植球工装、植球设备及植球方法与流程
本技术涉及芯片封装的,并且更具体地,涉及一种植球工装、植球设备及植球方法。
背景技术:
1、在电子行业中,球栅阵列封装(ball grid array,bga)技术在大规模集成电路的封装中被广泛使用。
2、目前业界的bga植球工艺主要有三种:一种是自动化植球工艺,使用专用的植球设备在基板上植球,其出货质量和出货效率都比较高,但是设备购置成本和使用成本也比较高;二是手工植球工艺,使用植球钢网将锡球漏到基板上后再进行回流焊接,然而在将植球钢网与基板分离脱网时,存在锡球脱落或移位的问题,使得操作难度较大;三是直接在基板上印刷锡膏而代替植球,但这种方式所形成的焊球高度比较低,在与主板进行焊接时容易出现虚焊。
3、由此可见,目前业界的bga植球工艺存在成本高、锡球脱落或移位、焊球高度小等缺点。
技术实现思路
1、本技术的目的在于提供了一种植球工装、植球设备及植球方法,该植球工装包括具有凹槽的成型模具以及植球网,采用该植球工装进行植球,相比较相关技术具有成本低、锡球无脱落或无移位问题、植球高度可定制等优点。
2、第一方面,本技术提供了一种植球工装,包括成型模具和植球网。
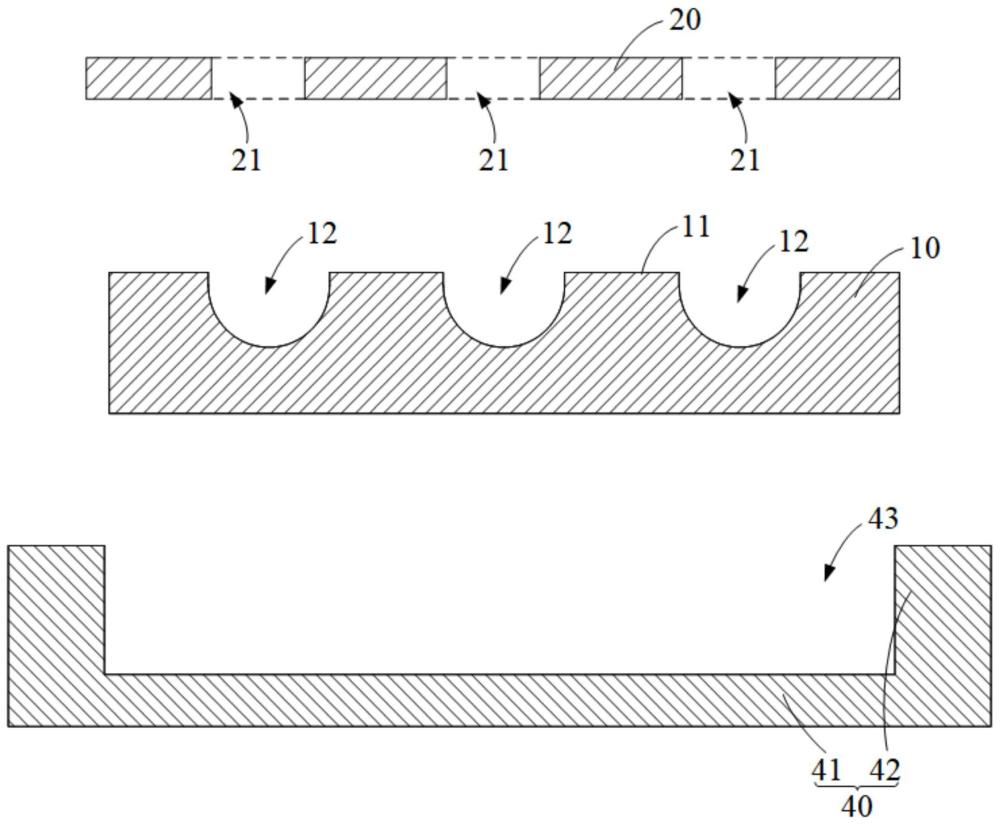
3、成型模具具有第一表面,第一表面设置有多个用于容纳锡膏的凹槽。
4、植球网可拆卸地安装于成型模具的第一表面,锡膏能够经植球网的网孔漏入凹槽中。
5、本技术中的植球工装,在使用时,先将植球网放置在具有凹槽的成型模具上,在植球网上刷涂锡膏,锡膏将通过植球网的网孔漏入凹槽中,之后移除植球网,将待植球的基板放置在成型模具上,并将基板和成型模具这二者一并通过回流焊接装置进行加热,使得凹槽中的锡膏熔化并粘结在基板上,待冷却后锡膏便固化在基板上,使基板上形成焊球,最后再将基板和成型模具分离。本技术中的植球工装,与相关技术中的自动化植球工艺所使用的植球设备相比,具有低制造成本和低使用成本的优点;与相关技术中的手工植球工艺所使用的工装相比,由于锡膏被限制在成型模具的凹槽中,在将植球网从成型模具上移出时并不会造成锡膏脱落或移位,使得操作难度较小;与相关技术中直接在基板上印刷锡膏的工艺相比,采用本技术的植球工装所加工的基板,焊球的高度大,并且可使用具有不同深度的凹槽的成型模具,使得焊球高度可定制。
6、在一种可能的设计中,植球工装还包括支撑结构,位于成型模具的第一表面的周边,支撑结构用于将待植球的基板和成型模具之间撑开出间隙。
7、通过在成型模具上增设支撑结构,使待植球的基板与成型模具之间被撑开出一定间隙,该间隙可以为锡膏中的助焊剂提供充足的挥发空间,从而避免助焊剂残留过多而对基板的电路造成化学腐蚀;此外,由支撑结构撑开出的间隙具有足够的宽度,可以确保锡膏即使在溢出凹槽时,也能够聚集在凹槽附近而不会被毛细力作用以向四周摊开,在回流焊接后能够形成形状完整的焊球,可防止相邻的焊球出现电连接的情况,进而有效避免了基板短路的问题发生。
8、在一种可能的设计中,支撑结构设置于第一表面上。
9、将支撑结构设置于第一表面上,相较于设置在基板上,可使得植球工装能够重复使用。
10、在一种可能的设计中,植球工装还包括:底座,包括中板以及绕中板一圈设置的边框,成型模具位于由中板和边框围合形成的容纳空间中。
11、成型模具嵌套在由中板和边框围合形成的容纳空间中,对成型模具起到很好的防护作用,同时边框还可以作为安装诸如支撑结构的安装基体。
12、在一种可能的设计中,支撑结构由垫片构成,垫片伸出于第一表面的边缘,垫片的一部分与边框相连,垫片的另一部分与第一表面相抵接。
