电池单体、电池及用电设备的制作方法
本技术涉及电池,特别是涉及一种电池单体、电池及用电设备。
背景技术:
1、电池广泛应用于各种设备中,例如手机、笔记本电脑、电瓶车、电动汽车、电动飞机、电动轮船、电动玩具汽车、电动玩具轮船、电动玩具飞机和电动工具等。电池单体是电池的重要组成部分,一般包括壳体及收容于该壳体内的电芯组件和集流盘。集流盘用于实现电芯组件的极耳与极柱的电连接,以形成导电路径。
2、电池在实际使用过程中因车辆颠簸震动引起的电芯组件产生形变和振动,从而对集流盘与极柱焊接处产生拉扯,尤其是对于外形尺寸较大的电池单体,其电芯组件的重量较大,因而对集流盘的该种拉扯的力度更大,长期的拉扯容易使得集流盘与极柱的焊接处撕裂甚至相互脱离,导致电池单体内部断路。
技术实现思路
1、基于此,有必要针对现有技术中在长期使用过程中集流盘与极柱的焊接处受到拉扯而被撕裂,甚至相互脱离,导致电池单体内部断路的问题,提供一种改善上述缺陷的电池单体、电池及用电设备。
2、一种电池单体,包括:
3、壳体;
4、电芯组件,容置于所述壳体内;
5、极柱,绝缘设置在所述壳体上,所述极柱靠近所述电芯组件的一侧具有一收容槽;及
6、集流盘,设置在所述电芯组件朝向所述极柱的一侧,并与所述电芯组件电连接;
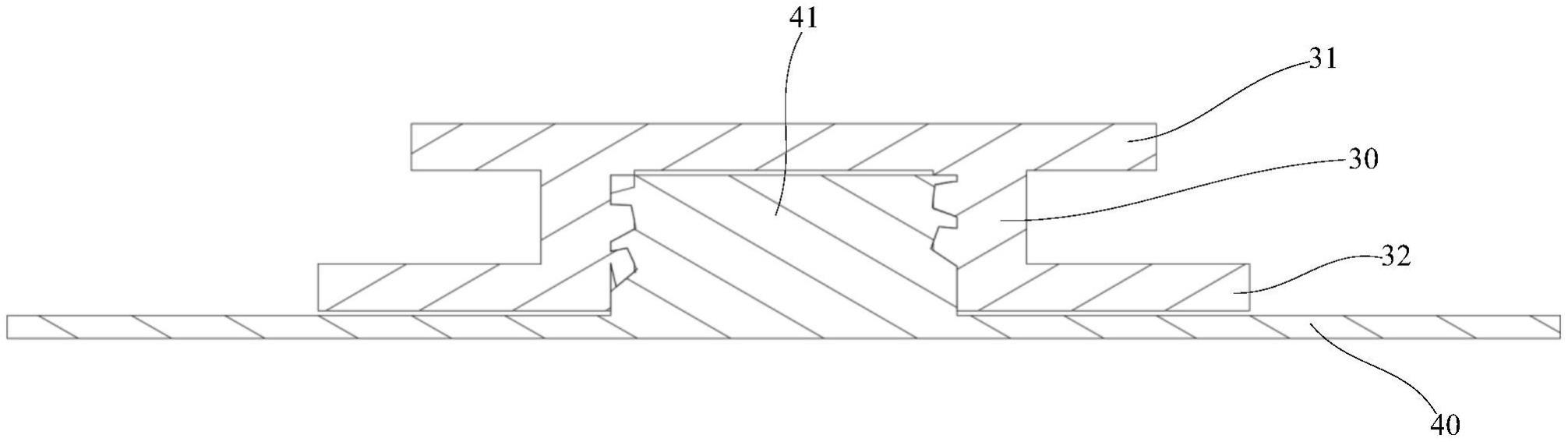
7、其中,所述集流盘具有一焊接凸台,所述焊接凸台螺纹连接于所述收容槽内,并与所述极柱焊接。
8、在其中一个实施例中,所述收容槽的侧壁具有内螺纹,所述焊接凸台的侧壁具有能够与所述内螺纹相螺合的外螺纹。
9、在其中一个实施例中,所述收容槽由靠近所述电芯组件的一端至远离所述电芯组件的一端径向尺寸逐渐减小。
10、在其中一个实施例中,所述收容槽靠近所述电芯组件的一端的径向尺寸为r,所述收容槽远离所述电芯组件的一端的径向尺寸为r,2.25mm≤r-r≤4mm。
11、在其中一个实施例中,所述收容槽包括变径段和螺纹段,所述螺纹段位于所述变径段背离所述电芯组件的一端;
12、所述变径段由靠近所述电芯组件的一端至靠近所述螺纹段的一端径向尺寸逐渐减小,所述螺纹段的径向尺寸与所述变径段靠近所述螺纹段的一端的径向尺寸相等,所述内螺纹位于所述螺纹段的侧壁上。
13、在其中一个实施例中,所述焊接凸台与所述收容槽的底壁相贴合,并由所述极柱背离所述电芯组件的一侧进行激光穿透焊。
14、在其中一个实施例中,所述极柱背离所述电芯组件的一侧表面至所述收容槽的底壁之间的厚度尺寸小于或等于1.2mm。
15、在其中一个实施例中,所述极柱背离所述电芯组件的一侧表面凹陷形成减薄凹槽,所述减薄凹槽与所述收容槽彼此相对。
16、一种电池,包括如上任一实施例中所述的电池单体。
17、一种用电设备,包括如上任一实施例中所述的电池单体或电池。
