一种R6/R7光伏二极管全自动引线装填机的制作方法
本技术属于二极管自动引线装填,尤其涉及一种r6/r7光伏二极管全自动引线装填机。
背景技术:
1、二极管又称晶体二极管,简称二极管,另外,还有早期的真空电子二极管,它是一种具有单向传导电流的电子器件,作为电子产品的重要元件之一二极管在各行业起到了十分重要的作用。
2、现有的二极管进行引线装填时,大多采用人工进行引线装填,严重影响二极管的生产质量和生产效率。
技术实现思路
1、本实用新型的目的在于:为了解决现有的二极管进行引线装填时,大多采用人工进行引线装填,严重影响二极管的生产质量和生产效率而提出的一种r6/r7光伏二极管全自动引线装填机。
2、为了实现上述目的,本实用新型采用了如下技术方案:一种r6/r7光伏二极管全自动引线装填机,包括机架、输送结构、推料结构、引线装填机构和收料结构,所述输送结构包括马达、型材支架、输送带和过渡轨道,所述型材支架上设置有传送轴,所述马达连接在所述传送轴上,所述输送带套设在所述传送轴上,所述过渡轨道位于所述输送带的端侧,所述推料结构包括步进马达、模组底板、丝杆、滑动块和推杆,所述步进马达连接在所述模组底板上,所述丝杆连接在所述步进马达上,所述滑动块连接在所述丝杆上,所述推杆连接在所述滑动块上,所述模组底板还设置有检测光电,所述引线装填机构包括引线供料盘、长短条引线槽和引线切换下料槽,所述引线切换下料槽端侧设置有亚克力导模,所述亚克力导模的端侧连接在导模翻转机构,底部连接在双轴平移机构上,所述收料结构包括模组马达、移料直线模组、收料轨道和推料气缸,所述移料直线模组连接在所述模组马达上,所述模组马达连接在所述收料轨道上,所述推料气缸位于所述收料轨道的端侧。
3、作为上述技术方案的进一步描述:
4、所述型材支架上设置有传感器。
5、作为上述技术方案的进一步描述:
6、所述推杆上设置有滑槽,所述滑槽滑动在所述过渡轨道上。
7、作为上述技术方案的进一步描述:
8、所述推杆的截面呈l形。
9、作为上述技术方案的进一步描述:
10、所述型材支架的两侧设置有挡边。
11、作为上述技术方案的进一步描述:
12、所述双轴平移机构为xy平移机构。
13、作为上述技术方案的进一步描述:
14、所述导模翻转机构包括支撑块、旋转伸缩气缸和夹持体,所述旋转伸缩气缸连接在所述支撑块上,所述夹持体连接在所述旋转伸缩气缸上。
15、综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
16、1、本实用新型中,除摆放石墨舟和取出装填好引线的石墨舟外,其余所有的工作均由机器自动完成,人工摆放空石墨舟到输送带---单轴直线模组将石墨舟移至引线装填位---双轴直线模组带动石墨舟逐行装填引线---单轴直线模组将下一空石墨舟移至引线装填位并将已装填完引的石墨舟推送至收料直线模组---收料直线模组将石墨舟移到收料位---推料气缸将石墨舟送入收料轨道。
17、2、本实用新型中,人工放入空石墨舟至输送带上,输送带带动空石墨舟前移,传感器检测到石墨舟后输送带停止,单轴直线模组移送石墨舟后返回,输送带继续下一空石墨舟的移送,然后输送带上空石墨舟检测光电检测到有石墨舟,单轴直线模组开始移送石墨舟至引线装填位,单轴直线模组推杆回到起始位准备移送下一石墨舟,双料盘供料,长短条引线槽接料,拉刀切料,石墨舟一行通过亚克力导模接料,石墨舟逐装填,引线装填完毕后石墨舟返回石墨舟至引线装填位,单轴直线模组推杆回到起始位准备移送下一石墨舟,收料机构接入直线模组将已装填引线的石墨舟移到收料位,推料气缸将石墨舟推入收料轨道,轨道满料后提示,从而自动完成二极管自动引线装填工作。