13、该垫片可以直接安装在成型模具的第一表面,或者该垫片还可以通过间接方式安装在成型模具的第一表面。
14、在一种可能的设计中,植球网的厚度大于支撑结构的厚度,植球网的底部设置有用于避让支撑结构的避让槽。
15、通过在植球网上开设避让槽,从而防止支撑结构将植球网撑起,进而能够确保植球网与成型模具保持贴合。
16、在一种可能的设计中,植球网的网孔满足下列关系式:
17、x=(l4-l5)/(d+l4-l5);
18、s1=s2(1-x);
19、其中,x为下榻比例,l4为植球网的厚度,l5为支撑结构的厚度,d为所需的植球高度,s1为网孔21的孔口面积,s2为凹槽12的槽口面积。
20、在一种可能的设计中,避让槽与支撑结构相仿形,以使植球网能够通过避让槽和支撑结构与成型模具相互定位。
21、将避让槽的外形设计为与支撑结构相仿形,这样可以通过避让槽和支撑结构,去定位植球网和成型模具的相对位置,从而方便操作,提高植球工序的整体效率。
22、在一种可能的设计中,成型模具的第一表面凸出于边框的顶面。
23、尽可能地将成型模具的第一表面凸出于边框的顶面,这样在将垫片固定在边框上时,可以通过在垫片和边框的相接处增加厚度,从而方便修正垫片的水平度,使得垫片尽可能地贴在第一表面上。假设,若成型模具的第一表面凹陷于边框的顶面,在将垫片与边框固定后,垫片很可能悬空在第一表面上方,此时在垫片和第一表面之间再增加支撑物将比较困难。
24、在一种可能的设计中,成型模具的第一表面上设置有阻挡涂层。
25、通过植球网向成型模具的凹槽内填入锡膏时,植球网和成型模具贴合后二者之间也具有极为狭小的空隙,通过在第一表面增设阻挡涂层,可以对锡膏形成阻挡效果,当出现锡膏从成型模具的凹槽中溢出的情况时,能够防止相邻两个凹槽内的锡膏出现相互连接的情况,进而避免在回流焊接中的焊球相连的风险,降低基板发生短路问题的概率。
26、在一种可能的设计中,植球工装还包括:阻挡涂层成型件,可拆卸地安装于第一表面,阻挡涂层成型件包括连接部、遮挡部以及镂空处,遮挡部用于遮挡凹槽的槽口,连接部与遮挡部连接并且与遮挡部围合形成镂空处,阻挡涂料能够经镂空处涂覆在第一表面上以形成阻挡涂层。
27、通过阻挡涂层成型件能够方便快捷地在第一表面上成型出阻挡涂层,进而提高了植球工序的整体效率。
28、在一种可能的设计中,连接部还设置有通孔,通过通孔能够在阻挡涂层上成型出定位标记部,定位标记部用于定位植球网和/或基板。
29、该定位标记部可以在凹槽中填入锡膏的阶段用来定位植球网,还可以在基板与成型模具进行固定时用来定位基板,进而提高了植球工序的整体效率。
30、在一种可能的设计中,植球工装还包括:压块,可拆卸地安装于底座,压块用于将基板、支撑结构、成型模具依次压紧。
31、通过增设压块能够方便与底座配合,以将基板、支撑结构、成型模具这三者进行保压,进而将携载着基板的植球工装转场至回流焊工位进行焊接时,能够确保基板、支撑结构、成型模具这三者贴合稳定,保证凹槽内的锡膏形状稳定,进而在加热固化时确保焊球的形状稳定。此外,基板上方放置压块还可以防止回流焊的过程中基板产生受热变形的问题,确保植球后的基板平整,以及焊球的共面度较好。
32、在一种可能的设计中,支撑结构由与成型模具一体成型的台阶所构成;
33、或者,支撑结构由涂覆在第一表面上的油墨所构成。
34、在一种可能的设计中,基板具有与第一表面相对的第二表面,支撑结构设置于第二表面上。
35、由于基板的底部具有支撑结构,因此可以通过压块对基板和主板进行保压,不会将焊球压塌,进而避免相邻两个熔化的焊球粘接在一起,从而避免了基板或主板的短路问题出现,并且经过压块保压后,焊球和焊盘可以完全接触,能够避免出现虚焊问题。
