一种环形磁芯防变形治具的制作方法
本技术涉及软磁磁芯切割,具体为一种环形磁芯防变形治具。
背景技术:
1、在非晶或纳米晶磁芯行业中,根据下游客户(电感器或变压器厂商)的具体应用领域和产品特性需求不同,需要对磁芯进行切割处理,将环形磁芯切割成客户需要的形状和尺寸,以满足客户对磁芯产品的感值、q值、电阻、磁损等特性需求。
2、在现有技术中,对于非晶或纳米晶磁芯产品的切割工艺,通常是先在切割机中心轴上安装对应规格的砂轮片,再将环形磁芯夹持在台钳上,开启切割机同时喷洒切削液将磁芯产品切割成客户需要的形状和规格尺寸。但是由于客户对磁芯产品特性要求不同,使用的砂轮片厚度和硬度也有差异,当使用厚度薄的砂轮片切割环形磁芯产品时,由于切割过程中和切割完成后磁芯存在收缩的问题,当切割过程中磁芯收缩时会导致砂轮片变形,加上砂轮片高速旋转会导致砂轮片破裂,使磁芯切割面不平整和尺寸达不到要求;当切割后磁芯收缩时,会导致切割的磁芯气隙变小,达不到客户要求的特性。当客户要求使用气隙垫时,需要安排人工再次使用台钳撑开磁芯内环来增大气隙,才能装入气隙垫,增加了生产工序和人工成本。
技术实现思路
1、本实用新型的目的在于提供一种环形磁芯防变形治具,以解决上述的技术问题。
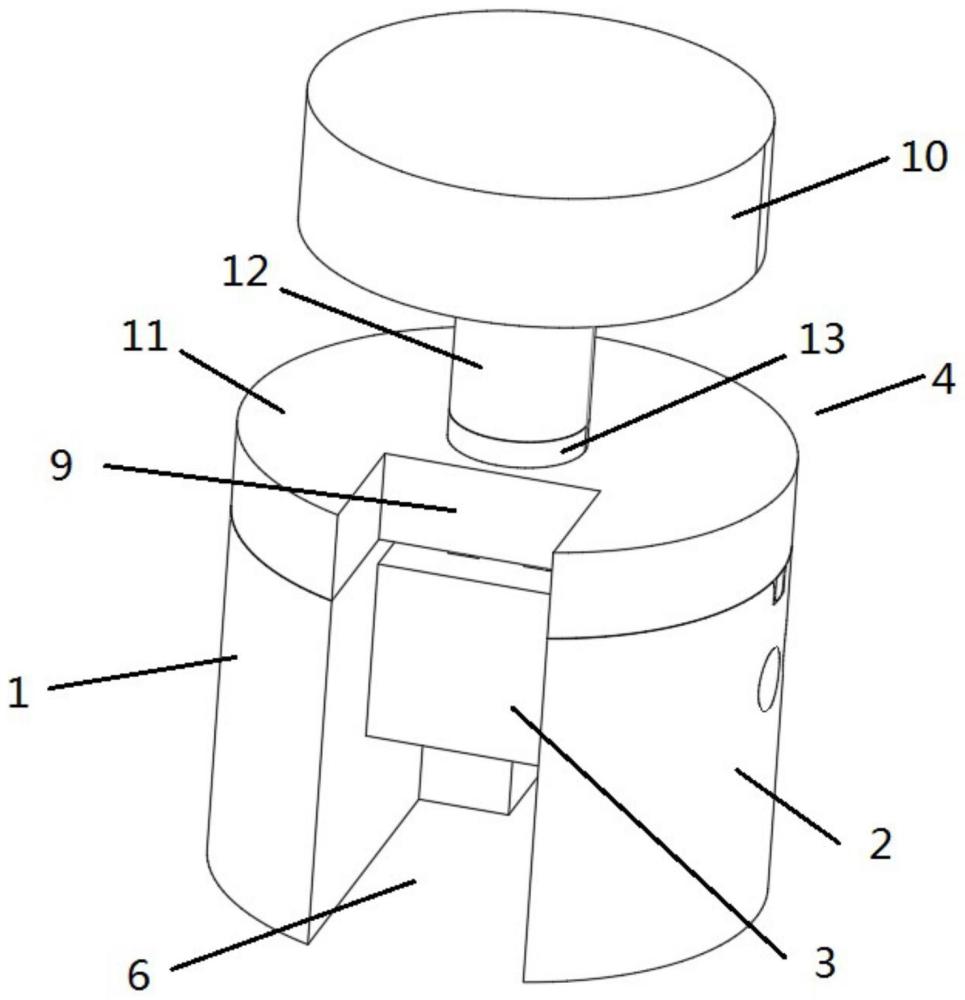
2、为实现上述目的,本实用新型提供如下技术方案:一种环形磁芯防变形治具,包括:第一磁芯内环限位块、第二磁芯内环限位块、内环锁紧块、支撑块和连接结构;
3、所述第一磁芯内环限位块与所述第二磁芯内环限位块互为对称结构;
4、所述内环锁紧块固定连接于所述第一磁芯内环限位块和所述第二磁芯内环限位块之间,使所述第一磁芯内环限位块与所述第二磁芯内环限位块之间存留有切刀空间;
5、所述内环锁紧块的表面开设有螺纹孔,所述支撑块位于所述内环锁紧块的上方,所述支撑块对应于所述螺纹孔开设有贯通孔;
6、所述连接结构的下端穿过所述贯通孔,并与所述螺纹孔配合连接。
7、在其中一个实施例中,所述连接结构的上端设置有转动手柄。
8、在其中一个实施例中,所述支撑块包括盖板和套筒;
9、所述盖板的中部设置有所述贯通孔,所述套筒中部设置有所述贯通孔,所述套筒设置于所述盖板的上方;
10、所述连接结构的下端分别穿过所述套筒和所述盖板,并与所述螺纹孔配合连接。
11、在其中一个实施例中,所述盖板与所述套筒之间设置有金属垫圈。
12、在其中一个实施例中,所述第一磁芯内环限位块与所述第二磁芯内环限位块分别通过螺钉螺孔结构与所述内环锁紧块固定连接。
13、在其中一个实施例中,所述盖板的下表面设置有限位筋条;
