电池模组和电池包的制作方法
本技术涉及电池制造,尤其涉及一种电池模组和具有该电池模组的电池包。
背景技术:
1、随着电动汽车的推广普及,民众对于续航里程的要求越来越高,提升续航里程的途径很多,比如增大电池包外包络体积、提升电池单体能量密度、去模组化等方式。其中,去模组化是通过减少电池包中结构件,提升电池包体积利用率,在相同的空间内布置更多的电量,从而达到提升续航里程的目的。典型技术为ctp(cell to pack)布置技术,特别是刀片电池配合ctp技术,表现出非常优秀的体积利用率,但由于电池单体工艺限制其长度尺寸通常不超过1000mm,导致在采用刀片电池+ctp技术情况下,电池包宽度尺寸通常不超过1300mm,无法充分利用车身宽度空间,较大程度上制约了增大电池包宽度尺寸以提升总体电量的思路,存在改进的空间。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种电池模组,所述电池模组可实现不同数量的电池单体的连接固定,从而利于增大电池包的结构尺寸,提高体积利用率,增大续航。
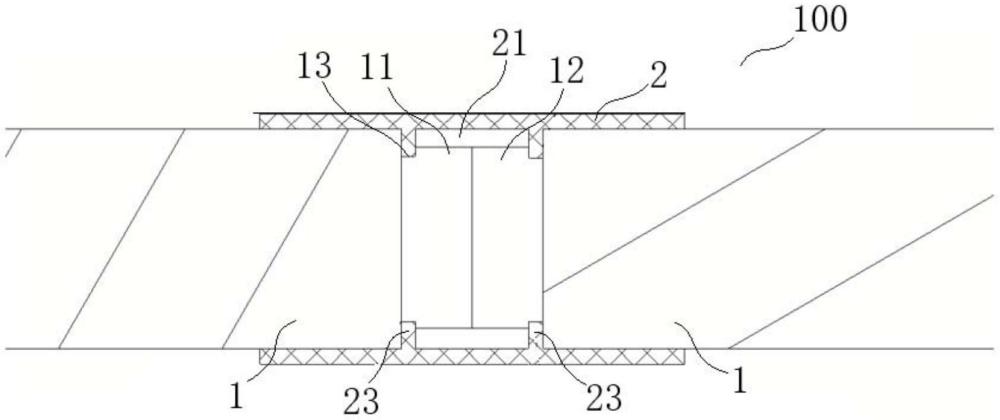
2、根据本实用新型实施例的电池模组,包括:至少两个电池单体,至少两个电池单体依次相连,相邻两个所述电池单体朝向彼此的端部均设有电池极柱;连接框架,所述连接框架形成有连接腔,相邻两个所述电池单体的端部均伸至所述连接腔内,且位于所述端部的两个所述电池极柱在所述连接腔内固定相连。
3、根据本实用新型实施例的电池模组,通过设置两个相邻的电池单体的端部在连接框架内进行连接,以实现两个电池单体在不同于厚度方向上的连接固定,从而利于增大电池模组的整体结构尺寸,提升电池容量,从而使得电池包能够充分地利用车身宽度空间,同时,连接框架利于保证两个电池单体的电池极柱连接更加稳定、可靠。
4、根据本实用新型一些实施例的电池模组,所述连接框设有与所述连接腔连通的焊接窗口,两个所述电池极柱适于从所述焊接窗口处焊接相连。
5、根据本实用新型一些实施例的电池模组,所述焊接窗口构造为长条形口,且所述焊接窗口的延伸方向和两个所述电池极柱的连接缝隙的延伸方向相同。
6、根据本实用新型一些实施例的电池模组,所述焊接窗口的延伸长度大于所述连接缝隙的延伸长度。
7、根据本实用新型一些实施例的电池模组,至少两个所述电池单体沿所述电池单体的长度方向依次相连。
8、根据本实用新型一些实施例的电池模组,所述连接框架内设有两个定位部,两个所述定位部分别与两个所述电池极柱限位配合,且用于限定相邻两个所述电池单体朝靠近或远离彼此的方向相对运动。
9、根据本实用新型一些实施例的电池模组,所述定位部构造为定位翻边,所述电池极柱的外周壁设有定位槽,所述定位翻边插接至所述定位槽内。
10、根据本实用新型一些实施例的电池模组,所述定位槽朝向所述电池单体的端盖敞开,且所述定位翻边插接至所述定位槽内且抵压于所述端盖。
11、根据本实用新型一些实施例的电池模组,所述电池极柱的宽度小于所在的电池单体的端面的宽度,和/或所述电池极柱的长度小于所在的电池单体的端面的长度。
12、本实用新型实施例的电池包。
13、根据本实用新型实施例的电池包,设置有上述任一种实施例所述的电池模组。
14、所述电池包和上述的电池模组相对于现有技术上所具有的优势相同,在此不再赘述。
15、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种电池模组,其特征在于,包括:
2.根据权利要求1所述的电池模组,其特征在于,所述连接框设有与所述连接腔连通的焊接窗口,两个所述电池极柱适于从所述焊接窗口处焊接相连。
3.根据权利要求2所述的电池模组,其特征在于,所述焊接窗口构造为长条形口,且所述焊接窗口的延伸方向和两个所述电池极柱的连接缝隙的延伸方向相同。
4.根据权利要求3所述的电池模组,其特征在于,所述焊接窗口的延伸长度大于所述连接缝隙的延伸长度。
5.根据权利要求1所述的电池模组,其特征在于,至少两个所述电池单体沿所述电池单体的长度方向依次相连。
6.根据权利要求1所述的电池模组,其特征在于,所述连接框架内设有两个定位部,两个所述定位部分别与两个所述电池极柱限位配合,且用于限定相邻两个所述电池单体朝靠近或远离彼此的方向相对运动。
7.根据权利要求6所述的电池模组,其特征在于,所述定位部构造为定位翻边,所述电池极柱的外周壁设有定位槽,所述定位翻边插接至所述定位槽内。
8.根据权利要求7所述的电池模组,其特征在于,所述定位槽朝向所述电池单体的端盖敞开,且所述定位翻边插接至所述定位槽内且抵压于所述端盖。
9.根据权利要求1所述的电池模组,其特征在于,所述电池极柱的宽度小于所在的电池单体的端面的宽度,和/或所述电池极柱的长度小于所在的电池单体的端面的长度。
10.一种电池包,其特征在于,设置有权利要求1-9中任一项所述的电池模组。
技术总结
本技术公开了一种电池模组和电池包,所述电池模组,包括:至少两个电池单体,至少两个电池单体依次相连,相邻两个所述电池单体朝向彼此的端部均设有电池极柱;连接框架,所述连接框架形成有连接腔,相邻两个所述电池单体的端部均伸至所述连接腔内,且位于所述端部的两个所述电池极柱在所述连接腔内固定相连。本技术的电池模组,通过设置两个相邻的电池单体的端部在连接框架内进行连接,以实现两个电池单体在不同于厚度方向上的连接固定,从而利于增大电池模组的整体结构尺寸,提升电池容量,从而使得电池包能够充分地利用车身宽度空间,同时,连接框架利于保证两个电池单体的电池极柱连接更加稳定、可靠。
技术研发人员:王正宏,袁文静,黄荣,王鹏,张显智
受保护的技术使用者:北京新能源汽车股份有限公司
技术研发日:20230829
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!