一种液压链式模具的制作方法
本技术属于端子压接模具,具体涉及一种液压链式模具。
背景技术:
1、汽车线束行业铰接端子种类较多,其中一种454f型为粗线铰接端子,因端子较大,需使用液压设备进行压接作业,因液压机行程较高,只能使用普通液压模具,常规液压模具无法适用链式端子,需将链式端子改为单粒端子,单个压接(用手放置压接位置进行铰接作业),此方法作业效率低下,放端子同时存在严重安全隐患。
2、因此急需一种液压链式模具,可以适用链式端子的连续性压接。
技术实现思路
1、为解决上述问题,本实用新型提供了一种液压链式模具,通过设置压接刀口以及端子送料机构,并通过液压控制压接上刀口对端子的压接,使较大端子也可连续作业,通过机械送料,避免人员手工放置,极大的提高了生产成本和工作效率。
2、本实用新型提供的技术方案如下:
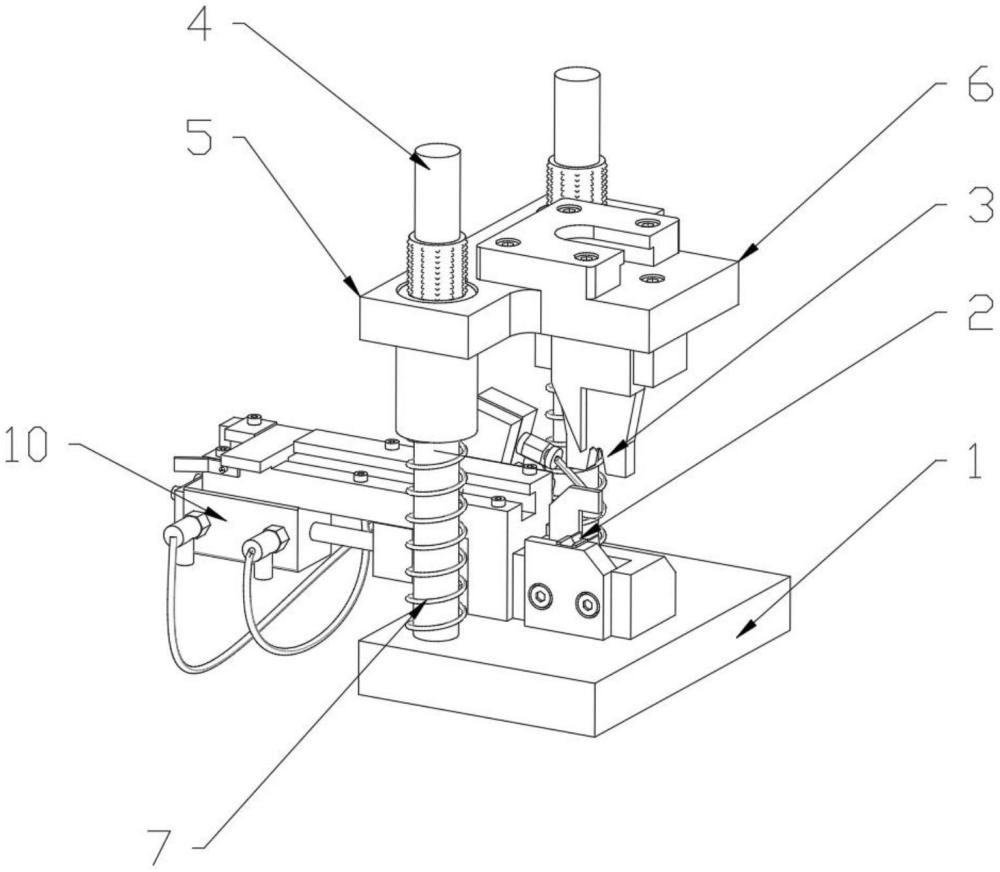
3、一种液压链式模具,包括底座,用于承载模具;
4、压接刀口,设置在底座上,包括固定在底座上的压接下刀口和通过液压升降设置在压接下刀口上并与其配合的压接上刀口,用于压接端子;
5、端子送料机构,设置在底座上,位于压接下刀口的一侧,用于将端子输送至压接刀口处。
6、在一些实施方式中,底座上设有两个导向柱,导向柱上通过导向块滑动设有模具挂头,压接上刀口设置在模具挂头下方。
7、在一些实施方式中,导向柱上在导向块下方设有反推弹簧。
8、在一些实施方式中,端子送料机构包括送料轨道以及设置在送料轨道下方的送料推爪,送料推爪又气缸推动沿送料轨道水平运动。
9、在一些实施方式中,送料推爪底部靠近压接下刀口的一侧设有行程调整控制杆。
10、在一些实施方式中,压接下刀口的一侧设有抬料刀口,抬料刀口下方设有推动其升降的气缸。
11、在一些实施方式中,压接下刀口的另一侧设有挡料板,挡料板呈倒l型。
12、在一些实施方式中,送料轨道的一侧设有控制送料的电磁阀。
13、综上所述,本实用新型的有益效果如下:
14、(1)本实用新型通过设置压接刀口以及端子送料机构,并通过液压控制压接上刀口对端子的压接,使较大端子也可连续作业,通过机械送料,避免人员手工放置,极大的提高了生产成本和工作效率。
15、(2)本实用新型通过在压接刀口的一侧设置抬料刀口和挡料板,防止端子或导线粘连在压接下刀口或压接上刀口上,提高了端子压接工艺的连续性。
技术特征:
1.一种液压链式模具,其特征在于,包括底座(1),用于承载模具;
2.根据权利要求1所述的液压链式模具,其特征在于,所述底座(1)上设有两个导向柱(4),导向柱(4)上通过导向块(5)滑动设有模具挂头(6),所述压接上刀口(3)设置在模具挂头(6)下方。
3.根据权利要求2所述的液压链式模具,其特征在于,所述导向柱(4)上在导向块(5)下方设有反推弹簧(7)。
4.根据权利要求1所述的液压链式模具,其特征在于,所述端子送料机构包括送料轨道(8)以及设置在送料轨道(8)下方的送料推爪(9),送料推爪(9)又气缸(10)推动沿送料轨道(8)水平运动。
5.根据权利要求4所述的液压链式模具,其特征在于,所述送料推爪(9)底部靠近压接下刀口(2)的一侧设有行程调整控制杆(11)。
6.根据权利要求2所述的液压链式模具,其特征在于,所述压接下刀口(2)的一侧设有抬料刀口(12),抬料刀口(12)下方设有推动其升降的气缸。
7.根据权利要求6所述的液压链式模具,其特征在于,所述压接下刀口(2)的另一侧设有挡料板(13),挡料板(13)呈倒l型。
8.根据权利要求4所述的液压链式模具,其特征在于,所述送料轨道(8)的一侧设有控制送料的电磁阀(14)。
技术总结
本技术公开了一种液压链式模具,包括底座,用于承载模具,压接刀口,设置在底座上,包括固定在底座上的压接下刀口和升降设置在压接下刀口上并与其配合的压接上刀口,用于压接端子,端子送料机构,设置在底座上,位于压接下刀口的一侧,用于将端子输送至压接刀口处,本技术的优点是,通过设置压接刀口以及端子送料机构,并通过液压控制压接上刀口对端子的压接,使较大端子也可连续作业,通过机械送料,避免人员手工放置,极大的提高了生产成本和工作效率。
技术研发人员:赫长山,安松,田延海,王珊
受保护的技术使用者:北京南通大地电气有限公司
技术研发日:20230825
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!