电芯替换设备、电芯翻包生产线及电芯替换方法与流程
本技术涉及锂电池制作,尤其涉及一种电芯替换设备、电芯翻包生产线及电芯替换方法。
背景技术:
1、在电芯翻包生产线上,当需要替换掉不合格电芯时,费时费力,经常需要停线等待,造成生产效率低。
2、以上仅为对相关技术的描述,并不代表申请人承认上述为现有技术。
3、鉴于此,有必要提供一种新的电芯替换设备、电芯翻包生产线及电芯替换方法,以解决或至少缓解上述技术缺陷。
技术实现思路
1、鉴于上述问题,本技术提供一种电芯替换设备、电芯翻包生产线及电芯替换方法,旨在解决相关技术中替换不合格电芯费时费力,造成生产效率低的技术问题。
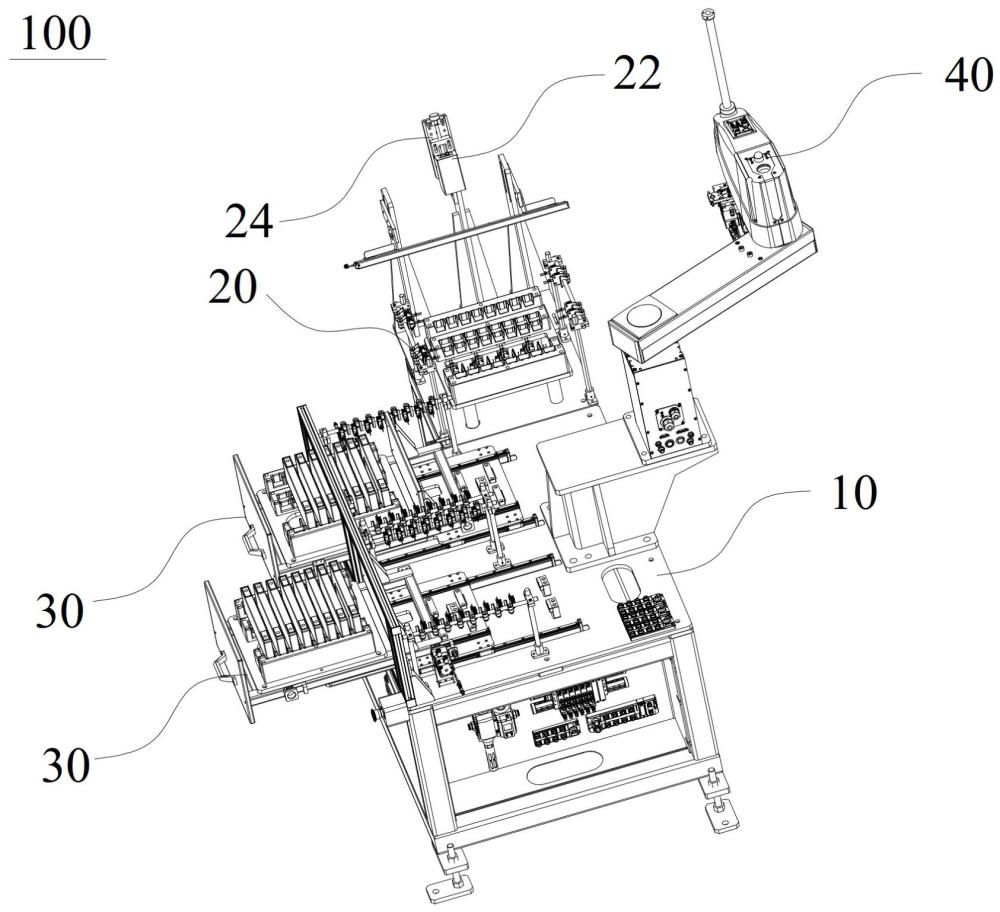
2、根据本技术的一些实施例,本技术提供一种电芯替换设备,包括机架和安装于所述机架的搬运装置,所述机架具有合格电芯缓存区域和不合格电芯存放区域,所述合格电芯缓存区域用于存放合格的电芯,所述不合格电芯存放区域用于存放不合格的电芯,所述搬运装置用于将所述不合格的电芯搬运至所述不合格电芯存放区域,并根据搬运的所述不合格的电芯的数量从所述合格电芯缓存区域取走相同数量的所述合格的电芯。
3、通过在机架设置合格电芯缓存区域和不合格电芯存放区域,通过搬运装置将不合格的电芯搬运至不合格电芯存放区域,并根据搬运的不合格的电芯的数量从合格电芯缓存区域取走相同数量的合格的电芯,能够将生产线上不合格的电芯自动替换为数量相等的合格的电芯,整个操作过程自动完成,不需要人工操作,并且替换过程中,前工序的检测设备正常工作,将合格的电芯通过运输装置运送到存放滑台,当存放滑台的数量达到预设值时,打包设备用于将存放滑台的合格的电芯打包。即整个替换过程不会影响前工序的检测设备的检测工序,也不会影响后续工序的打包工序,不需要停机等待,提升了生产效率。
4、在一些实施例中,所述合格电芯缓存区域设置有缓冲台和扫码机,所述缓冲台用于存放所述合格的电芯,所述扫码机用于获取被取走所述合格的电芯的条码信息。
5、通过设置缓冲台和扫码机,缓冲台为合格的电芯提供存放位置,扫码机用于获取被取走的合格的电芯的条码信息,条码信息会被存储,起到溯源的作用。该实施例能够自动获取取走的合格的电芯的条码信息,不需要人工扫码记录,大幅提升了电芯替换的效率。
6、在一些实施例中,当所述搬运装置从所述缓冲台取走所述合格的电芯时,所述扫码机获取所述合格的电芯的条码信息。
7、通过设置搬运装置在取走合格的电芯的同时,控制扫码机获取被取走的合格的电芯的条码信息,既方便获取电芯的条码信息,又能够减少出现获取条码信息的合格的电芯与取走的合格的电芯不是同一电芯的风险。
8、在一些实施例中,所述合格电芯缓存区域还设置有第一传感器,所述第一传感器用于获取所述缓冲台的所述合格的电芯的图像信息。
