一种刷胶电池片串焊机的制作方法
本发明涉及光伏组件加工,尤其涉及一种刷胶电池片串焊机。
背景技术:
1、目前的电池片串焊机存在的问题有:1、密栅线电池片的供带要求高,焊丝数量多,难以保证牵引和定位精度,分拣困难;2、焊丝不打弯导致两个电池片串联时,片间距处容易出现隐裂;3、拉带时夹爪的对位,以及拉力的均衡性和保持性差;4、压瓦与电池片单独搬运,耗时长效率低,放入固化线的位置精度容易出现偏差,焊丝与电池片刷胶处的对位精度不够;5、焊丝与电池片栅极的贴合度不够,影响导电率;6、连接起来的电池串运输过程中位置精度容易出现偏差,输送不够平稳,固化效果不够理想,压瓦无法很好的回收利用;7、无法满足快节奏的生产节拍和高效生产的要求,焊接效率低,运行稳定性差。
技术实现思路
1、本发明旨在解决现有技术中存在的技术问题,提供一种刷胶电池片串焊机,能够解决太阳能刷胶工艺电池串的自动化焊接,实现自动制带与拉带、精准归正定位电池片上料传输、相机数字化对位纠偏抓取与放置、压具重复使用等功能,以高速上下料、密栅线焊丝分拣、双夹爪上下交替式拉带、精确控制制带打弯位置、固化炉热风循环等优点,在满足生产节拍和效率的同时,解决现有技术中存在的各种问题,整机运行稳定性和环保安全性好,能够大大提高产品质量和串焊产业经济效益。
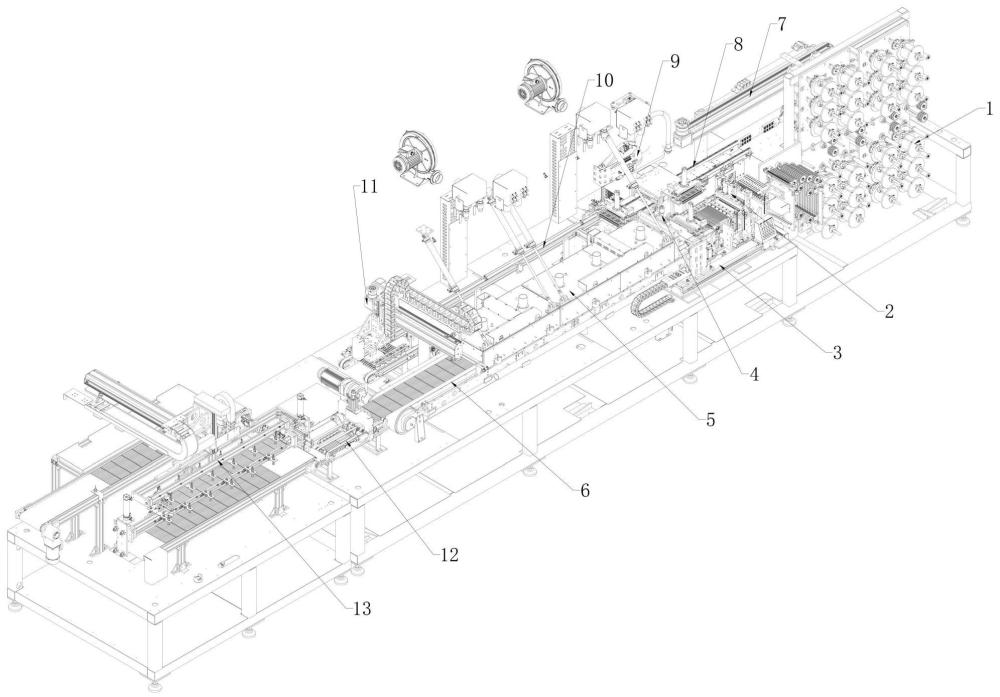
2、本发明的技术方案是:一种刷胶电池片串焊机,包括供带机构、制带机构、拉带机构、压胶机构、固化炉机构、固化输送线机构、电池片上料搬运机构、电池片搬运叉机构、机器人搬运机构、压具输送机构、压具回收机构、串切裁机构、el检测机构;
3、供带机构的焊丝穿入制带机构后由拉带机构夹持固定,制带机构实施打弯及切断动作并将焊丝送出一段距离,拉带机构夹住并拉出两个半片所需的焊丝长度后,制带机构重复实施前述动作,将拉带机构拉出的焊丝切断,同时为下次拉带做好准备;
4、所述制带机构和拉带机构共同安装在安装大板上,制带机构包括穿带机构、打弯机构、送带动力机构、第一切刀机构,焊丝通过穿带机构穿入打弯机构内,送带动力机构与打弯机构连接用于带动打弯机构移动以将焊丝切断端部送出第一切刀机构端部一段距离;所述拉带机构包括分别安装在直线电机移动模组上的内侧拉带手和外侧拉带手、以及托带机构,内外侧拉带手能够上下交替拉带,拉出的焊丝实施切断动作后由托带机构对焊丝尾端进行承托;
5、电池片上料搬运机构将电池片从电池片搬运叉机构一工位搬至二工位,与此同时压具输送机构输送压具,电池片和压具各自归正并汇流至机器人搬运机构的搬运工位,机器人搬运机构进行拍照检测并对位抓取电池片和压具;
6、所述电池片搬运叉机构包括后部搬运叉和前部搬运叉,后部搬运叉的输入端和前部搬运叉的输出端均设有电池片归正机构,两个搬运叉均包括定叉和动叉,通过动叉的多次抬升前移动作能够实现多片电池片的同步搬运,电池片上料搬运机构设置在两个搬运叉之间用于传输电池片;压具输送机构从相对方向输送压具,机器人搬运机构包括相机拍照检测机构、机器人、压具与电池片抓手机构、第二真空发生器,相机拍照检测机构对电池片和压具拍照检测后,机器人根据拍照结果带动压具与电池片抓手机构下降至指定位置进行抓取,第二真空发生器为压具与电池片抓手机构提供吸附力用于吸取电池片;