14、所述第一磁芯内环限位块与所述第二磁芯内环限限位块的上表面对应于所述限位筋条的位置设置有限位凹槽;
15、所述限位筋条与所述限位凹槽相匹配。
16、在其中一个实施例中,所述盖板对应于所述切刀空间的表面开设有切刀槽。
17、与现有技术相比,本实用新型的有益效果是:
18、本实用新型所提供的一种环形磁芯防变形治具,用于实现对环形磁芯内环的支撑,使得环形磁芯在通过砂轮切割完成后,在磁芯内环限位块的作用下无法发生收缩变形,从而保证环形磁芯所切割出的气隙的正常尺寸,也不需要人工采用台钳对切割完成的环形磁芯进行扩大气隙的操作,节省人力,从而本申请达到了保证环形磁芯的切割加工的精度,同时节省人力,提高生产效率,降低生产成本的技术效果。
技术特征:
1.一种环形磁芯防变形治具,其特征在于,包括:第一磁芯内环限位块、第二磁芯内环限位块、内环锁紧块、支撑块和连接结构;
2.根据权利要求1所述的环形磁芯防变形治具,其特征在于,所述连接结构的上端设置有转动手柄。
3.根据权利要求2所述的环形磁芯防变形治具,其特征在于,所述支撑块包括盖板和套筒;
4.根据权利要求3所述的环形磁芯防变形治具,其特征在于,所述盖板与所述套筒之间设置有金属垫圈。
5.根据权利要求1所述的环形磁芯防变形治具,其特征在于,所述第一磁芯内环限位块与所述第二磁芯内环限位块分别通过螺钉螺孔结构与所述内环锁紧块固定连接。
6.根据权利要求3所述的环形磁芯防变形治具,其特征在于,所述盖板的下表面设置有限位筋条;
7.根据权利要求3所述的环形磁芯防变形治具,其特征在于,所述盖板对应于所述切刀空间的表面开设有切刀槽。
技术总结
本技术提供了一种环形磁芯防变形治具,包括:第一磁芯内环限位块、第二磁芯内环限位块、内环锁紧块、支撑块和连接结构;所述第一磁芯内环限位块与所述第二磁芯内环限位块互为对称结构;所述内环锁紧块固定连接于所述第一磁芯内环限位块和所述第二磁芯内环限位块之间,使所述第一内环磁芯限位块与所述第二内环磁芯限位块之间存留有切刀空间;所述内环锁紧块的表面开设有螺纹孔,所述支撑块位于所述内环锁紧块的上方,所述支撑块对应于所述螺纹孔开设有贯通孔;所述连接结构的下端穿过所述贯通孔,并与所述螺纹孔配合连接。本申请达到了保证环形磁芯的切割加工的精度,同时节省人力,提高生产效率,降低生产成本的技术效果。
技术研发人员:赵仁萍,关涛,王永飞
受保护的技术使用者:广州金磁海纳新材料科技有限公司
技术研发日:20230728
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!