一种光伏组件生产方法及设备与流程
本发明涉及光伏组件生产,特别是涉及一种光伏组件生产方法及设备。
背景技术:
1、传统的光伏组件的制备中,通常电池片经过串联后被输送到不同的设备中依次进行排版和完成焊接汇流带,排版需要将多个电池片串联成的电池串通过机械臂连续排布在玻璃板上,排布好的电池串组再进入到汇流带焊接设备中,完成汇流带的制备以及电池串的首尾端的汇流带焊接工序,该光伏组件制备方法工序复杂,生产效率低,且设备成本高;在电池串的流转过程中,还需要对电池串进行多次搬运转移、校正位置,容易导致电池串损坏,影响组件的生产质量。
技术实现思路
1、针对上述技术问题,本发明的提供了一种光伏组件生产方法及设备,能够在一个设备中同时兼容电池串的排版和汇流带的焊接,并且同时实现电池串的排版和汇流带的焊接工艺,设备工艺和结构简单,且提高了光伏组件的生产效率。
2、第一方面,本申请提出了一种光伏组件生产方法,包括:光伏组件中沿着电池串宽度方向被分割为n个电池串单元,每个所述电池串单元包括多个电池串,n为大于或者等于2的整数;
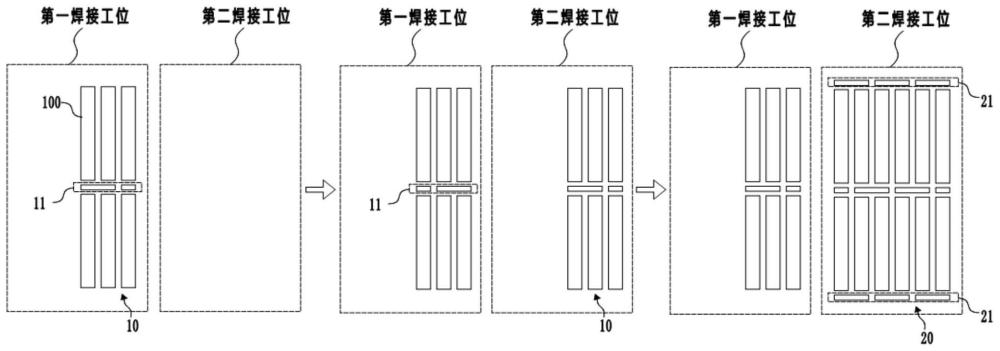
3、在第一焊接工位上布设所述电池串形成所述电池串单元;
4、在第一焊接工位上的所述电池串单元两端或中部焊接第一组汇流带形成组件单元;
5、将所述组件单元搬离所述第一焊接工位后继续在第一焊接工位连续制备出n-1个组件单元,每制备一个所述组件单元,将其搬离所述第一焊接工位;
6、将n个所述组件单元移送至第二焊接工位互联焊接形成光伏组件。
7、进一步地,将n个所述组件单元移送至第二焊接工位互联焊接为光伏组件包括:
8、将n个所述组件单元之间的部分所述第一组汇流带互联焊接在一起形成光伏组件。
9、进一步地,将n个所述组件单元移送至第二焊接工位互联焊接为光伏组件包括:
10、在所述第二焊接工位通过第二组汇流带将n个所述组件单元两端或中部互联焊接在一起形成光伏组件,所述第二组汇流带与所述第一组汇流带的分布位置不同。
11、进一步地,每个所述组件被依次移送至第二焊接工位上焊接位于所述组件单元两端或中部的所述第二组汇流带,形成焊接单元;
12、将n个所述焊接单元在所述第二焊接工位继续焊接为所述光伏组件。
13、进一步地,所述组件单元搬离所述第一焊接工位后还包括:
14、不释放所述组件单元,往复抓取n次所述第一焊接工位上的所述组件单元,每次被抓取的所述组件单元排布在前一个被抓取的所述组件单元的一侧,使得n个所述组件单元按照所述光伏组件结构排布,再将n个所述组件单元整体移至所述第二焊接工位上互联焊接。
15、进一步地,在所述第二焊接工位的下方设有承接工位,将所述第一焊接工位制备好的n-1组所述组件单元预先移送至所述承接工位上,在所述第二焊接工位同时焊接n组所述组件单元上的所述第二组汇流带,形成所述光伏组件。
16、进一步地,在布设电池串之前,将每个所述电池串水平旋转90度方向。
17、进一步地,在第二焊接位置的后端设有用于承载玻璃的输料工位,第二焊接工位焊接好的光伏组件被移送放置在所述输料工位上的玻璃上,由所述输料工位输出所述玻璃和光伏组件。
18、第二方面,本申请提出了一种光伏组件生产设备,包括设置在第一焊接工位的布串机构、第一汇流焊接机构;设置在第二焊接工位的第二汇流焊接机构,以及可移动的设置在第一焊接工位和第二焊接工位的提串机构;其中,
19、所述布串机构沿第一方向可移动地设置在进料端和第一焊接工位的上方,用于抓取进料端的电池串并在第一焊接工位布设n组电池串单元;
20、所述第一汇流焊接机构用于在每个所述电池串单元的两端或中部焊接第一组汇流带;
21、所述提串机构用于将第一焊接工位上的所述组件单元分步搬运至第二焊接工位;
22、所述第二汇流焊接机构用于将n组电池串单元互联焊接为光伏组件。
23、进一步地,所述第二汇流焊接机构还包括用于制备第二组汇流带的制带机构和用于焊接所述第二组汇流带和所述组件单元的焊头机构,所述焊头机构还用于将所述第二组汇流带转运至n组所述组件单元的两端或中部与所述组件单元焊接。
24、进一步地,还包括设于所述第二焊接工位下方和所述第二焊接工位后方的输送机构,所述输送机构将用于承载所述光伏组件的玻璃从所述第二焊接工位输出至所述第二焊接工位的后方。
25、进一步地,还包括设于所述第一焊接工位和所述第二焊接工位之间的第三汇流焊接机构,所述第三汇流焊接机构用于制备和焊接与所述第一组汇流带长度方向垂直设置的第三组汇流带。
26、进一步地,在第二焊接工位下方设有承接台,所述承接台用于承接所述提串机构从所述第一焊接工位抓取的所述组件单元。
