硅钢片高精度定位压紧机构的制作方法
本技术涉及自动化设备,更具体涉及一种硅钢片高精度定位压紧机构。
背景技术:
1、变压器在用电领域应用非常广泛,变压器是利用电磁感应的原理来改变交流电压的装置,主要构件是初级线圈、次级线圈和铁心(磁芯)。在电器设备和无线电路中,常用作升降电压、匹配阻抗、安全隔离等。电源变压器传输功率的大小,取决于铁芯的材料和横截面积。硅钢片常在功率较大的变压器中使用,它绝缘性能好,易于散热,同时磁路短,主要用于功率大于500~1000w和大功率变压器。由两个c型硅钢片组成一套硅钢片称为cd型硅钢片,用cd型硅钢片制作的电源变压器在截面积相同的条件下,窗口越高。
2、传统变压器铁芯主要通过手工叠装,铁芯叠积效率与产品质量,存在人员与硅钢片的接触,整个铁芯制作过程的安全隐患,且质量不稳定。因此需要一种能够进行自动化生成、抓取硅钢片且将硅钢片放置到规定位置进行堆叠的机械手。
3、在现有的硅钢片的堆叠过程中,不能够保证硅钢片均是堆叠整齐,由于硅钢片的来料精度不高,如果不对硅钢片进行精定位,则会产生累计误差,以至于最后生产出的变压器不符合技术要求。且硅钢片是成摞来料,如果对正摞的硅钢片进行定位的话,则会花费大量的成本。
技术实现思路
1、为了解决上述问题,本实用新型的目的在于提供了一种自动化程度高、定位精准、降低劳动强度的硅钢片高精度定位压紧机构。
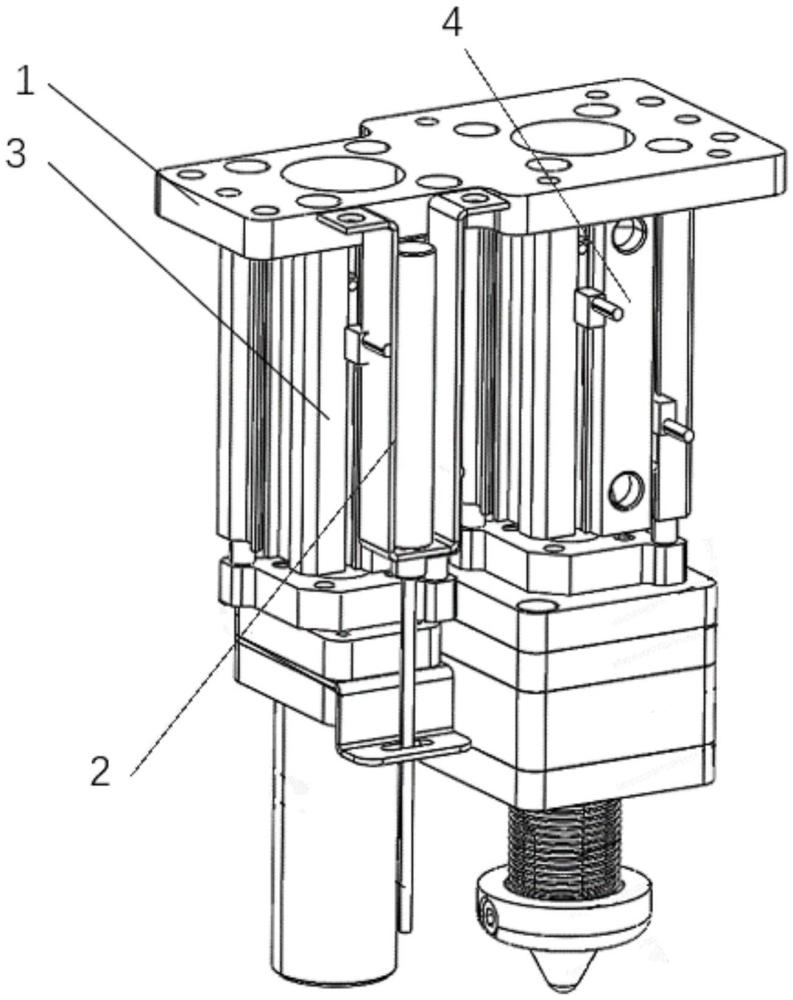
2、根据本实用新型的一个方面,提供了硅钢片高精度定位压紧机构,包括:安装板、测距组件、压紧组件和定位组件,安装板底部的一侧固定设置压紧组件、安装板底部的另一侧固定设置定位组件,压紧组件和定位组件并列设置,压紧组件的一侧固定安装测距组件,测距组件的顶部设置在安装板的底部。通过测距组件监测压紧组件与硅钢片之间的距离,通过定位组件将堆叠的硅钢片进行扶正,再利用压紧组件将调整好的硅钢片压住,便于机械手抓取。
3、在一些实施方式中,压紧组件包括:第一驱动件、第一定位销板和压棒,第一驱动件的顶部固定设置在安装板的底部,第一驱动件的输出端与第一定位销板连接,第一定位销板的底部中心固定连接压棒,第一驱动件驱使压棒上下往复移动。在将硅钢片位置调整完成以后,利用第一驱动件驱使压棒抵住硅钢片进行限定,为后续机械手抓取做好准备。
4、在一些实施方式中,测距组件包括:第一支架、第二支架和测距仪,第一支架设置在安装板的底部,第二支架固定安装在第一定位销板上,测距仪固定在第一支架上,测距仪的底部穿过第二支架与压棒平行设置,利用测距仪精准控制移动的位置,提高定位精度。
5、在一些实施方式中,压棒为尼龙压棒,利用尼龙压棒防止直接撞击造成需要定位工件的磕碰。