36、在一种可能的设计中,支撑结构由安装在第二表面上的垫片所构成;
37、或者,支撑结构由涂覆在第二表面上的油墨所构成;
38、或者,支撑结构由与基板一体成型的台阶所构成。
39、在一种可能的设计中,网孔的孔口面积小于凹槽的槽口面积。
40、将植球网的网孔设计为比凹槽的槽口小,从而在通过植球网向凹槽填入锡膏时,可以防止锡膏漏在凹槽的外部,进一步防止相邻凹槽的锡膏相连接,避免最终形成的焊球出现短路问题。
41、在一种可能的设计中,成型模具的材料为陶瓷;
42、或者,成型模具上至少凹槽的槽壁面上设置有陶瓷层。
43、陶瓷材料本身与锡膏不浸润,使得凹槽中锡膏在回流焊后,能够跟随基板从凹槽中顺利脱模。
44、第二方面,本技术还提供了一种植球设备,包括回流焊接装置以及任一项的植球工装。
45、本技术中的植球设备,包括植球工装,与相关技术中的自动化植球工艺所使用的植球设备相比,具有低制造成本和低使用成本的优点;与相关技术中的手工植球工艺所使用的工装相比,由于锡膏被限制在成型模具的凹槽中,在将植球网从成型模具上移出时并不会造成锡膏脱落或移位,使得操作难度较小;与相关技术中直接在基板上印刷锡膏的工艺相比,采用本技术的植球工装所加工的基板,焊球的高度大,并且可使用具有不同深度的凹槽的成型模具,使得焊球高度可定制。
46、第三方面,本技术还提供了一种植球方法,包括:
47、将植球网放置在具有凹槽的成型模具上,通过植球网将锡膏填入凹槽中;
48、移除植球网后将待植球的基板放置在成型模具上;
49、通过回流焊接装置使凹槽中的锡膏固化以在基板上形成焊球;
50、将基板和成型模具分离。
51、本技术中的植球方法,所采用的植球工装具有低制造成本和低使用成本的优点,在将植球网从成型模具上移出时并不会造成锡膏脱落或移位,使得操作难度较小,形成的焊球的高度大,并且可使用具有不同深度的凹槽的成型模具,使得焊球高度可定制。
52、在一种可能的设计中,将待植球的基板放置在成型模具上的步骤中,还包括:
53、将待植球的基板放置在成型模具上且通过支撑结构使基板和成型模具之间被撑开出间隙。
54、将基板放置在成型模具上时,基板和成型模具之间被撑开出间隙,该间隙可以为助焊剂提供充足的挥发空间,从而避免助焊剂残留过多,此外可确保锡膏即使在溢出凹槽时也能够聚集在凹槽附近而不会向四周摊开,可防止相邻的焊球出现电连接的情况,进而有效避免了基板短路的问题发生。
55、在一种可能的设计中,将植球网放置在具有凹槽的成型模具上的步骤之前,还包括:
56、将阻挡涂层成型件放置在成型模具上具有凹槽的表面;
57、在成型模具具有阻挡涂层成型件的一侧涂覆阻挡涂料;
58、将阻挡涂层成型件与成型模具分离,以使成型模具上形成带有定位标记部的阻挡涂层。
59、通过在成型模具上增设阻挡涂层,可以对锡膏形成阻挡效果,能够防止相邻两个凹槽内的锡膏出现相互连接的情况;通过阻挡涂层成型件能够方便快捷地在成型模具上成型出阻挡涂层,进而提高了植球工序的整体效率;定位标记部可以用来定位植球网,还可以用来定位基板,进一步提高了植球工序的整体效率。
60、在一种可能的设计中,成型模具的底部设置有底座,通过回流焊接装置使凹槽中的锡膏固化以在基板上形成焊球的步骤之前,还包括:
61、将压块与底座连接,使基板、支撑结构、成型模具依次压紧并保持。
62、通过增设压块能够方便与底座配合,确保基板、支撑结构、成型模具这三者贴合稳定,保证凹槽内的锡膏形状稳定,进而在加热固化时确保焊球的形状稳定;基板放置压块还可以防止回流焊的过程中基板产生受热变形的问题,确保植球后的基板平整,以及焊球的共面度较好。
- 还没有人留言评论。精彩留言会获得点赞!