9、通过在合格电芯缓存区域设置第一传感器,根据所述第一传感器获取的图像信息,获取合格的电芯的数量和位置,以便对合格的电芯进行补充或者位置上的校准,进一步确保替换工序的正常进行。
10、在一些实施例中,所述缓冲台设置有多种不同尺寸或形状的存放格,所述存放格用于存放不同尺寸或形状的所述合格的电芯。
11、通过将存放格设置为多个多种不同的形状或尺寸,能够适用不同形状或尺寸的电芯,有利于提升缓冲台的适用范围,减少了备件数量和备件成本,同时能够减少换产时缓冲台的补充合格的电芯的频率,提升生产效率。
12、在一些实施例中,所述合格电芯缓存区域还设置有支架,所述支架可调节地安装于所述机架,所述扫码机安装于所述支架。
13、通过设置支架可上下滑动、左右滑动地安装于机架上,并且将扫码机设置在支架上,可以调整扫码机的位置,并且通过设置支架可转动地安装于机架,可以调整扫码机的扫描角度。
14、在一些实施例中,所述不合格电芯存放区域设置有存放台和第二传感器,所述存放台用于存放所述不合格的电芯,所述第二传感器用于获取所述不合格的电芯图像信息。
15、通过在不合格电芯存放区域设置第二传感器,根据所述第二传感器获取的图像信息,获取不合格的电芯的数量和位置,以便在不合格的电芯占满存放台时将对不合格的电芯取走,或者在位置不准确时进行位置上的校准,进一步确保替换工序的正常进行。
16、在一些实施例中,所述存放台包括抽屉和安装于所述抽屉的滑动架,所述不合格电芯存放区域还设置有滑轨,所述滑动架可滑动地安装于所述滑轨,所述抽屉上设置有多个电芯放置位,所述电芯放置位用于放置所述不合格的电芯。
17、通过设置存放台滑动地安装于滑轨上,方便打开或关闭抽屉,以方便存放不合格的电芯,并且抽屉上设置有多个电芯放置位,能够一次存放多个数量的电芯或者多种不同规格的电芯。
18、在一些实施例中,所述存放台上设置有插孔,所述不合格电芯存放区域上设置有驱动件和与所述驱动件的驱动轴连接的插接件,所述驱动件用于驱动所述插接件插入所述插孔以阻挡所述存放台滑动。
19、通过在存放台上设置插孔,在不合格电芯存放区域设置驱动件以及与驱动件连接的插接件,通过控制驱动件驱动插接件插入插孔实现存放台位置的固定,通过控制驱动件驱动插接件缩回插孔可以移动存放台,具体当存放台包括抽屉和滑动安装于滑轨的滑动架,当插接件缩回插孔时,可以驱动抽屉上滑轨上滑动,以漏出更多的电芯放置位或者关闭抽屉。
20、在一些实施例中,所述插孔包括第一限位孔和第二限位孔,所述第一限位孔和所述第二限位孔沿所述存放台的滑动方向间隔设置,所述插接件用于插入所述第一限位孔和所述第二限位孔其中之一。
21、通过在存放台上设置第一限位孔和第二限位孔,通过插接件插入其中一个限位孔中对存放台的位置进行限位,能够预防存放台运动位置超过预设限度,同时,还能使得存放台在限位位置的稳定性得到提高。
