一种气动压接搭铁线工装的制作方法
本技术属于搭铁线装配领域,具体涉及一种气动压接搭铁线工装。
背景技术:
1、长期以来由于条件的限制,在制作搭铁线生产过程中,一直使用手动压接钳对搭铁线两端进行压接,手动压接钳需用较大手力才能将专用搭铁线压接到位,压接质量差,加工难度大、生产效率低。
技术实现思路
1、本实用新型的目的:为了克服ac309系列型机搭铁线压接质量,加工难度大、生产效率低的问题,本实用新型提供了一种气动压接搭铁线工装。
2、本实用新型提供一种气动压接搭铁线工装,包括第一压块和第二压块,其中
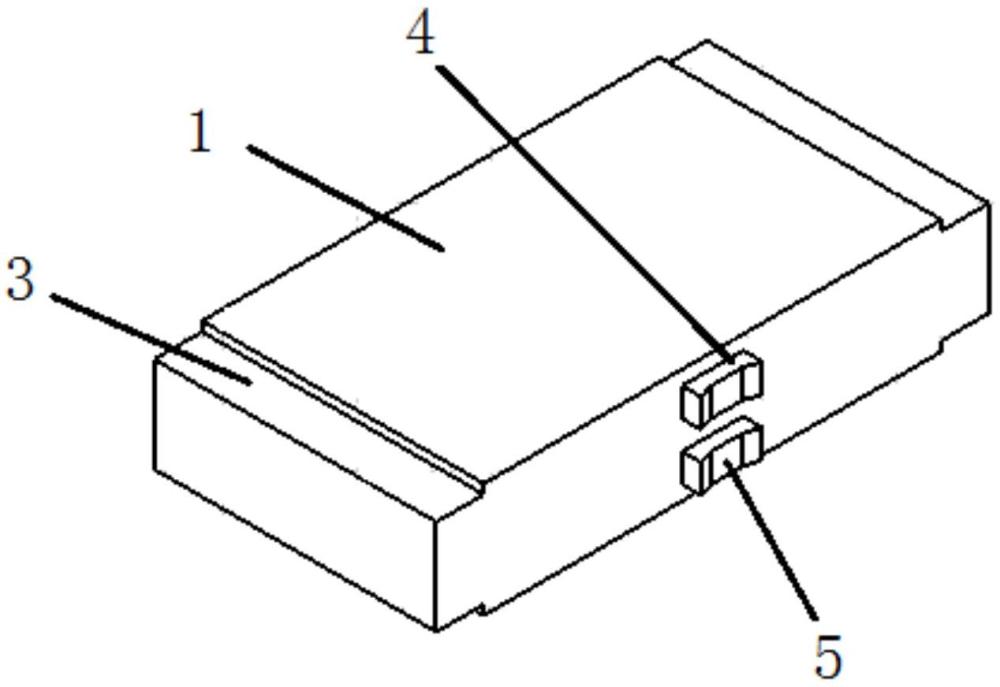
3、第一压块安装在气动工装的上端卡槽内,在其压接面的宽度方向上具有并排的第一压舌和第二压舌;
4、第二压块安装在气动工装的下端卡槽内,在其压接面的长度方向上具有两对凸条,搭铁线沿宽度方向铺放在两对凸条之间,当第一压块被压紧在第二压块上时,所述第一压舌和第二压舌沿长度方向插在两对凸条之间进行压接。
5、有利地,所述第一压舌和第二压舌凸出于压接面,且具有在长度方向的弧形挤压面。
6、有利地,在所述第一压块上具有垂直于压接面的四个第一压块夹持槽。
7、有利地,在所述第二压块上具有垂直于压接面的四个第二压块夹持槽。
8、有利地,通过直流电机驱动气动工装运动。
9、有利地,第一压块和第二压块在压接面的长度和宽度一样。
10、本实用新型的有益效果:很好的解决了搭铁线压接质量差,加工难度大、生产效率低的问题。本实用新型结构简单,安全可靠,使用装卸方便,利于提高生产质量和生产效率,具有较大实用价值。
技术特征:
1.一种气动压接搭铁线工装,其特征在于:包括第一压块(1)和第二压块(2),其中
2.根据权利要求1所述的气动压接搭铁线工装,其特征在于:所述第一压舌(4)和第二压舌(5)凸出于压接面,且具有在长度方向的弧形挤压面。
3.根据权利要求1所述的气动压接搭铁线工装,其特征在于:在所述第一压块(1)上具有垂直于压接面的四个第一压块夹持槽(3)。
4.根据权利要求1所述的气动压接搭铁线工装,其特征在于:在所述第二压块(2)上具有垂直于压接面的四个第二压块夹持槽(6)。
5.根据权利要求1所述的气动压接搭铁线工装,其特征在于:通过直流电机驱动气动工装运动。
6.根据权利要求1所述的气动压接搭铁线工装,其特征在于:第一压块(1)和第二压块(2)在压接面的长度和宽度一样。
技术总结
本技术属于搭铁线装配领域,具体涉及一种气动压接搭铁线工装。手动压接钳需用较大手力才能将专用搭铁线压接到位,压接质量差,加工难度大、生产效率低。本技术包括第一压块和第二压块,第一压块安装在气动工装的上端卡槽内,在其压接面的宽度方向上具有并排的第一压舌和第二压舌;第二压块安装在气动工装的下端卡槽内,在其压接面的长度方向上具有两对凸条,搭铁线沿宽度方向铺放在两对凸条之间,当第一压块被压紧在第二压块上时,所述第一压舌和第二压舌沿长度方向插在两对凸条之间进行压接。很好的解决了搭铁线压接质量差,加工难度大、生产效率低的问题。
技术研发人员:易明,程正伟,潘伟俊,张岩
受保护的技术使用者:江西昌河航空工业有限公司
技术研发日:20230728
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!