一种真空吸附合盖压爪的制作方法
本技术涉及锂电池生产,具体为一种真空吸附合盖压爪。
背景技术:
1、钢壳盖板焊接工序,使用的是敞开式注液,电芯注液后再进行盖板焊接,盖板合盖后电解液会从盖板与壳体缝隙中外溢,外溢的电解液形成液珠粘附在盖板边缘的焊接处,现有结构无法将外溢的电解液清除,外溢的电解液会直接影响设备视觉的判定精度,降低激光焊接质量,造成产品不良。
技术实现思路
1、为了解决上述难题,本实用新型提供一种真空吸附合盖压爪,包括压爪本体,压爪本体上设有真空吸附孔、真空环形吸液槽和真空管安装孔,压爪本体内部设有流通管道,真空吸附孔与真空环形吸液槽连通,真空吸附孔与真空管安装孔通过流通管道连通。
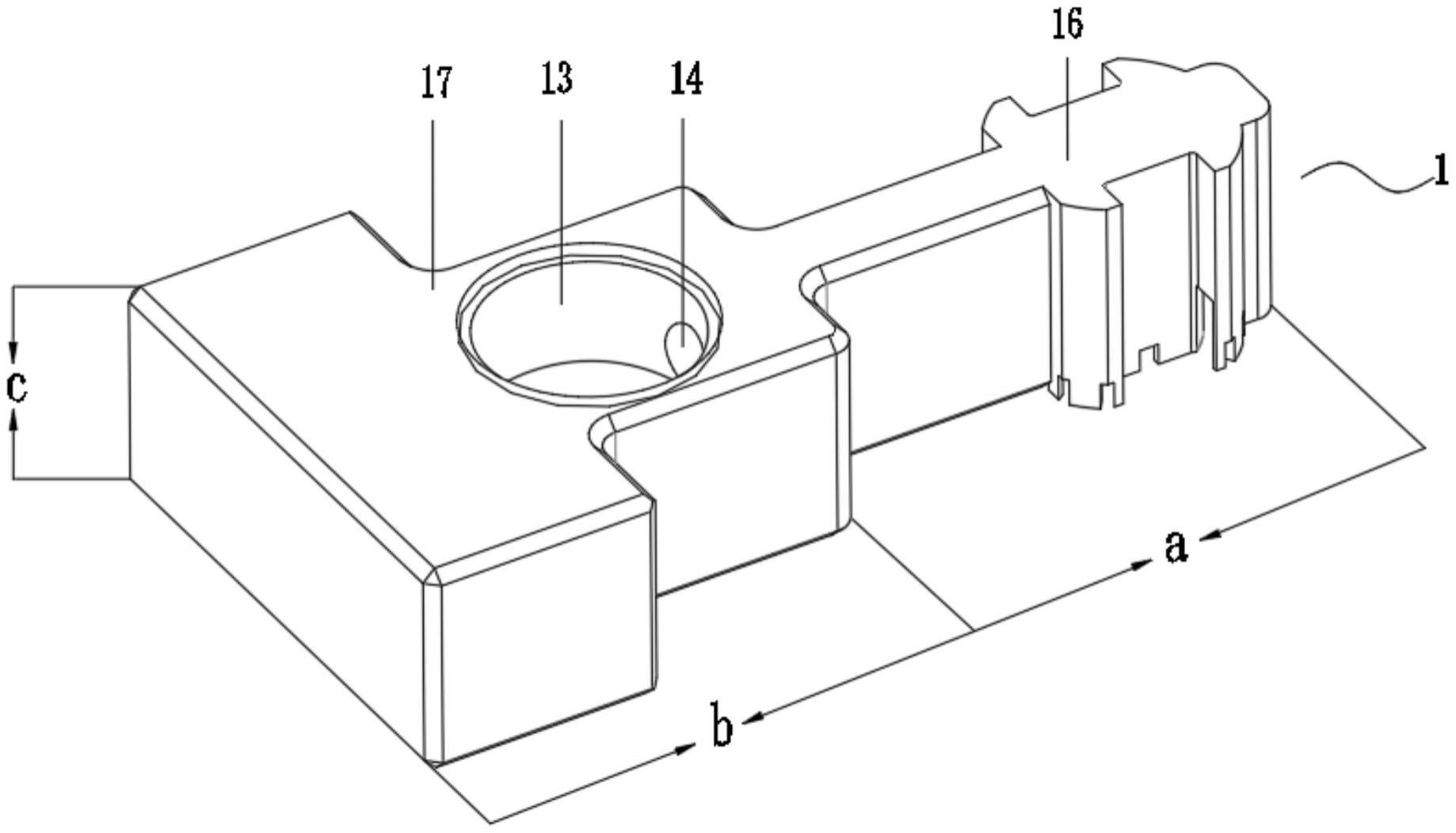
2、进一步的,压爪本体包括压爪本体垂直段和压爪本体水平段,真空吸附孔、真空环形吸液槽位于压爪本体垂直段,真空管安装孔位于压爪本体水平段。
3、进一步的,压爪本体垂直段长度为a,压爪本体水平段宽度为b,a、b取值符合,a/b=2~4。
4、进一步的,压爪本体厚度为c,c取值为2~20cm。
5、进一步的,真空吸附孔、真空环形吸液槽位于压爪本体正面,真空管安装孔位于压爪本体背面。
6、进一步的,真空吸附孔有两个分别位于真空环形吸液槽两侧,且均与真空环形吸液槽连通。
7、进一步的,压爪本体在真空环形吸液槽外圈设有环形卡扣,环形卡扣用于固定锂电池。
8、进一步的,压爪本体采用不锈钢制成。
9、进一步的,压爪本体的表面涂有铁氟龙涂层。
10、有益效果在于:本申请通过在原有压爪的基础上增加真空环形吸液槽和真空吸附孔,当需要对电芯进行合盖时,打开抽真空装置,真空吸附合盖压爪下压将盖板压入电芯壳体,电解液从盖板与电芯壳体缝隙处外溢,外溢的电解液会随着压爪本体上设置的真空环形吸液槽流向真空吸附孔后,又经流通管道进入真空管安装孔,最后被真空吸附。由于及时清除了外溢在焊缝处的电解液,避免焊缝处的电解液形成液珠影响后工位的视觉判定和激光焊接工作,提高产品生产合格率。
技术特征:
1.一种真空吸附合盖压爪,其特征在于,包括压爪本体(1),其设有真空吸附孔(11)、真空环形吸液槽(12)、真空管安装孔(13)和流通管道(14),所述真空吸附孔(11)与所述真空环形吸液槽(12)连通,所述真空吸附孔(11)与所述真空管安装孔(13)通过所述流通管道(14)连通。