6、在一些实施方式中,定位组件包括:第二驱动件、后板、第二定位销板和定位销部,第二驱动件的顶部设置在安装板的底部,第二驱动件的输出端安装后板,后板的底部设置第二定位销板,第二定位销板的底部设置定位销部,第二驱动件驱使定位销部上下往复移动。利用第二驱动件驱动定位销部插入硅钢片的安装孔内,完成对堆叠的硅钢片位置的调整。
7、在一些实施方式中,第一驱动件和第二驱动件为气缸或者液压油缸。
8、在一些实施方式中,定位销部包括:浮动定位销、压套、第一滑动部、第一弹簧、弹簧限定套、固定套、第二滑动部和外壳,浮动定位销的顶部固定套设固定套,固定套的下方固定设置弹簧限定套,浮动定位销的底部通过第一滑动部与压套连接,第一弹簧套设在浮动定位销的外壁且抵住压套和弹簧限定套,固定套上设有若干第二滑动部,第二滑动部和外壳接触。利用固定套、第二滑动部和外壳的组合保证浮动定位销中心的位置且具有较小的活动空间,通过硅钢片抓手抓取硅钢片时,浮动定位销插入硅钢片的安装孔内,尼龙压棒压紧硅钢片,第二驱动件带动这浮动定位销伸出,浮动定位销将硅钢片扶正到同一位置,实现硅钢片的重复性定位,定位完成后浮动定位销自动回到中心位置,然后硅钢片抓手再抓取硅钢片进行叠片。
9、在一些实施方式中,第一滑动部包括:滑动槽和固定销,滑动槽沿浮动定位销轴向设置,固定销穿过滑动槽且所述固定销的两端与压套连接。利用第一滑动部,实现浮动定位销对硅钢片的调整。
10、在一些实施方式中,第二滑动部包括:安装孔、第二弹簧和滚珠,所述安装孔设置在固定套上,所述滚珠设置在安装孔内且所述滚珠的外壁伸出固定套,所述滚珠与安装孔的底部设有第二弹簧,所述滚珠抵住外壳;所述第二滑动部规则设置在固定套上。通过第二滑动部,实现浮动定位销的中心位置固定且小范围的调整。
11、在一些实施方式中,浮动定位销的底部具有锥形的尖端。
12、本实用新型与现有技术相比具有自动化程度高、定位精准、降低劳动强度的有益效果;通过测距组件监测压紧组件与硅钢片之间的距离,通过定位组件将堆叠的硅钢片进行扶正,再利用压紧组件将调整好的硅钢片压住,便于机械手抓取;利用第二驱动件驱动定位销部插入硅钢片的安装孔内,完成对堆叠的硅钢片位置的调整;在将硅钢片位置调整完成以后,利用第一驱动件驱使压棒抵住硅钢片进行限定,为后续机械手抓取做好准备。
技术特征:
1.硅钢片高精度定位压紧机构,其特征在于,包括:安装板、测距组件、压紧组件和定位组件,所述安装板底部的一侧固定设置压紧组件、所述安装板底部的另一侧固定设置定位组件,所述压紧组件和定位组件并列设置,所述压紧组件的一侧固定安装测距组件,所述测距组件的顶部设置在安装板的底部。
2.根据权利要求1所述的硅钢片高精度定位压紧机构,其特征在于,所述压紧组件包括:第一驱动件、第一定位销板和压棒,所述第一驱动件的顶部固定设置在安装板的底部,所述第一驱动件的输出端与第一定位销板连接,所述第一定位销板的底部中心固定连接压棒,所述第一驱动件驱使压棒上下往复移动。
