具有用于提供包装材料的电动机的设备以及用于操作包装材料供应设备的方法与流程
1.本发明涉及一种具有用于提供包装材料(诸如瓦楞板幅部段或纸缓冲材料股等,特别是由再生纸制成的包装材料)的电动机的设备。此外,本发明涉及一种用于操作包装材料供应设备的方法。这类设备例如在物流中心设置作为可移动的移动单元,以便在包装物体时提供长度转换的包装材料。作为包装材料,例如,可提供纸缓冲股,其由单层或多层纸幅获得,特别是由再生纸获得,呈材料幅卷或锯齿形折叠的包装材料堆叠体的形式,也称为扇形堆叠体,其与纸缓冲股相比可节省空间。为了生产纸缓冲股,将纸幅从卷或扇形堆叠体中拉出,并以如下方式形成:形成气穴以在待包装物品和外包装之间提供缓冲。在纸幅变形为三维纸缓冲股之后,特别是具有一定长度的纸缓冲产品可与纸缓冲股分离。然而,包装材料还可以以瓦楞板幅部段的形式提供,该瓦楞板幅部段是从瓦楞板幅传送的、特别是以扇形堆叠体的形式,并且然后优选地被切割成长度转换的部段。出于可持续性的原因,瓦楞板幅部段也优选地由再生纸制成。
背景技术:
2.de 10 2016 114 342 a1公开了一种包装材料供应设备,该包装材料供应设备具有两个电动机,每个电动机驱动该设备的驱动辊并且经由控制单元进行控制。与纯手动操作的设备相比,使用这种设备能够实现更好的生产能力。然而,为此需要的附加部件,诸如电动机和连接到电动机的控制单元等,也会带来设备故障的附加风险。例如,电动机经受到磨损,使得它们必须在一定的使用寿命之后被更换。
3.此外,在装置堵塞的情况下,电动机或控制单元可能过热,这可能导致设备的故障。尤其当由再生纸生产包装材料时,还存在堵塞的风险增加,因为再生纸与含有新鲜纤维的纸材料相比具有更短的纤维,这导致当纸被切割或撕开时灰尘和碎屑的形成增加,这进而可以促进堵塞的发生。此外,增加的灰尘和碎屑形成结合电动机的使用造成火灾的风险增加,特别是如果电动机过热。
4.此外,电动机的使用需要增加新设备的开发工作,新设备在每种情况下都是针对包装材料的特定材料和形状设计的。因此,通常,控制单元必须根据所使用的电动机的数量和类型来设计。这导致设备的开发时间和开发成本增加。
技术实现要素:
5.本发明的目的是克服现有技术的缺点,具体地,提供了一种用于提供包装材料的设备以及一种用于操作包装材料供应设备的方法,其中,增加了电动机的使用寿命,减少了故障的风险(例如,由于过热或火灾),和/或减少了用于开发包装材料供应设备(特别是它们的控制单元)的开发时间或开发成本。
6.该目的通过独立权利要求的主题来解决。
7.本发明涉及一种用于通过操纵、特别是变形、传送和/或分离纤维原材料(诸如单
层或多层纸幅或瓦楞板幅等)来提供包装材料(诸如瓦楞板幅部段或纸缓冲材料股等)的设备。根据本发明的第一方面,该设备包括机械驱动的至少一个工作装置,诸如变形装置(特别是一对变形轮)、传送装置(特别是一对传送轮)或分离装置(特别是旋转切割器或平移切割器)。此外,该设备包括至少一个电动机,该至少一个电动机驱动工作装置并具有固定的定子、可移动地安装到定子上的转子以及转子或定子的线圈布置,励磁电流施加到该线圈布置。根据本发明的第一方面,电动机没有用于在定子和转子之间传递励磁电流的电接触耦接件。此外,电动机包括用于感测转子的位置的器件。
8.包装材料特别地由再生纸制成。再生纸特别是具有低比例(小于50%)的新鲜含纤维纸材料的纸材料。特别地,优选含有70%至100%再生纸的纸材料。就本发明而言,再生纸旨在是纸材料,该纸材料可以具有沿着机器方向的至多90nm/g(优选地15nm/g至60nm/g)的拉伸强度指数和跨过机器方向的至多60nm/g(优选地5nm/g至40nm/g的拉伸强度)的拉伸强度指数。可以使用din en iso 1924