2.根据权利要求1所述的真空吸附合盖压爪,其特征在于,所述压爪本体(1)包括压爪本体垂直段(16)和压爪本体水平段(17),所述真空吸附孔(11)、真空环形吸液槽(12)位于所述压爪本体垂直段(16),所述真空管安装孔(13)位于所述压爪本体水平段(17)。
3.根据权利要求2所述的真空吸附合盖压爪,其特征在于,所述压爪本体垂直段(16)长度为a,所述压爪本体水平段(17)宽度为b,所述a、b取值符合,a/b=2~4。
4.根据权利要求1所述的真空吸附合盖压爪,其特征在于,所述压爪本体(1)厚度为c,所述c取值为大于2~20cm。
5.根据权利要求1所述的真空吸附合盖压爪,其特征在于,所述真空吸附孔(11)、真空环形吸液槽(12)位于所述压爪本体(1)正面,所述真空管安装孔(13)位于所述压爪本体(1)背面。
6.根据权利要求1所述的真空吸附合盖压爪,其特征在于,所述真空吸附孔(11)有两个,分别位于所述真空环形吸液槽(12)两侧,且均与所述真空环形吸液槽(12)连通。
7.根据权利要求1所述的真空吸附合盖压爪,其特征在于,所述压爪本体(1)在所述真空环形吸液槽(12)外圈设有环形卡扣(15),所述环形卡扣(15)用于固定锂电池。
8.根据权利要求1所述的真空吸附合盖压爪,其特征在于,所述压爪本体(1)采用不锈钢制成。
9.根据权利要求1所述的真空吸附合盖压爪,其特征在于,所述压爪本体(1)的表面涂有铁氟龙涂层。
技术总结
本技术公开了一种真空吸附合盖压爪,包括压爪本体,压爪本体上设有真空吸附孔、真空环形吸液槽和真空管安装孔,压爪本体内部设有流通管道,真空吸附孔与真空环形吸液槽连通,真空吸附孔与真空管安装孔通过流通管道连通,通过在原有压爪基础上增加真空环形吸液槽和真空吸附孔,当需要对电芯进行合盖时,打开抽真空装置,真空吸附合盖压爪下压将盖板压入电芯壳体,电解液从盖板与电芯壳体缝隙处外溢,外溢的电解液会随着真空环形吸液槽流向真空吸附孔后,又经流通管道进入真空管安装孔,最后被真空吸附,由于及时清除了外溢在焊缝处的电解液,避免焊缝处的电解液形成液珠影响后工位的视觉判定和激光焊接工作,提高产品生产合格率。
技术研发人员:陈少飞,于海飞,王传宝
受保护的技术使用者:东莞锂威能源科技有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!