一种铅酸蓄电池用高精度加注工艺的制作方法
本发明属于蓄电池加工,尤其涉及一种铅酸蓄电池用高精度加注工艺。
背景技术:
1、在铅酸蓄电池的生产过程中电池需要进行单次注胶和多次注胶的注胶操作,现有的加注工艺方式是:(1)将储存容器内调配好的电池胶通过离心泵,泵入设备定量桶;
2、(2)离心泵继续运行直至上胶延时结束,定量桶因上胶延时溢出的电池胶通过桶口安装的溢流箱汇集,流至储存容器等待下次重复利用;
3、(3)打开真空管道使真空桶和电池内产生负压,达到电池加注所需负压值时打开定量桶至真空桶中间隔断压杆,随后电池胶经过定量桶内所安装液位高度可调节玻璃吸管,通过抽真空之后电池和大气产生的压差把电池胶吸入真空桶在注入电池。
4、现有的加注工艺存在的问题点有:(1)加注定量量不精准;(2)加注时间过长;(3)切换加注型号流程过于繁琐,耗时长;(4)无法达到电池中每小格的胶和酸的加注量完全统一。导致电池在后期充放电后出现电池胶加注量偏少和加注量偏多出现的电池内助过高,电池胶在电池内凝固后产生空腔,容易在生产时引起批量质量事故。因此,一种加注高精度,加注时长短的铅酸胶体蓄电池用加胶或加酸的高精度加注工艺流程亟待研究。
技术实现思路
1、针对上述情况,为了解决现有技术中铅酸蓄电池加注速度慢、加注量不精准和加注时无法达到电池每个单格的胶和酸量统一的技术问题,本发明提供一种加注精度达到±5‰的铅酸蓄电池加胶或加酸高精度加注工艺流程。
2、为了实现上述目的,采用了如下技术方案:本发明提供了一种铅酸蓄电池用高精度加注工艺,所述工艺包括如下步骤:
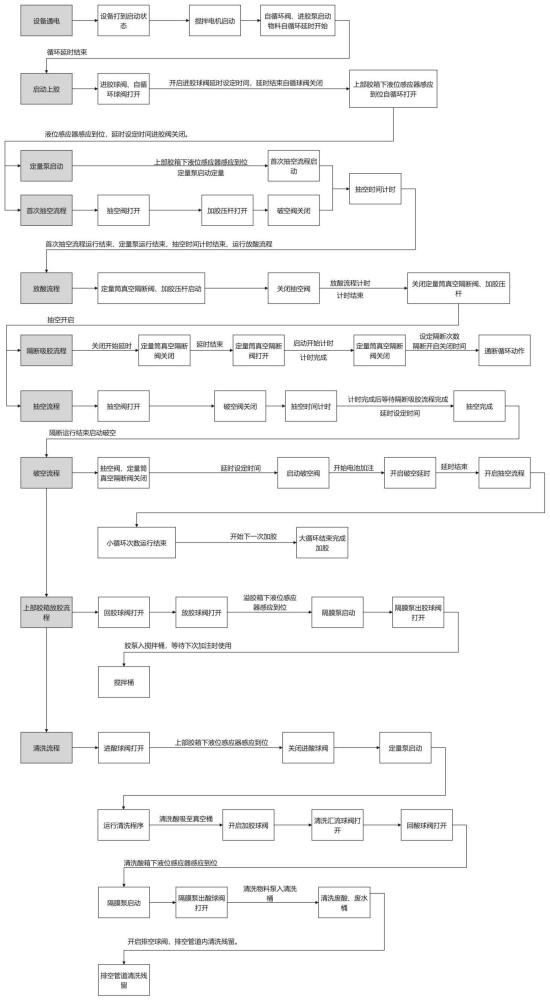
3、(1)设备通电:设备通电启动时搅拌桶电机启动,离心泵启动,循环球阀打开,开始循环搅拌桶内胶体使其充分搅拌融合,减少因搅拌时长不足所产生的胶体分离现象;
4、(2)启动上胶:加注物料循环结束,加注物料泵入上部胶箱暂存,待上部胶箱下液位感应到位启动定量泵打出加注所需值即可;
5、(3)定量泵启动:第一步在加注程序中设定所需加注值,第二步程序将设定所需加注值整数分配给定量大泵,尾数分配给定量小泵,使得加注程序中设定所需加注值定量更精准,第三步在通过无阀旋转陶瓷柱塞泵的启动将加注所需设定值泵入定量桶中等待程序运行即可,此加注结构部件的使用解决了以往加注工艺流程上加注定量调节耗时长,定量均衡性不一致,加注定量不精准等问题;
6、(4)首次抽空流程:在定量泵定量的同时提前将真空桶至加注电池内的空气吸出桶外,使桶与加注电池和桶外大气产生压差,等待定量结束,放胶结束,破空将加注物料注入电池;
7、(5)放胶流程:通过定量桶真空隔断阀打开,加胶压杆打开,关闭抽空,将物料吸入真空桶注入电池;
8、(6)隔断吸胶流程:放胶流程结束,抽空打开通过定量桶真空隔断阀间歇性开关隔断将定量桶内剩余物料吸入真空桶在延时抽空时间注入电池;
9、(7)抽空流程:通过加注工艺设定时间控制真空压杆阀与破空压杆阀开关时间实现对电池的抽空;
10、(8)破空流程:通过抽真空延时电池体内与大气产生的压差,开启破空桶大气将物料注入电池;
11、(9)上部胶箱放胶流程:加注物料不能在上部胶箱长时间停留,避免因时间停留过长导致加注物料产生分层,从而影响电池使用寿命,在达到上部胶箱延时设定时间时,放胶球阀打开,回胶球阀打开,溢胶箱下液位感应到位,启动隔膜泵,打开隔膜泵出胶球阀将物料泵入搅拌桶,等待下次启动上胶;