27、本申请提出的光伏组件生产方法及装置,将一个光伏组件划分为沿长度分割的n组电池串单元,n组电池串单元分别在第一焊接工位和第二焊接工位依次完成排版和位于光伏组件中不同的位置上的汇流带的焊接,使得光伏组件被分布完成排布和不同位置汇流带的焊接,不仅同时集合了单个电池串在的排版工艺,还能同步完成光伏组件上的汇流带焊接工艺,简化了现有的排版汇流带焊接工艺,且第一焊接工位上的排版和第二焊接工位上的互联焊接可以同时进行,从而提高了光伏组件的生产效率。
技术特征:
1.一种光伏组件生产方法,其特征在于,包括:光伏组件(20)中沿着电池串(100)宽度方向被分割为n个电池串单元,每个所述电池串单元包括多个电池串(100),n为大于或者等于2的整数;
2.根据权利要求1所述的光伏组件生产方法,其特征在于,将n个所述组件单元(10)移送至第二焊接工位互联焊接为光伏组件(20)包括:
3.根据权利要求1所述的光伏组件生产方法,其特征在于,将n个所述组件单元(10)移送至第二焊接工位互联焊接为光伏组件(20)包括:
4.根据权利要求3所述的光伏组件生产方法,其特征在于,每个所述组件单元(10)被依次移送至第二焊接工位上焊接位于所述组件单元(10)两端或中部的所述第二组汇流带(21),形成焊接单元(30);
5.根据权利要求1所述的光伏组件生产方法,其特征在于,所述组件单元(10)搬离所述第一焊接工位后还包括:
6.根据权利要求3所述的光伏组件生产方法,其特征在于,在所述第二焊接工位的下方设有承接工位,将所述第一焊接工位制备好的n-1组所述组件单元(10)预先移送至所述承接工位上,在所述第二焊接工位同时焊接n组所述组件单元(10)上的所述第二组汇流带(21),形成所述光伏组件(20)。
7.根据权利要求1所述的光伏组件生产方法,其特征在于,在布设电池串(100)之前,将每个所述电池串(100)水平旋转90度方向。
8.根据权利要求1所述的光伏组件生产方法,其特征在于,在第二焊接位置的后端设有用于承载玻璃(40)的输料工位,第二焊接工位焊接好的光伏组件(20)被移送放置在所述输料工位上的玻璃(40)上,由所述输料工位输出所述玻璃(40)和所述光伏组件(20)。
9.一种光伏组件生产设备,其特征在于,基于权利要求1-8任一项所述的光伏组件生产方法,包括设置在第一焊接工位的布串机构(200)、第一汇流焊接机构(300);设置在第二焊接工位的第二汇流焊接机构(500),以及可移动的设置在第一焊接工位和第二焊接工位的提串机构(400);其中,
10.根据权利要求9所述的光伏组件生产设备,其特征在于,所述第二汇流焊接机构(500)还包括用于制备第二组汇流带(21)的制带机构(310)和用于焊接所述第二组汇流带(21)和所述组件单元(10)的焊头机构(320),所述焊头机构(320)还用于将所述第二组汇流带(21)转运至n组所述组件单元(10)的两端或中部与所述组件单元(10)焊接。
11.根据权利要求9所述的光伏组件生产设备,其特征在于,还包括设于所述第二焊接工位下方和所述第二焊接工位后方的输送机构(600),所述输送机构(600)用于将承载所述光伏组件(20)的玻璃(40)从所述第二焊接工位输出至所述第二焊接工位的后方。
12.根据权利要求9所述的光伏组件生产设备,其特征在于,还包括设于所述第一焊接工位和所述第二焊接工位之间的第三汇流焊接机构,所述第三汇流焊接机构用于制备和焊接与所述第一组汇流带(11)长度方向垂直设置的第三组汇流带。
13.根据权利要求9所述的光伏组件生产设备,其特征在于,在第二焊接工位下方设有承接台,所述承接台用于承接所述提串机构(400)从所述第一焊接工位抓取的所述组件单元(10)。
技术总结
本发明公开了一种光伏组件生产方法及设备,涉及光伏组件生产技术领域,包括:将一个光伏组件划分为沿宽度分割的N个电池串单元并分步完成不同的加工工艺,N个电池串单元分别在第一焊接工位和第二焊接工位依次完成排版和位于光伏组件中不同的位置上的汇流带的焊接,使得同一个光伏组件被分步完成排布和不同位置汇流带的焊接,不仅完成了所有电池串的排版工艺,还能同步完成光伏组件上的汇流带焊接工艺,简化了现有的排版和汇流带焊接工艺步骤,且第一焊接工位上的排版和第二焊接工位上的互联焊接可以在两个光伏组件上分步同时进行,从而提高了光伏组件的生产效率。
技术研发人员:李浩,关瑞,李杰亮,殷芹
受保护的技术使用者:宁夏小牛自动化设备股份有限公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!