18、上述电池单体、电池及用电设备,在装配时,首先,将极柱绝缘设置在壳体上,集流盘电连接在电芯组件上。然后将集流盘与电芯组件一同旋入壳体内(即入壳),直至集流盘上的焊接凸台螺纹固定在极柱的收容槽内。再然后,对极柱与焊接凸台进行焊接,从而完成极柱、集流盘和电芯组件的装配。也就是说,一方面集流盘通过焊接凸台与极柱进行焊接固定,并实现集流盘与极柱的电连接;另一方面集流盘通过焊接凸台与极柱的收容槽进行螺纹固定,从而大大加强了集流盘与极柱之间的连接牢固性,确保在长期使用过程中集流盘与极柱的焊接处不会被撕裂,集流盘与极柱不会彼此脱离而导致电池单体内部断路。
技术特征:
1.一种电池单体,其特征在于,包括:
2.根据权利要求1所述的电池单体,其特征在于,所述收容槽(33)的侧壁具有内螺纹(a1),所述焊接凸台(41)的侧壁具有能够与所述内螺纹(a1)相螺合的外螺纹(a2)。
3.根据权利要求2所述的电池单体,其特征在于,所述收容槽(33)由靠近所述电芯组件(20)的一端至远离所述电芯组件(20)的一端径向尺寸逐渐减小。
4.根据权利要求3所述的电池单体,其特征在于,所述收容槽(33)靠近所述电芯组件(20)的一端的径向尺寸为r,所述收容槽(33)远离所述电芯组件(20)的一端的径向尺寸为r,2.25mm≤r-r≤4mm。
5.根据权利要求2所述的电池单体,其特征在于,所述收容槽(33)包括变径段(331)和螺纹段(332),所述螺纹段(332)位于所述变径段(331)背离所述电芯组件(20)的一端;
6.根据权利要求1至5任一项所述的电池单体,其特征在于,所述焊接凸台(41)与所述收容槽(33)的底壁相贴合,并由所述极柱(30)背离所述电芯组件(20)的一侧进行激光穿透焊。
7.根据权利要求6所述的电池单体,其特征在于,所述极柱(30)背离所述电芯组件(20)的一侧表面至所述收容槽(33)的底壁之间的厚度尺寸小于或等于1.2mm。
8.根据权利要求6所述的电池单体,其特征在于,所述极柱(30)背离所述电芯组件(20)的一侧表面凹陷形成减薄凹槽(35),所述减薄凹槽(35)与所述收容槽(33)彼此相对。
9.一种电池,其特征在于,包括如权利要求1至8任一项所述的电池单体。
10.一种用电设备,其特征在于,包括如权利要求1至8任一项所述的电池单体或如权利要求9所述的电池。
技术总结
本技术涉及一种电池单体、电池及用电设备。该电池单体包括:壳体;电芯组件,容置于壳体内;极柱,绝缘设置在壳体上,极柱靠近电芯组件的一侧具有一收容槽;及集流盘,设置在电芯组件朝向极柱的一侧,并与电芯组件电连接;其中,集流盘具有一焊接凸台,焊接凸台螺纹连接于收容槽内,并与极柱焊接。如此,一方面集流盘通过焊接凸台与极柱进行焊接固定,并实现集流盘与极柱的电连接;另一方面集流盘通过焊接凸台与极柱的收容槽进行螺纹固定,从而大大加强了集流盘与极柱之间的连接牢固性,确保在长期使用过程中集流盘与极柱的焊接处不会被撕裂,集流盘与极柱不会彼此脱离而导致电池单体内部断路。
技术研发人员:张茜
受保护的技术使用者:上海兰钧新能源科技有限公司
技术研发日:20230616
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!