壳体、端盖、电池单体、电池、用电设备及储能装置的制作方法
本技术涉及电池生产,具体而言,涉及一种壳体、端盖、电池单体、电池、用电设备及储能装置。
背景技术:
1、节能减排是汽车产业可持续发展的关键,电动车辆由于其节能环保的优势成为汽车产业可持续发展的重要组成部分。对于电动车辆而言,电池技术又是关乎其发展的一项重要因素。
2、在电池技术的发展中,如何提高电池的可靠性,是电池技术中一个亟需解决的技术问题。
技术实现思路
1、本技术提供一种电池单体、壳体、端盖、电池、用电设备及储能装置,其能够提高电池的可靠性。
2、本技术是通过下述技术方案实现的:
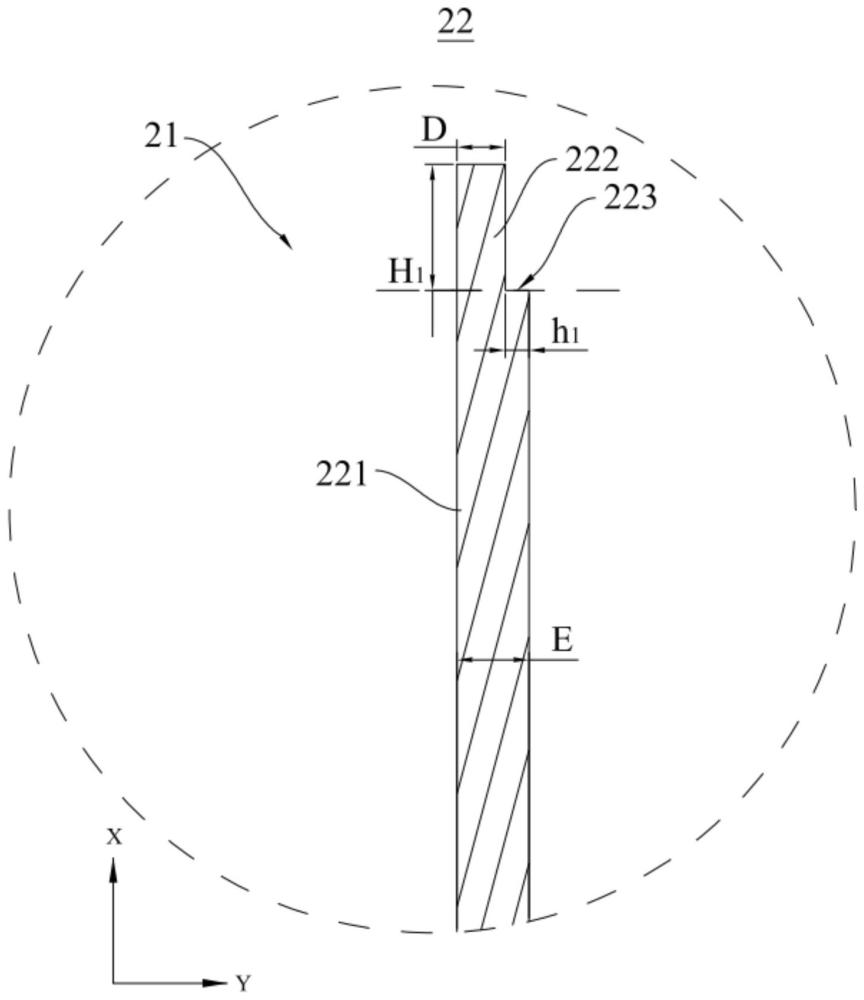
3、第一方面,本技术还提供一种壳体。壳体在第一方向的一端具有开口,壳体包括第一壁,第一壁包括沿第一方向排布的第一区和第二区,第一区相对于第二区远离开口,在第一壁的厚度方向上,第一区的最大厚度大于第二区的最大厚度,其中,第一方向与第一壁的厚度方向垂直。
4、本技术实施例的技术方案,壳体的第一壁在第一方向上包括第一区和第二区,且靠近开口的第二区的厚度小于第一区的厚度,也即对第二区进行减厚处理,以使得壳体与端盖焊接时,熔接区凸出于壳体的外表面的尺寸较小,从而降低了电池单体形成电池时熔接区损坏相邻的电池单体的风险,提高了电池的可靠性,同时也减少了由于熔接区的凸出尺寸较大从而对熔接区进行切边处理的工序,提高了生产效率。
5、在一些实施例中,在第一方向上,第二区的内表面与第一区的内表面位于同一平面。
6、本技术实施例的技术方案,由第二区的外部向内进行减厚,一方面降低了电池单体形成电池时熔接区损坏相邻的电池单体的风险,提高了电池的可靠性,另一方面便于壳体在加工时的脱模。
7、在一些实施例中,第一方向上,第二区的外表面与第一区的外表面位于同一平面。
8、本技术实施例的技术方案,由第二区的内部向外进行减厚,降低了熔接区在电池单体形成电池时损坏相邻的电池单体的风险,提高了电池的可靠性。
9、在一些实施例中,第一方向上,第二区的尺寸为h1,h1大于或等于0.1mm,且h1小于或等于2.3mm。
10、本技术实施例的技术方案,第二区在第一方向上的尺寸满足上述范围,使得第一区在第一方向上具有一定的范围,能够降低熔接区在电池单体形成熔接区时损坏相邻的电池单体的风险,提高电池的可靠性,同时也能使得壳体具有较好的结构强度。
11、在一些实施例中,在第一壁的厚度方向上,第二区的最大厚度为d,第一区的最大厚度为e,d与e的比值大于或等于0.7,且d与e的比值小于1。
12、本技术实施例的技术方案,第二区的最大厚度x和第一区的最大厚度y二者的比值满足上述范围,使得熔接区凸出于壳体的外表面的尺寸较小,从而提高了电池的可靠性,同时也使得壳体具有较好的结构强度。
