述检测压紧气缸的缸体安装在机架工作平台上,检测压紧块固定在检测压紧气缸的活塞杆杆端,检测压紧块在检测压紧气缸的驱动下端伸向检测头,以便将卡扣压入插头。
6.根据权利要求1所述转换插头卡扣组装与测试设备,其特征在于:所述卡扣送料机构包括卡扣震动盘和卡扣直线导轨;所述卡扣震动盘和卡扣直线导轨皆安装在机架上,卡扣直线导轨的外端与卡扣震动盘的出料端衔接,卡扣直线导轨的内端伸向装配机构;所述卡扣直线导轨与插头上料导轨相互平行。
7.根据权利要求1所述转换插头卡扣组装与测试设备,其特征在于:所述移料机构包括移料机架、移料模组、二个以上的夹料机构;所述移料机架的下端固定在机架工作平台上且跨接在装配机构、检测机构的上方,移料模组安装在移料机架的上部,二个以上的夹料机构安装在移料模组上。
8.根据权利要求7所述转换插头卡扣组装与测试设备,其特征在于:所述移料模组包括模组气缸、移料导轨、移料滑座;所述模组气缸的缸体和移料导轨皆安装在移料机架上,模组气缸的活塞杆杆端与移料滑座连接,移料滑座滑接在移料导轨上。
9.根据权利要求7所述转换插头卡扣组装与测试设备,其特征在于:所述夹料机构有三个并排安装在移料模组包括模组气缸的移料滑座上。
10.根据权利要求7所述转换插头卡扣组装与测试设备,其特征在于:所述夹料机构包括夹爪和升降气缸;所述升降气缸的缸体安装在移料模组的移料滑座上,夹爪固定安装在升降气缸的活塞杆杆端,夹爪在升降气缸的驱动下向下移动。
技术总结
本技术公开了一种转换插头卡扣组装与测试设备,包括机架、插头上料导轨、装配机构、检测机构、卡扣送料机构、移料机构、出料导轨。所述插头上料导轨、装配机构、检测机构、卡扣送料机构、出料导轨皆依序安装在机架上,移料机构位于装配机构、检测机构、出料导轨的上方,移料机构的第一个工位与插头上料导轨的出料端衔接,移料机构的第二个工位与装配机构衔接,移料机构的第三个工位与检测机构衔接,移料机构的第四个工位与出料导轨衔接。由于本技术装配机构完成插头与卡扣的装配及插头导通检测,检测机构检测卡扣安装是否到位,整个装配、检测过程一次性完成,具有组装一致性好、生产效率高的优点。
技术研发人员:崔全诚
受保护的技术使用者:厦门鑫森海电子股份有限公司
技术研发日:20230531
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!