7、拉带机构将焊丝拉至固化输送线机构的焊丝电池片组装工位上配合实施拉直绷紧动作后,机器人搬运机构将压具和电池片对位放置在焊丝上,第一块压具空压焊丝前段上方,后方电池片顺位压在焊丝后段上方;接着重复此前动作,电池片、压具流至搬运工位,机器人搬运机构拍照检测,抓取等待,供带、制带、拉带机构制作两个半片焊丝长度,拉至第一步电池片放置位置的上方,此时压具与电池片再次对位放置,压具压住第一片电池片上方的焊丝,顺位电池片压住焊丝的后段,重复上述动作,制作成连续的电池串组件;
8、压胶机构设置在固化输送线机构的一端,固化炉机构设置在固化输送线机构的上方,电池串组件通过固化输送线机构往前流动,在进入固化炉机构之前通过压胶机构下压压具进行排胶,进入固化炉机构固化完成后,电池串流出,压具由压具回收机构继续搬运至压具输送机构上回流使用;
9、所述固化输送线机构包括输送线动力机构、传送带、张紧机构、尾夹机构、真空冷却过滤系统、真空管道,传送带下方设有热电偶,输送线动力机构驱动传送带运转,张紧机构用于调节传送带张紧或放松,尾夹机构安装在传送带一侧用于配合拉带机构拉直焊丝,真空冷却过滤系统通过真空管道为传送带表面提供吸附力并对吸入的热风进行降温;所述固化炉机构包括加热炉、热风循环机构、拉杆机构,热风循环机构与加热炉连通用于循环热风向电池串组件表面吹风,拉杆机构与加热炉连接可将加热炉向一侧翻转;
10、固化完成的电池串流入串切裁机构,串切裁机构将电池串从串间距处切断,形成电池串成品,再通过el检测机构通电并拍照检测电池串电流的流通性,ok品输送线流出,ng品放置废片位;
11、所述串切裁机构包括同步带组件、第二切刀机构、第一对射光电组、第二对射光电组、丝杆动力组件,电池串由同步带组件输送,第一对射光电组和第二对射光电组分别连接在第二切刀机构的两侧,用于计数电池片数量以及检测冲切位置,丝杆动力组件与第二切刀机构连接用于补偿同步带组件的输送误差;所述el检测机构包括上料输送线、气缸抓取旋转机构、模组抓取旋转机构、上电夹爪机构、成品横移模组,上料输送线将电池串成品向前输送到位,气缸抓取旋转机构吸取电池串并旋转到上位,模组抓取旋转机构安装在成品横移模组上由成品横移模组带动移动至电池串上方,将气缸抓取旋转机构上的电池串吸取起来旋转90°进行人工检测,上电夹爪机构安装在模组抓取旋转机构上,人工检测无误后利用上电夹爪机构闭合夹住电池串两侧外露焊丝,给电池串通电检测是否合格。
12、进一步的,本发明中所述供带机构包括安装在供带安装板上由步进电机组件驱动的若干个焊丝料卷,焊丝料卷插入步进电机组件的料卷轴上通过压紧组件压紧固定;焊丝经过导向轮组件、供带辅助轮、重锤轮穿入焊丝导向防跳组件后送出,重锤轮通过重锤座安装在直线轴承组件上,直线轴承组件的一侧设有用于检测重锤轮的低位感应检测开关和极限位光电开关。