13、在一些实施例中,第一区与第二区之间形成有第一台阶面,沿第一壁的厚度方向,第一台阶面的尺寸为h1,h1小于或等于0.3mm。
14、本技术实施例的技术方案,在第一壁的厚度方向上,第一台阶面的尺寸满足上述范围,使得第一台阶面在第一壁的厚度方向上具有一定的范围,使得熔接区凸出于壳体的外表面的尺寸较小,从而提高了电池的可靠性,同时也使得壳体具有较好的结构强度。
15、在一些实施例中,第一壁为两个且两个第一壁在第二方向相对设置。壳体还包括两个第二壁,两个第二壁在第三方向上相对设置,两个第一壁与两个第二壁围设出开口,第一方向、第二方向和第三方向两两垂直,第二壁的外表面的面积大于第一壁的外表面的面积。
16、本技术实施例的技术方案,第二壁可以为电池单体的大面,将第一壁的第二区的厚度减小,能够使得熔接区凸出于壳体对应第一壁的外表面的尺寸较小,从而提高电池的可靠性。
17、在一些实施例中,第二壁包括沿第一方向排布的第三区和第四区,第三区相对于第四区远离开口,第四区用于与端盖连接,第三区的最大厚度大于第四区的最大厚度。
18、本技术实施例的技术方案,将第二壁的第四区的厚度减小,能够使得熔接区凸出于壳体对应第二壁的外表面的尺寸较小,从而提高电池的可靠性。
19、第二方面,本技术还提供一种端盖,端盖用于与第一方面中任一实施例的壳体连接以形成电池单体。在第二方向上,端盖具有第一外侧面,第一外侧面包括沿第一方向依次分布的第一表面和第二表面,第一方向为端盖封闭开口的方向,沿第二方向,第二表面凸出于第一表面,第一方向与第二方向垂直。
20、本技术实施例的技术方案,端盖的第一外侧面在第一方向上包括第一表面和第二表面,且在第二方向上第二表面凸出于第一表面,也即第一表面对应的端盖部分进行减厚处理,端盖的缺口可以用于容纳熔接区,从而增大了熔接区的容纳空间,使得端盖与壳体焊接时,熔接区凸出于壳体的外表面的尺寸较小,从而降低了电池单体形成电池时熔接区损坏相邻的电池单体的风险,提高了电池的可靠性,同时也减少了由于熔接区的凸出尺寸较大从而对熔接区进行切边处理的工序,提高了生产效率。
21、在一些实施例中,沿第一方向,第一表面的尺寸为h2,h2大于或等于0.5mm,且h2小于或等于2.3mm。
22、本技术实施例的技术方案,第一表面在第一方向上的尺寸满足上述范围,使得熔接区凸出于壳体的外表面的尺寸较小,从而提高了电池的可靠性,同时也使得端盖具有较好的结构强度。
23、在一些实施例中,第一表面和第二表面之间形成第二台阶面,在第二方向上,第二台阶面具有第二尺寸h2,h2大于或等于0.1mm,且h2小于或等于0.2mm。
24、本技术实施例的技术方案,第二台阶面在第二方向上的尺寸满足上述范围,使得熔接区凸出于壳体的外表面的尺寸较小,从而提高了电池的可靠性,同时也使得端盖具有较好的结构强度。
