一种极片端部纠偏的卷绕机的制作方法
本技术涉及锂电池生产,尤其是涉及一种极片端部纠偏的卷绕机。
背景技术:
1、随着数码产品如手机、笔记本电脑等产品的广泛使用,锂电池以优异的性能在这类产品中得到广泛应用,并在逐步向其他应用领域发展。锂电池的广泛应用,促进了锂电池制造行业的发展。
2、目前,在锂电池制造行业中,方形电芯通过卷绕设备完成卷绕。隔离膜或极片等带状薄料经放卷工位处的放卷装置放卷后,输送到收卷工位,在收卷工位处,由呈椭圆形状的卷针夹着按照一定顺序叠放的极片和隔离膜收卷,后剪切和贴胶,形成裸电芯。在自动卷绕机上隔离膜或极片等带状薄料经过放卷后,输送到卷针处开始卷绕,当卷绕完成后,极片被裁断,裁断后的极片在处于无张力的状态下,因此卷针对极片进行收尾时,会导致裁断端部偏摆从而导致卷芯尾部覆盖错位量h超出精度范围(如图1所示),导致电芯不及格需要进行报废处理。
技术实现思路
1、本实用新型的主要目的在于提供一种极片端部纠偏的卷绕机,以解决上述技术问题,能够对极片的尾部进行纠偏。
2、为实现上述目的,本实用新型采用如下技术方案:
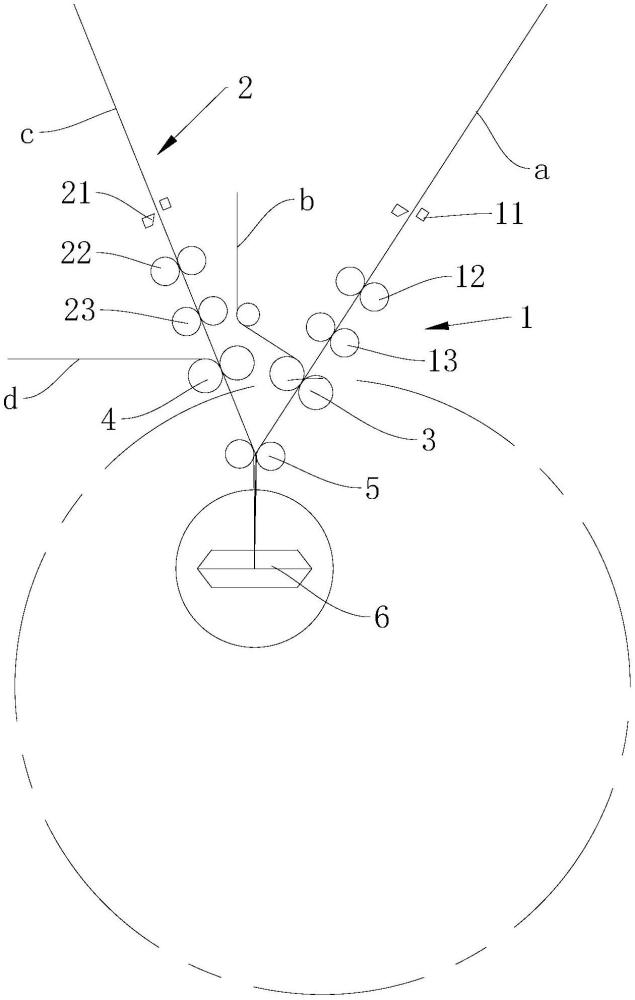
3、一种极片端部纠偏的卷绕机,包括有负极入片夹辊、正极入片夹辊、正极传输机构、负极传输机构、极片靠模辊和卷针,所述正极传输机构将正极片传输至所述正极入片夹辊上,第一隔膜传输至所述正极入片夹辊上,所述负极传输机构传输至所述负极入片夹辊上,第二隔膜传输至所述负极入片夹辊上,正极片、第一隔膜、负极片和第二隔膜传输至所述极片靠模辊上后,所述卷针将其卷绕形成电芯,所述正极传输机构和所述负极传输机构的结构尺寸相同。
4、作为一种优选的技术方案,所述正极传输机构包括有正极裁断单元、正极张力单元和正极纠偏单元,所述正极张力单元设置于所述正极裁断单元的一侧,所述正极纠偏单元靠近所述正极张力单元设置。
5、作为一种优选的技术方案,所述正极张力单元包括有定辊结构和压辊结构,所述压辊结构相对所述定辊结构移动。
6、作为一种优选的技术方案,所述压辊结构包括有导向结构、驱动结构、压辊座和压辊,所述压辊安装于所述压辊座中,所述驱动结构驱动所述压辊座沿所述导向结构移动。
7、作为一种优选的技术方案,所述驱动结构为气缸。
8、作为一种优选的技术方案,所述导向结构为导轨或者导柱。
9、作为一种优选的技术方案,所述定辊结构包括有定辊座和定辊,所述定辊安装于所述定辊座上。