13、进一步的,本发明中所述穿带机构包括排列在穿带底板上的若干第一导柱组,焊丝从第一导柱组的两根导柱中穿过,穿带底板上通过第一旋转轴转动安装有穿带安装板,穿带安装板上设有由穿带气缸驱动的若干个穿带压柱,可下压压住焊丝,穿带安装板的另一端通过第一插销与穿带底板连接固定;所述打弯机构包括底座,底座上设有导线板,导线板一侧排列若干第二导柱组,焊丝从第二导柱组的两根导柱中穿过,导线板上安装打弯块,底座上通过第二旋转轴转动安装活动架,活动架另一端通过第二插销与底座连接固定,活动架的两侧分别安装压带气缸和打弯动力气缸,压带气缸连接压带锤用于下压压住焊丝,打弯动力气缸连接打弯锤用于配合打弯块实施打弯动作;所述送带动力机构包括与打弯机构底部连接的安装组件、连接驱动安装组件的第一滚珠丝杆组件;所述第一切刀机构包括配合的上切刀和下切刀,下切刀滑动安装在导轨上由切刀气缸驱动升降,上切刀安装在切刀架上,切刀架一端转动安装、另一端通过第三插销固定。
14、进一步的,本发明中所述内侧拉带手和外侧拉带手分别安装在提升机构上,提升机构包括由皮带伺服动力组件驱动的第二滚珠丝杆组件,内外侧拉带手安装在滑块导轨组件上由第二滚珠丝杆组件带动升降;内外侧拉带手均包括安装主体、设于安装主体上的定夹组、与定夹组配合的动夹组、设于定夹组和动夹组之间的拉伸弹簧和止动螺栓,动夹组由推动气缸驱动移动实现闭夹,动夹组的每个动夹爪均通过定位柱和压缩弹簧定位安装;所述托带机构包括由升降气缸驱动升降的托带台,可实现拉带避让及抬升托带动作。
15、进一步的,本发明中所述电池片上料搬运机构包括安装在电池片上料横移模组上的抓手组件,抓手组件包括由第三滚珠丝杆组件带动升降的吸盘、与吸盘连接的第一真空发生器;所述动叉包括由第四滚珠丝杆组件带动升降的动叉组件,动叉由皮带横移组件驱动运动,皮带横移组件包括连接主从动轮的皮带、夹住皮带的皮带连接板、与皮带连接板连接的滑块组件,动叉安装在滑块组件上;所述压具输送机构包括压具输送线,压具输送线的输出端设有安装在压具横移模组上的压具归正机构,压具横移模组能够驱动压具归正机构运动从而调节压具与电池片的间距,所述压具归正机构包括前端安装到位接触开关的归正架,归正架的两侧分别设有压具归正气缸和侧限位;所述相机拍照检测机构包括相机、为相机拍照提供辅助光源的相机光源和背光灯,所述压具与电池片抓手机构包括吸盘座,吸盘座的一端设有用于吸取电池片的吸盘、另一端通过升降座弹性安装有用于吸附压具的电磁铁,升降座上还连接有用于检测压具是否吸附到位的接近开关。
16、进一步的,本发明中所述压胶机构包括由压胶气缸驱动升降的升降板、安装在升降板上的推进气缸、与推进气缸连接的推进架、弹性安装在推进架上的若干压胶压针;所述张紧机构包括由双联气缸推动的张紧轮,所述尾夹机构包括由抬起气缸驱动的抬起板、设于抬起板上的定爪,抬起板上安装由夹紧气缸驱动的滑板,滑板上设有与定爪配合的动爪;所述真空冷却过滤系统包括依次连接的真空风机、过滤器、冷却器,冷却器与真空管道连接;所述热风循环机构包括依次连接的进气箱、循环风机、出气箱,出气箱与加热炉的弯管连接,加热炉的顶管与进气箱连接,进气箱内还设有发热管。
17、进一步的,本发明中所述压具回收机构包括安装在回收横移模组上的z轴升降模组、连接在z轴升降模组上的前后移动模组,前后移动模组上设有用于吸附压具的电磁铁吸附组件。
