一种电池盖板、电池及电池模组的制作方法
本技术涉及电池,特别涉及一种电池盖板、电池及电池模组。
背景技术:
1、电池主要包括方形电池、圆形电池以及软包电池。对于电池单体的电池盖板,其上设置有正负极柱,具有导电的作用,同时在多个电池单体进行电池模组装配时,不同电池单体的极柱之间通过焊接汇流排的方式,从而实现电池单体之间的串联与并联。
2、在现有技术中,电池极柱与电池盖板底板(通常是表面光滑的铝板,即光铝板)之间需要进行激光焊接,以实现极柱与电池盖板底板之间的固定连接,同时,汇流排也采用激光焊接的形式,与电池极柱逐个焊接。
3、因此在电池的生产加工过程中,需要多次使用激光焊接设备,大大增加了电池以及电池模组的生产与装配时间及成本,同时,汇流排与电池极柱之间的焊接面积较小,使得焊接不牢固,有时甚至会产生开焊现象,严重影响到电池体系的整体质量。
技术实现思路
1、本实用新型的目的是针对现有技术存在的技术缺陷,提供一种电池盖板、电池及电池模组。
2、为此,本实用新型提供了一种电池盖板,包括上下分布的电池盖板底板和下绝缘板;
3、电池盖板底板和下绝缘板之间,通过正极柱和负极柱相连接;
4、负极汇流片设置于负极钉芯的顶部;
5、负极上极柱的上部,设置有负极汇流片;
6、负极汇流片设置有负极汇流片焊接区域;
7、负极上极柱的下部,设置有用于铆接的负极钉芯;
8、正极柱包括相互连接的正极上极柱和正极下极柱;
9、和/或,负极柱包括相互连接的负极上极柱和负极下极柱;
10、正极上极柱的上部,设置有正极汇流片;
11、正极汇流片设置有正极汇流片焊接区域;
12、正极上极柱的下部,设置有用于铆接的正极钉芯;
13、正极汇流片设置于正极钉芯的顶部。
14、此外,本实用新型还提供了一种电池,包括如前所述的电池盖板。
15、另外,本实用新型还提供了一种电池模组,包括多个如前所述的电池。
16、由以上本实用新型提供的技术方案可见,与现有技术相比较,本实用新型提供了一种电池盖板、电池及电池模组,其结构设计科学,其将电池极柱分为上极柱和下极柱两个部分,通过上极柱和下极柱即可将电池盖板底板以及电池盖板上的配套零部件固定连接,从而无需如现有技术一样将电池极柱与电池盖板使用激光焊接进行固定,因此,不仅可以降低电池盖板的安装成本,提高加工效率,而且显著提升了电池体系的整体质量,具有重大的实践意义。