22、在一些实施例中,所述不合格电芯存放区域还设置有位置传感器,所述位置传感器用于检测所述存放台的位置。
23、通过设置位置传感器,用于检测存放台的位置是否在预设的安全设定范围之内,防止存放台的运动位置过限,提升安全保障。
24、在一些实施例中,所述存放台的数量为两个。
25、通过设置存放台的数量为两个,能够在其中一个存放台存放的不合格的电芯数量满了时,控制搬运装置将不合格的电芯搬运至另一个存放台,避免因为取走不合格的电芯时,造成生产线停机等待,有利于提升生产效率。
26、根据本技术的一些实施例,本技术提供一种电芯替换设备,包括机架和安装于机架的搬运装置,机架具有合格电芯缓存区域和不合格电芯存放区域,合格电芯缓存区域设置有缓冲台、扫码机、第一传感器和支架,第一传感器用于获取缓冲台的合格的电芯的图像信息,缓冲台用于存放合格的电芯,扫码机用于获取被取走合格的电芯的条码信息,支架可调节地安装于机架,扫码机安装于支架。不合格电芯存放区域设置有存放台、第二传感器和位置传感器,存放台包括抽屉和安装于抽屉的滑动架,不合格电芯存放区域还设置有滑轨,滑动架可滑动地安装于滑轨,抽屉上设置有多个电芯放置位,电芯放置位用于放置不合格的电芯,第二传感器用于获取不合格的电芯图像信息。存放台上设置有第一限位孔和第二限位孔,第一限位孔和第二限位孔沿存放台的滑动方向间隔设置,不合格电芯存放区域上设置有驱动件和与驱动件的驱动轴连接的插接件,驱动件用于驱动插接件插入插孔以阻挡存放台滑动。插接件用于插入第一限位孔和第二限位孔其中之一,位置传感器用于检测存放台的位置;存放台的数量可以为两个,搬运装置用于将不合格的电芯搬运至不合格电芯存放区域,并根据搬运的不合格的电芯的数量从合格电芯缓存区域取走相同数量的合格的电芯。该实例能够实现自动将不合格的电芯替换为相同数量的合格电芯,不需要人工操作,并且能够实现不停机或少停机将电芯进行替换,大大提高了生产效率。
27、根据本技术的一些实施例,本技术提供一种电芯翻包生产线,所述电芯翻包生产线包括上述所述的电芯替换设备。由于电芯翻包生产线包括了上述电芯替换设备的所有实施例的全部技术方案,因此至少具有上述全部技术方案带来的所有有益效果,在此不再一一赘述。
28、在一些实施例中,所述电芯翻包生产线还包括运输装置、检测设备、存放滑台和打包设备,所述检测设备、电芯替换设备、存放滑台、打包设备沿所述运输装置的输送方向依次排布,所述检测设备用于检测所述电芯是否合格,所述运输装置将经所述检测设备检测所述合格的电芯运送至所述存放滑台;所述搬运装置用于将经所述检测设备检测的所述不合格的电芯搬运至所述不合格电芯存放区域,并从所述合格电芯缓存区域搬运相同数量的所述合格的电芯至所述存放滑台;所述打包设备用于将所述存放滑台的所述合格的电芯打包。