12、(10)清洗流程:设备在长期使用当中管道,真空桶,定量桶,和箱体内壁会残留吸附物料残留,在设备运行结束应当启用设备清洗流程对管道内残留物料进行清洗排空,清洗流程运行结束后通过启动隔膜泵,打开隔膜泵出酸球阀,通过管道将清洗残留排至清洗残留存储箱中。
13、进一步地,所述工艺采用的设备包括搅拌桶,所述搅拌桶通过管道连接上部胶箱,所述上部胶箱通过管道连接定量泵,所述定量泵下部设有定量桶,所述的定量桶前方固定设有真空桶。
14、进一步地,所述定量桶与真空桶中间固定设有隔断压杆。
15、进一步地,所述真空桶下部固定设有加胶压杆。
16、进一步地,所述真空桶的上方固定设有真空压杆机构。
17、进一步地,所述加胶压杆的下方固定设有溢胶箱。
18、进一步地,所述加胶压杆的下方固定设有清洗酸箱。
19、本发明的有益效果是:本发明提供的加注工艺流程发明加注精度高,加注耗时短,加注均衡性高度一致,加注配方跟换调用操作简单,跟换加注配方时只需调用已设置储存参数点击确认即可。另外,在更换电池型号时,大大节约了切换加注量的调整时间,此工艺流程同时提升了生产效率、品质和加注精度。实现生产过程中节能、环保,也使得加工、操作、控制、使用的简便。
技术特征:
1.一种铅酸蓄电池用高精度加注工艺,其特征在于:所述工艺包括如下步骤:
2.根据权利要求1所述的一种铅酸蓄电池用高精度加注工艺,其特征在于:所述工艺采用的设备包括搅拌桶(1),所述搅拌桶(1)通过管道连接上部胶箱(2),所述上部胶箱(2)通过管道连接定量泵(3),所述定量泵(3)下部设有定量桶(4),所述定量桶(4)的前方固定设有真空桶(6)。
3.根据权利要求2所述的一种铅酸蓄电池用高精度加注工艺,其特征在于:所述定量桶(4)与真空桶(6)中间固定设有隔断压杆(5)。
4.根据权利要求3所述的一种铅酸蓄电池用高精度加注工艺,其特征在于:所述真空桶(6)下部固定设有加胶压杆(7)。
5.根据权利要求4所述的一种铅酸蓄电池用高精度加注工艺,其特征在于:所述真空桶(6)的上方固定设有真空压杆机构(8)。
6.根据权利要求5所述的一种铅酸蓄电池用高精度加注工艺,其特征在于:所述加胶压杆(7)的下方固定设有溢胶箱(9)。
7.根据权利要求6所述的一种铅酸蓄电池用高精度加注工艺,其特征在于:所述加胶压杆(7)的下方固定设有清洗酸箱(10)。
技术总结
本发明公开了蓄电池加工技术领域的一种铅酸蓄电池用高精度加注工艺,所述工艺包括如下步骤:(1)设备通电;(2)启动上胶;(3)定量泵启动;(4)首次抽空流程;(5)放胶流程;(6)隔断吸胶流程;(7)抽空流程;(8)破空流程;(9)上部胶箱放胶流程;(10)清洗流程。本发明提供的加注工艺流程发明加注精度高,加注耗时短,加注均衡性高度一致,加注配方跟换调用操作简单,跟换加注配方时只需调用已设置储存参数点击确认即可。另外,在更换电池型号时,大大节约了切换加注量的调整时间。此工艺流程同时提升了生产效率、品质和加注精度。实现生产过程中节能、环保,也使得加工、操作、控制、使用的简便。
技术研发人员:邓乃夫,郑锐
受保护的技术使用者:中山信帜自动化工业有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!