25、在一些实施例中,第一外侧面为两个,两个第一外侧面在第二方向上相对设置。端盖还具有在第三方向上相对设置的两个第二外侧面,第三方向、第二方向及第一方向两两垂直,第二外侧面的面积大于第一外侧面的面积。
26、本技术实施例的技术方案,端盖的第二外侧面的面积大于第一外侧面的面积,也即端盖与壳体连接时,第一外侧面与第一壁对应,第二外侧面与第二壁对应,使得熔接区凸出于壳体的第一壁对应的外表面的尺寸较小,从而提高了电池的可靠性。
27、在一些实施例中,第二外侧面包括沿第一方向依次分布的第三表面和第四表面,沿第三方向,第四表面凸出于第三表面。
28、本技术实施例的技术方案,第四表面凸出于第三表面,也即第三表面进行减厚处理,使得熔接区凸出于壳体的第二壁对应的外表面的尺寸较小,从而提高了电池的可靠性。
29、第三方面,本技术提供一种电池单体,电池单体包括第一方面中任一实施例的壳体和第二方面中任一实施例的端盖。壳体具有开口,端盖封闭开口。端盖与壳体焊接形成熔接区,熔接区不凸出于壳体的外表面;或者,熔接区凸出于壳体的外表面,熔接区凸出壳体的外表面的尺寸为c,c小于或等于0.3mm。
30、本技术实施例的技术方案,电池单体的端盖和壳体焊接形成熔接区,且熔接区不凸出于壳体的外表面,或者使得熔接区凸出壳体的外表面的尺寸c满足上述范围,使得熔接区外露的尺寸较小,从而降低了在电池单体形成电池时熔接区损坏相邻的电池单体的风险,从而提高了电池的可靠性,同时也减少了由于熔接区的凸出尺寸较大从而对熔接区进行切边处理的工序,提高了生产效率。
31、第四方面,本技术提供一种电池单体,电池单体包括端盖和第一方面中任一实施例的壳体。壳体具有开口,端盖封闭开口。端盖与壳体焊接形成熔接区,熔接区不凸出于壳体的外表面;或者,熔接区凸出于壳体的外表面,熔接区凸出壳体的外表面的尺寸为c,c小于或等于0.3mm。
32、本技术实施例的技术方案,电池单体的端盖和壳体焊接形成熔接区,且熔接区不凸出于壳体的外表面,或者使得熔接区凸出壳体的外表面的尺寸c满足上述范围,使得熔接区外露的尺寸较小,从而降低了在电池单体形成电池时熔接区损坏相邻的电池单体的风险,从而提高了电池的可靠性,同时也减少了由于熔接区的凸出尺寸较大从而对熔接区进行切边处理的工序,提高了生产效率。
33、第五方面,本技术还提供一种电池,包括第三方面中任一实施例的电池单体或第四方面中任一实施例的电池单体。
34、第六方面,本技术还提供一种用电设备,包括第三方面中任一实施例的电池单体或第四方面中任一实施例的电池单体或第五方面中任一实施例的电池,电池单体或电池用于提供电能。
35、第七方面,本技术还提供一种储能装置,包括第三方面中任一实施例的电池单体或第四方面中任一实施例的电池单体或第五方面中任一实施例的电池。
36、本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!