29、通过所述检测设备检测所述电芯是否合格,控制所述运输装置将经所述检测设备检测所述合格的电芯运送至所述存放滑台;通过所述搬运装置将经所述检测设备检测的所述不合格的电芯搬运至所述不合格电芯存放区域,并从所述合格电芯缓存区域搬运相同数量的所述合格的电芯至所述存放滑台;通过打包设备用于将所述存放滑台的所述合格的电芯打包,既能够实现将不合格的电芯自动替换为相同数量的合格的电芯,还能够提升生产效率。
30、根据本技术的一些实施例,本技术提供一种电芯替换方法,所述电芯替换方法包括以下步骤:
31、接收不合格的电芯的检测信息;
32、将所述不合格的电芯搬运至不合格电芯存放区域,且从合格电芯缓存区域取走相同数量的合格的电芯搬运至下一工序位置。
33、通过搬运装置将不合格的电芯搬运至不合格电芯存放区域,并根据搬运的不合格的电芯的数量从合格电芯缓存区域取走相同数量的合格的电芯,能够将生产线上不合格的电芯自动替换为数量相等的合格的电芯,整个操作过程自动完成,不需要人工操作,并且替换过程中,前工序的检测设备正常工作,将合格的电芯通过运输装置运送到存放滑台,当存放滑台的数量达到预设值时,打包设备用于将存放滑台的合格的电芯打包。即整个替换过程不会影响前工序的检测设备的检测工序,也不会影响后续工序的打包工序,不需要停机等待,提升了生产效率。
34、在一些实施例中,所述接收不合格的电芯的检测信息的步骤之后,还包括步骤:
35、获取所述合格电芯缓存区域的合格的电芯数量;
36、若所述合格的电芯数量的数量大于0,则执行将所述不合格的电芯搬运至不合格电芯存放区域的步骤;
37、若所述合格的电芯数量的数量等于0,则抓取合格的电芯至所述合格电芯缓存区域。
38、若所述合格的电芯数量的数量等于0,就表示没有可以供不合格的电芯替换的合格的电芯,如果检测设备发现不合格的电芯则没有可以替换的合格的电芯。因此,可以从外部补充合格的电芯放入缓冲台上,或者控制检测设备检测出的合格的电芯先补充至缓冲台上。
39、通过检测缓冲台上合格的电芯的数量,当合格的电芯数量充足时,继续执行替换工序;当合格的电芯不充足时,对缓冲台的合格的电芯进行及时地补充,减小造成停线的风险。
40、在一些实施例中,所述接收不合格的电芯的检测信息的步骤之后,还包括步骤:
41、获取所述不合格电芯存放区域的不合格的电芯数量;
42、若所述不合格电芯存放区域的不合格的电芯数量小于预设数量,则执行将所述不合格的电芯搬运至不合格电芯存放区域的步骤;
43、若所述不合格的电芯存放区域的不合格的电芯数量大于或等于预设数量,则发出警报。
44、通过检测存放台上不合格的电芯的数量,当不合格的电芯未存满存放台,继续执行替换工序;当不合格的电芯存满时,将存放台的不合格的电芯进行取走,减小造成停线的风险。
45、上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
- 还没有人留言评论。精彩留言会获得点赞!