10、本实用新型的有益效果在于:上述极片端部纠偏的卷绕机,采用张力单元对裁断后的极片端部进行压紧,使极片端部至纠偏单元之间保持张力,也通过纠偏单元对极片端部进行纠偏,以保证卷绕后电芯的尾部不会产生偏摆,卷芯尾部覆盖错位量h处于精度范围内。
技术特征:
1.一种极片端部纠偏的卷绕机,其特征在于,包括有负极入片夹辊、正极入片夹辊、正极传输机构、负极传输机构、极片靠模辊和卷针,所述正极传输机构将正极片传输至所述正极入片夹辊上,第一隔膜传输至所述正极入片夹辊上,所述负极传输机构传输至所述负极入片夹辊上,第二隔膜传输至所述负极入片夹辊上,正极片、第一隔膜、负极片和第二隔膜传输至所述极片靠模辊上后,所述卷针将其卷绕形成电芯,所述正极传输机构和所述负极传输机构的结构尺寸相同。
2.根据权利要求1所述的极片端部纠偏的卷绕机,其特征在于,所述正极传输机构包括有正极裁断单元、正极张力单元和正极纠偏单元,所述正极张力单元设置于所述正极裁断单元的一侧,所述正极纠偏单元靠近所述正极张力单元设置。
3.根据权利要求2所述的极片端部纠偏的卷绕机,其特征在于,所述正极张力单元包括有定辊结构和压辊结构,所述压辊结构相对所述定辊结构移动。
4.根据权利要求3所述的极片端部纠偏的卷绕机,其特征在于,所述压辊结构包括有导向结构、驱动结构、压辊座和压辊,所述压辊安装于所述压辊座中,所述驱动结构驱动所述压辊座沿所述导向结构移动。
5.根据权利要求4所述的极片端部纠偏的卷绕机,其特征在于,所述驱动结构为气缸。
6.根据权利要求4所述的极片端部纠偏的卷绕机,其特征在于,所述导向结构为导轨或者导柱。
7.根据权利要求5或6所述的极片端部纠偏的卷绕机,其特征在于,所述定辊结构包括有定辊座和定辊,所述定辊安装于所述定辊座上。
技术总结
本技术涉及一种极片端部纠偏的卷绕机,包括有负极入片夹辊、正极入片夹辊、正极传输机构、负极传输机构、极片靠模辊和卷针,正极传输机构将正极片传输至正极入片夹辊上,第一隔膜传输至正极入片夹辊上,负极传输机构传输至负极入片夹辊上,第二隔膜传输至负极入片夹辊上,正极片、第一隔膜、负极片和第二隔膜传输至极片靠模辊上后,卷针将其卷绕形成电芯,正极传输机构和负极传输机构的结构尺寸相同。上述极片端部纠偏的卷绕机,采用张力单元对裁断后的极片端部进行压紧,使极片端部至纠偏单元之间保持张力,也通过纠偏单元对极片端部进行纠偏,以保证卷绕后电芯的尾部不会产生偏摆,卷芯尾部覆盖错位量h处于精度范围内。
技术研发人员:范全,唐近杰,蒋鹏
受保护的技术使用者:东莞市雅康精密机械有限公司
技术研发日:20230531
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!