3.根据权利要求2所述的硅钢片高精度定位压紧机构,其特征在于,所述测距组件包括:第一支架、第二支架和测距仪,所述第一支架设置在安装板的底部,所述第二支架固定安装在第一定位销板上,所述测距仪固定在第一支架上,所述测距仪的底部穿过第二支架与压棒平行设置。
4.根据权利要求2所述的硅钢片高精度定位压紧机构,其特征在于,所述压棒为尼龙压棒。
5.根据权利要求2所述的硅钢片高精度定位压紧机构,其特征在于,所述定位组件包括:第二驱动件、后板、第二定位销板和定位销部,所述第二驱动件的顶部设置在安装板的底部,所述第二驱动件的输出端安装后板,所述后板的底部设置第二定位销板,所述第二定位销板的底部设置定位销部,所述第二驱动件驱使定位销部上下往复移动。
6.根据权利要求5所述的硅钢片高精度定位压紧机构,其特征在于,所述第一驱动件和第二驱动件为气缸或者液压油缸。
7.根据权利要求6所述的硅钢片高精度定位压紧机构,其特征在于,所述定位销部包括:浮动定位销、压套、第一滑动部、第一弹簧、弹簧限定套、固定套、第二滑动部和外壳,所述浮动定位销的顶部固定套设固定套,所述固定套的下方固定设置弹簧限定套,所述浮动定位销的底部通过第一滑动部与压套连接,所述第一弹簧套设在浮动定位销的外壁且抵住压套和弹簧限定套,所述固定套上设有若干第二滑动部,所述第二滑动部和外壳接触。
8.根据权利要求7所述的硅钢片高精度定位压紧机构,其特征在于,所述第一滑动部包括:滑动槽和固定销,所述滑动槽沿浮动定位销轴向设置,所述固定销穿过滑动槽且所述固定销的两端与压套连接。
9.根据权利要求7所述的硅钢片高精度定位压紧机构,其特征在于,所述第二滑动部包括:安装孔、第二弹簧和滚珠,所述安装孔设置在固定套上,所述滚珠设置在安装孔内且所述滚珠的外壁伸出固定套,所述滚珠与安装孔的底部设有第二弹簧,所述滚珠抵住外壳;所述第二滑动部规则设置在固定套上。
10.根据权利要求8所述的硅钢片高精度定位压紧机构,其特征在于,所述浮动定位销的底部具有锥形的尖端。
技术总结
本技术公开了一种硅钢片高精度定位压紧机构,包括:安装板、测距组件、压紧组件和定位组件,安装板底部的一侧固定设置压紧组件、安装板底部的另一侧固定设置定位组件,压紧组件和定位组件并列设置,压紧组件的一侧固定安装测距组件,测距组件的顶部设置在安装板的底部,本技术提供了一种自动化程度高、定位精准、降低劳动强度的硅钢片高精度定位压紧机构。
技术研发人员:吕航,庞红斌,陈国平,张碧波,张建杉,李天阳
受保护的技术使用者:南京黎创智能装备有限公司
技术研发日:20230714
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!