一种自动上料的扭簧装配装置的制作方法
本技术涉及断路器装配,更具体地说,涉及一种自动上料的扭簧装配装置。
背景技术:
1、在断路器的装配过程中,需要将扭簧装配在相适配的部件中,如触头座中。现有技术大多通过手工完成装配,装配效率低,不能够实现自动化生产。
技术实现思路
1、本实用新型克服了现有技术的不足,提供一种自动上料的扭簧装配装置,结构设计合理,可实现对扭簧的自动化装配,大大提高生产效率。
2、为实现上述目的,本实用新型提供了如下技术方案:
3、一种自动上料的扭簧装配装置,包括具有限位块的固定座、可转动地穿设于固定座并可将扭簧定位的转杆、与转杆联动设置的挡块以及套设于转杆并可移动设置的套件,限位块和挡块分别与扭簧的两端抵接,扭簧经转杆定位并随挡块转动蓄力后,驱动套件靠近扭簧移动以推动扭簧装配到相适配的部件中。
4、优选的,套件连接有连接板,连接板上设置有穿过固定座的导柱,固定座内设有配合的导套,导柱连接有推板,推板与推动气缸连接。
5、优选的,转杆连接有铰接块,铰接块与铰接座铰接,铰接座连接有推转气缸。
6、优选的,扭簧套接在转杆上并被转杆定位。
7、优选的,固定座可在水平和竖直方向移动设置。
8、本实用新型的有益效果:本实用新型结构设计合理,可实现扭簧的自动化装配,大大提高生产效率。
技术特征:
1.一种自动上料的扭簧装配装置,其特征在于,包括具有限位块(11)的固定座(1)、可转动地穿设于固定座(1)并可将扭簧(b)定位的转杆(2)、与转杆(2)联动设置的挡块(3)以及套设于转杆(2)并可移动设置的套件(4),限位块(11)和挡块(3)分别与扭簧(b)的两端抵接,扭簧(b)经转杆(2)定位并随挡块(3)转动蓄力后,驱动套件(4)靠近扭簧(b)移动以推动扭簧(b)装配到相适配的部件(a)中。
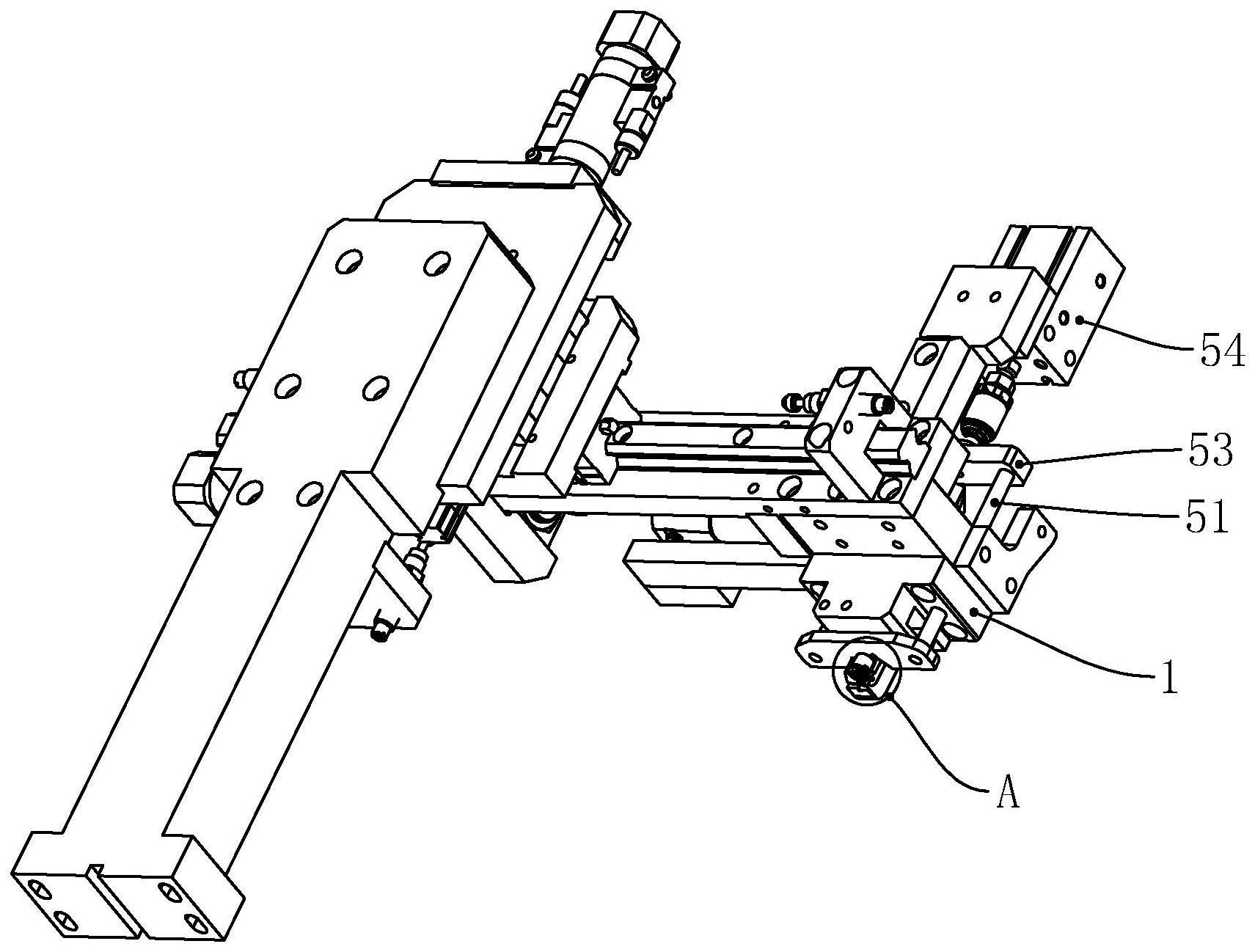
2.根据权利要求1所述的一种自动上料的扭簧装配装置,其特征在于,套件(4)连接有连接板(5),连接板(5)上设置有穿过固定座(1)的导柱(51),固定座(1)内设有配合的导套(52),导柱(51)连接有推板(53),推板(53)与推动气缸(54)连接。
3.根据权利要求1或2所述的一种自动上料的扭簧装配装置,其特征在于,转杆(2)连接有铰接块(6),铰接块(6)与铰接座(61)铰接,铰接座(61)连接有推转气缸(62)。
4.根据权利要求1所述的一种自动上料的扭簧装配装置,其特征在于,扭簧(b)套接在转杆(2)上并被转杆(2)定位。
5.根据权利要求1所述的一种自动上料的扭簧装配装置,其特征在于,固定座(1)可在水平和竖直方向移动设置。
技术总结
本技术公开了一种自动上料的扭簧装配装置,包括具有限位块的固定座、可转动地穿设于固定座并可将扭簧定位的转杆、与转杆联动设置的挡块以及套设于转杆并可移动设置的套件,限位块和挡块分别与扭簧的两端抵接,扭簧经转杆定位并随挡块转动蓄力后,驱动套件靠近扭簧移动以推动扭簧装配到相适配的部件中。本技术结构设计合理,可实现扭簧的自动化装配,大大提高生产效率。
技术研发人员:晏华银,王双,赵建伦,蔡向阳,唐梦奕,郑宇,梅国庆,闻君
受保护的技术使用者:浙江汇聚自动化设备有限公司
技术研发日:20230626
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!