18、进一步的,本发明中所述上料输送线上设有到位检测开关,所述气缸抓取旋转机构包括布置有第一吸盘组件以及感应开关的旋转梁,旋转梁的两端分别通过轴承组件和第一旋转气缸安装在升降导引件上,升降导引件安装在升降导轨上由第一笔杆气缸驱动升降;所述模组抓取旋转机构包括安装在z轴模组上的支撑梁组件、由第二旋转气缸驱动转动安装在支撑梁组件上的半旋组件,半旋组件上设有若干第二吸盘组件;所述上电夹爪机构固定安装在半旋组件上,上电夹爪机构包括由第二笔杆气缸驱动绕第三旋转轴旋转的动电极爪、与动电极爪配合闭合通电的定电极爪。
19、进一步的,本发明中所述上电夹爪机构通电检测瞬间通过下方el检测暗箱进行拍照,检测电池串电流是否流通,上料输送线的一侧还设有出料输送线和废料线,ok品通过出料输送线出料,ng品搬运至废料线上。
20、本发明与现有技术相比具有以下优点:
21、1)本发明整机直线型布局、压具回字型流动,设立两通道实现工艺,上通道为压具与电池片汇流通道,下通道右半区为焊丝制作通道,左半区为电池片与焊丝组装成串并固化;电池片以搬运叉方式搬运,搬运途中包含两组归正结构进行粗归正,压具以输送线方式流动,输送线具有压具归正功能,两者汇流至相机检测位进行拍照,坐标数据传至高速搬运机器人,机器人进行纠偏抓取;同步下通道进行制带,其中包含供带机构、制带机构、拉带机构、固化输送线机构与上通道的高速机器人动作联动,机器人重复压具与电池片吸取放置动作,下通道重复制带与上通道机器人搬运的压具与电池片在固化输送线电池串组装工位进行电池片相邻的上下交错焊接,通过固化输送线的运输在固化炉中进行导电胶固化,固化之后流入串切裁机构,将连续的电池片从串间距处切断成11个半片的组件,再流入el检测机构暗箱拍照检测,最后机械臂搬运至出料输送线出料,能够满足快节奏的生产节拍和高效生产的要求,焊接效率高,运行稳定性好。
22、2)本发明的刷胶电池片串焊机具备:
23、①、每根焊丝都有独立的工作位置上料工序,牵引和定位精度好,维护方便;
24、②、拉带、制带机构一体式组装,从最根本的零件精度保证对位精度,所有焊丝的打弯工作同步进行且打弯效果统一,避免电池片串联时片间距处出现隐裂,拉带采用无间歇上下交替的方式,生产节拍快,夹爪的拉力均衡性和保持性好;
25、③、压具与电池片实现同步搬运,在上料汇流处增设相机拍照检测机构可保证电池片完整,防止流入下道工序,并与机器人信号交互,机器人自适应纠偏抓取,从而提高焊丝与电池片刷胶处的对位精度;
26、④、在固化输送线机构上增设压胶机构,保证焊丝与电池片栅极充分贴合,增加导电率;
27、⑤、为防止电池串运输过程中位置精度出现偏差,传送带采用张紧机构张紧使传送带在受热变形的过程中能始终保持在张紧且不跑偏的状态;电池片上方采用热风循环的方式、下方采用恒温加热元件,使电池片导电胶在固化过程中能够受热均匀;固化输送线机构采用大流量风机维持真空度,保证电池片落位时、运输中不跑偏,并在真空风机前道设立冷却器及过滤器,防止高温空气及杂质损坏风机,影响其寿命;此外,还增设了压具回收及归正功能保证与电池片同时抓取时的对中精度。
- 还没有人留言评论。精彩留言会获得点赞!