17、此外,对于本实用新型,将极柱与现汇流排设计成一体,在负极上极柱以及正极上极柱顶部分别设置汇流片,从而在多个电池进行串并联时,无需如现有技术一样将汇流排逐个与电池极柱相焊接,只需对相邻的两个电池汇流片中的焊接区域进行单次焊接,即可完成电池之间的连接,减少了一半的焊接道次,降低成本,提高加工效率,同时正负极汇流片的焊接区域更大,可以有效提升焊接强度以及焊接后的过流能力。
技术特征:
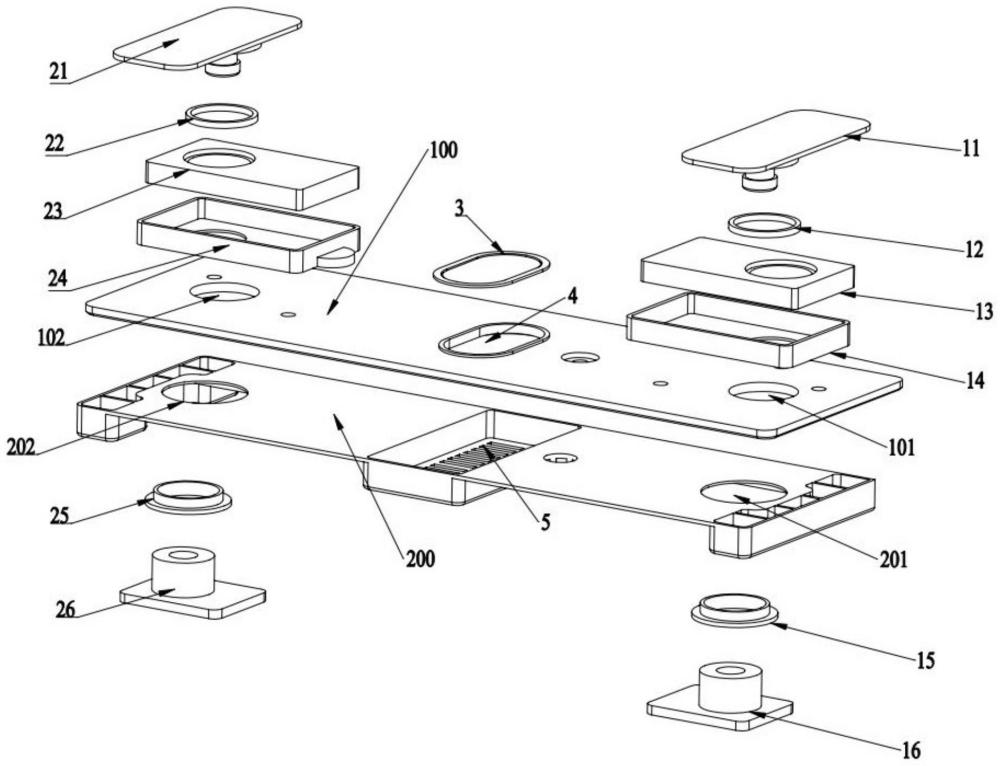
1.一种电池盖板,其特征在于,包括上下分布的电池盖板底板(100)和下绝缘板(200);
2.如权利要求1所述的电池盖板,其特征在于,电池盖板底板(100)和下绝缘板(200),通过正极上极柱(11)和正极下极柱(16)相铆接;
3.如权利要求1所述的电池盖板,其特征在于,电池盖板底板(100)的顶部左端,设置有负极绝缘垫(24);
4.如权利要求3所述的电池盖板,其特征在于,负极绝缘垫(24)和正极胶垫(14)的上部,分别设置有顶部开口的负极绝缘垫容纳凹槽和正极胶垫容纳凹槽;
5.如权利要求4所述的电池盖板,其特征在于,负极基板(23)与正极基板(13)上部,分别设置有沉头孔;
6.如权利要求4所述的电池盖板,其特征在于,下绝缘板负极通孔(202)正下方,由下至上嵌入一个负极下密封胶圈(25);
7.如权利要求5所述的电池盖板,其特征在于,负极上极柱(21)与负极汇流片(211)为一体成型;
8.如权利要求7所述的电池盖板,其特征在于,负极钉芯(213)的下部,环绕地突出设置有圆环形的凸台;
9.一种电池,其特征在于,包括如权利要求1至8任一项所述的电池盖板。
10.一种电池模组,其特征在于,包括多个如权利要求9所述的电池。
技术总结
本技术公开了一种电池盖板、电池及电池模组,所述电池盖板包括上下分布的电池盖板底板和下绝缘板;电池盖板底板和下绝缘板之间,通过正极柱和负极柱相连接;负极柱包括相互连接的负极上极柱和负极下极柱;和/或,正极柱包括相互连接的正极上极柱和正极下极柱;负极上极柱与负极汇流片一体成型;正极上极柱与正极汇流片为一体成型。本技术提供的一种电池盖板、电池及电池模组将电池极柱分为上极柱和下极柱两个部分,通过上极柱和下极柱即可将电池盖板底板以及其上的配套零部件固定连接,无需如现有技术一样将电池极柱与电池盖板使用激光焊接固定,因此,不仅可以降低电池盖板的安装成本,提高加工效率,显著提升了电池体系的整体质量。
技术研发人员:张海冬,刘凤龙
受保护的技术使用者:力神(青岛)新能源有限公司
技术研发日:20230724
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!