漆包线涂漆模具夹套组件的制作方法
本技术涉及一种漆包线涂漆部件,特别是一种漆包线涂漆模具夹套组件。
背景技术:
1、现有的漆包线涂漆生产过程,漆包线在涂漆设备中是自下向上运行的,铜线经过漆液槽时线将漆液带起进入到涂漆模具中,在涂漆模具的过渡区充满漆液,到定径区时尺寸变小,使得漆液均匀的涂覆在铜线表面。现有传统的涂漆模具是固定在涂漆设备上的,在涂漆过程中无法活动,但是铜线在自下向上的走线过程中,可能会受到外界力的影响,导致铜线与模具之间的间距发生变化,就会使得漆膜涂覆不均匀,铜线表面的漆层厚度不一致,影响后续的正常使用。因此,现有的技术存在着易发生漆膜涂覆不均匀的问题。
技术实现思路
1、本实用新型的目的在于,提供一种漆包线涂漆模具夹套组件。本实用新型具有能够有效提升漆膜涂覆均匀性的特点。
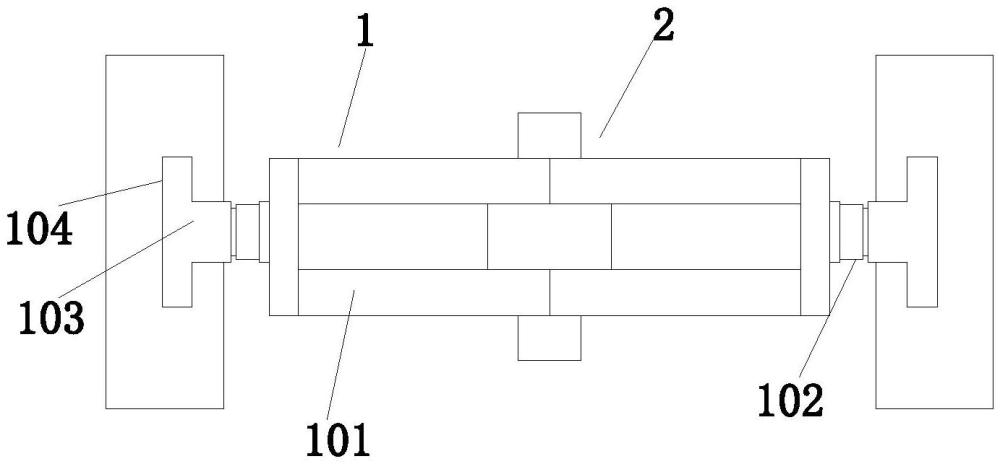
2、本实用新型的技术方案:漆包线涂漆模具夹套组件,包括固定于涂漆设备上的转动式模具夹套,转动式模具夹套内设有十字型涂漆模具;所述转动式模具夹套包括夹套本体,夹套本体两端设有转动接头,转动接头外端设有滑座,滑座连接有固定于涂漆设备上的滑槽架;所述夹套本体内还设有长条型的竖向贯穿槽,竖向贯穿槽中部的前后两侧设有滑槽。
3、前述的漆包线涂漆模具夹套组件中,所述十字型涂漆模具包括圆筒形结构的模具本体,模具本体外侧的中部设有与滑槽相配合的凸环滑块;模具本体内从下往上依次设有过渡区和定径区。
4、前述的漆包线涂漆模具夹套组件中,所述竖向贯穿槽的宽度与模具本体的直径相匹配。
5、前述的漆包线涂漆模具夹套组件中,所述夹套本体包括两个相互拼接的左夹套体和右夹套体,左夹套体的拼接端设有磁性拼接凸块,右夹套体的拼接端设有插接槽,插接槽内设有吸磁铁。
6、与现有技术相比,本实用新型由十字型涂漆模具和转动式模具夹套组成,通过设置在转动式模具夹套上的转动接头、滑座和滑槽架之间的相互配合,可以实现转动式模具夹套的前后移动以及旋转,通过在夹套本体内设置竖向贯穿槽和滑槽,使得十字型涂漆模具可以在转动式模具夹套中自由移动,通过上述结构之间的相互配合,使得十字型涂漆模具可以实现左右移动、前后移动和旋转,能够根据铜线的走线变化进行相应的自适应调整,保证铜线始终与涂漆模具的中心轴线相一致,提升漆膜涂覆均匀性。综上所述,本实用新型具有能够有效提升漆膜涂覆均匀性的特点。
技术特征:
1.漆包线涂漆模具夹套组件,其特征在于:包括固定于涂漆设备上的转动式模具夹套(1),转动式模具夹套(1)内设有十字型涂漆模具(2);所述转动式模具夹套(1)包括夹套本体(101),夹套本体(101)两端设有转动接头(102),转动接头(102)外端设有滑座(103),滑座(103)连接有固定于涂漆设备上的滑槽架(104);所述夹套本体(101)内还设有长条型的竖向贯穿槽(105),竖向贯穿槽(105)中部的前后两侧设有滑槽(106)。
2.根据权利要求1所述的漆包线涂漆模具夹套组件,其特征在于:所述十字型涂漆模具(2)包括圆筒形结构的模具本体(201),模具本体(201)外侧的中部设有与滑槽(106)相配合的凸环滑块(202);模具本体(201)内从下往上依次设有过渡区(203)和定径区(204)。
3.根据权利要求2所述的漆包线涂漆模具夹套组件,其特征在于:所述竖向贯穿槽(105)的宽度与模具本体(201)的直径相匹配。
4.根据权利要求1所述的漆包线涂漆模具夹套组件,其特征在于:所述夹套本体(101)包括两个相互拼接的左夹套体(111)和右夹套体(112),左夹套体(111)的拼接端设有磁性拼接凸块(113),右夹套体(112)的拼接端设有插接槽(114),插接槽(114)内设有吸磁铁(115)。
技术总结
本技术公开了一种漆包线涂漆模具夹套组件,包括固定于涂漆设备上的转动式模具夹套(1),转动式模具夹套(1)内设有十字型涂漆模具(2);所述转动式模具夹套(1)包括夹套本体(101),夹套本体(101)两端设有转动接头(102),转动接头(102)外端设有滑座(103),滑座(103)连接有固定于涂漆设备上的滑槽架(104);所述夹套本体(101)内还设有长条型的竖向贯穿槽(105),竖向贯穿槽(105)中部的前后两侧设有滑槽(106)。本技术具有能够有效提升漆膜涂覆均匀性的特点。
技术研发人员:顾正韡,李建兵,沈兴良,刘斌,顾永明
受保护的技术使用者:浙江长城电工新材科技有限公司
技术研发日:20230728
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!