技术特征:
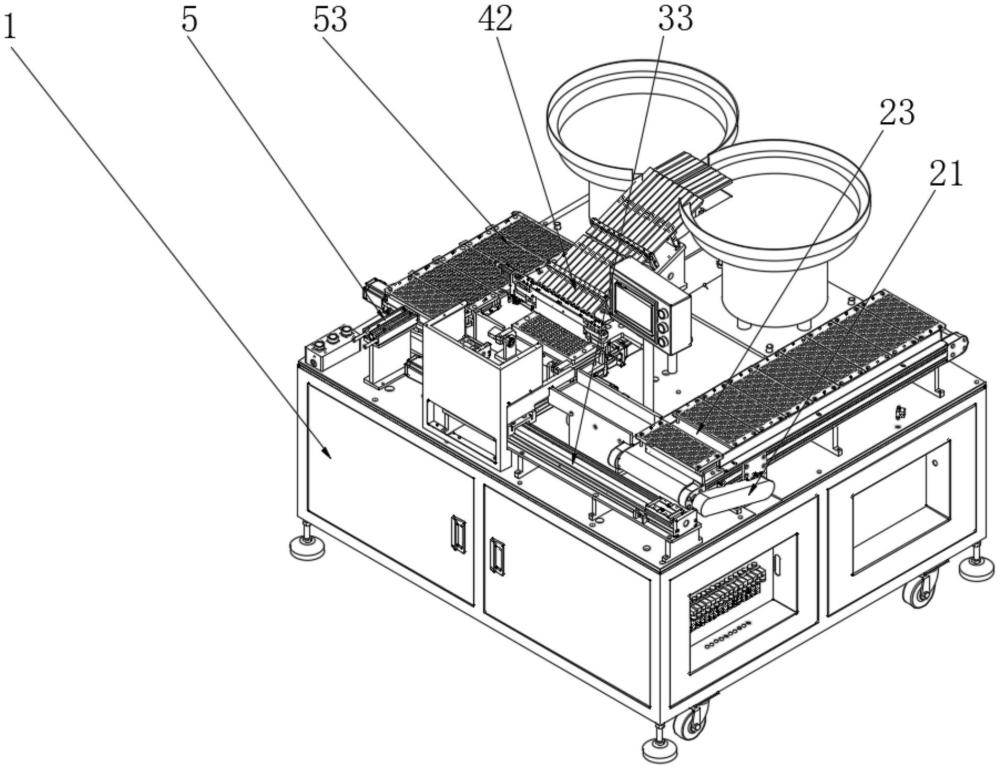
1.一种r6/r7光伏二极管全自动引线装填机,其特征在于,包括机架(1)、输送结构(2)、推料结构(3)、引线装填机构(4)和收料结构(5),所述输送结构(2)包括马达(21)、型材支架(22)、输送带(23)和过渡轨道(24),所述型材支架(22)上设置有传送轴(6),所述马达(21)连接在所述传送轴(6)上,所述输送带(23)套设在所述传送轴(6)上,所述过渡轨道(24)位于所述输送带(23)的端侧,所述推料结构(3)包括步进马达(31)、模组底板(32)、丝杆(33)、滑动块(34)和推杆(35),所述步进马达(31)连接在所述模组底板(32)上,所述丝杆(33)连接在所述步进马达(31)上,所述滑动块(34)连接在所述丝杆(33)上,所述推杆(35)连接在所述滑动块(34)上,所述模组底板(32)还设置有检测光电(7),所述引线装填机构(4)包括引线供料盘(41)、长短条引线槽(42)和引线切换下料槽(43),所述引线切换下料槽(43)端侧设置有亚克力导模(8),所述亚克力导模(8)的端侧连接在导模翻转机构(9),底部连接在双轴平移机构(13)上,所述收料结构(5)包括模组马达(51)、移料直线模组(52)、收料轨道(53)和推料气缸(54),所述移料直线模组(52)连接在所述模组马达(51)上,所述模组马达(51)连接在所述收料轨道(53)上,所述推料气缸(54)位于所述收料轨道(53)的端侧。
2.根据权利要求1所述的一种r6/r7光伏二极管全自动引线装填机,其特征在于,所述型材支架(22)上设置有传感器(10)。
3.根据权利要求2所述的一种r6/r7光伏二极管全自动引线装填机,其特征在于,所述推杆(35)上设置有滑槽(11),所述滑槽(11)滑动在所述过渡轨道(24)上。
4.根据权利要求1所述的一种r6/r7光伏二极管全自动引线装填机,其特征在于,所述推杆(35)的截面呈l形。
5.根据权利要求4所述的一种r6/r7光伏二极管全自动引线装填机,其特征在于,所述型材支架(22)的两侧设置有挡边(12)。
6.根据权利要求1所述的一种r6/r7光伏二极管全自动引线装填机,其特征在于,所述双轴平移机构(13)为xy平移机构。
7.根据权利要求1所述的一种r6/r7光伏二极管全自动引线装填机,其特征在于,所述导模翻转机构(9)包括支撑块(91)、旋转伸缩气缸(92)和夹持体(93),所述旋转伸缩气缸(92)连接在所述支撑块(91)上,所述夹持体(93)连接在所述旋转伸缩气缸(92)上。
技术总结
本技术公开了一种R6/R7光伏二极管全自动引线装填机,属于二极管自动引线装填技术领域,包括机架、输送结构、推料结构、引线装填机构和收料结构,输送结构包括马达、型材支架、输送带和过渡轨道,推料结构包括步进马达、模组底板、丝杆、滑动块和推杆,模组底板还设置有检测光电,引线装填机构包括引线供料盘、长短条引线槽和引线切换下料槽,引线切换下料槽端侧设置有亚克力导模,亚克力导模的端侧连接在导模翻转机构,底部连接在双轴平移机构上,收料结构包括模组马达、移料直线模组、收料轨道和推料气缸。本技术通过除摆放石墨舟和取出装填好引线的石墨舟外,其余所有的工作均由机器自动完成,提高二极管的生产质量和生产效率。
技术研发人员:沈童,沈向辉,刘美霞,尚林成
受保护的技术使用者:太仓市晨启电子精密机械有限公司
技术研发日:20230809
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!