‑
2或din en iso 1924
‑
3标准来确定拉伸强度或拉伸强度指数。另外或可替代地,再生纸特性或回收纸特性可以由所谓的耐破裂性来表征。在此意义上的材料是具有至多3.0kpa*m2/g的破裂指数、优选地具有0.8kpa*m2/g至2.5kpa*m2/g的破裂指数的再生纸。din en iso 2758标准用于确定破裂指数。此外,该包装材料具有特别是40g/m2至最大140g/m2的表面比重。特别地,纤维原材料可以是单层纸幅或多层纸幅或瓦楞板幅。此外,纤维原材料可以作为材料幅卷或锯齿形折叠的包装材料堆叠体(也称为扇形堆叠体)存在。
9.纤维原材料与包装材料之间的差异可以具体地是,纤维原材料例如作为材料幅卷或作为包装材料堆叠体存在,而包装材料是从材料幅卷或包装材料堆叠体传送走的材料部段。在这种情况下,纤维原材料的操纵可能已经位于从材料幅卷或包装材料堆叠体传送材料部段。然而,操纵还可被理解为特别是从材料幅切断包装材料的部段。例如,操纵可以是从包装材料股切断包装材料产品。此外,该操纵可以特别地包括使纤维原材料变形。例如,操纵可以包括将单层或多层纸幅变形成三维纸缓冲股。传送、切断和形成可单独或组合地构成纤维原材料的操纵。特别优选的操纵形式涉及首先使单层或多层纸幅变形成三维纸缓冲股,以及然后从纸缓冲股分离纸缓冲产品。可替代地,优选的操纵形式是从瓦楞板幅传送瓦楞板幅部段,以及然后优选地将所传送的瓦楞板幅部段与剩余的瓦楞板幅分离。
10.具体地,结合本发明的第一方面和/或第二方面所描述的设备可以是包装材料供应设备。具体地,包装材料供应设备通过操纵纤维原材料来提供包装材料。如前文和下文所描述的,纤维原材料的操纵可以单独地或组合地包括传送、分离和/或变形纤维原材料。然而,优选地,操纵至少包括分离或变形纤维原材料。在应用或实施例中,其中操作包括排他地传送纤维原材料,该传送特别地包括从材料幅卷或从包装材料堆叠体传送纤维原材料。特别优选地,结合本发明的第一方面和/或第二方面描述的设备涉及一种包装材料产生设备。特别地,包装材料产生设备是这样的设备,其中操纵包括使纤维原材料变形和/或分离中的至少一种。更具体地,结合本发明的第一方面和/或第二方面描述的设备涉及一种缓冲材料产生设备。特别地,缓冲材料产生设备是指这样的设备,其中操纵包括变形操作,其中三维缓冲股(特别是三维纸缓冲股)由原材料的单层或多层幅(特别是由单层或多层纸幅)产生。
11.为了操纵纤维原材料,具体地可以使用所提及的工作装置之一。然而,此外,变形
装置(诸如变形漏斗等)也可以用于操纵,纤维原材料由工作装置(诸如传送装置等)传送到该变形装置中。
12.励磁电流可被施加至线圈布置以驱动工作装置。原则上,该线圈布置可以形成在转子上或定子上,由此在定子上的形成是优选的。线圈布置优选地包括至少三个线圈,该励磁电流可以被交替地施加到该至少三个线圈以产生引起转子旋转的旋转场。为此目的,转子优选地具有永磁体,特别是具有至少一对、两对、三对、四对或更多对磁极的永磁体。例如与电刷电机相比,通过使电动机在定子和转子之间没有接触耦接件,电动机的磨损可减小,且因此装置的使用寿命可增加。位置检测装置允许转子的位置被确定,且因此线圈布置根据转子位置被控制,而不必使用定子和转子之间的电接触耦接件,诸如电刷。同时,该位置检测装置特别使得有可能准确地指定转子的位置直至达到电动机的分辨率。电动机的分辨率具体是由极对和线圈的乘积决定的。对于具有四个极对和三个线圈的电动机,这导致24的分辨率,使得可以精确检测转子位置高达15
°
。
13.在优选实施例中,至少一个电动机是无刷直流电机或步进电机。可替代地或另外地,该至少一个电动机是永久励磁的电机和/或同步电机。通常,根据本发明的电机可以是单相电机(诸如lavet步进电机、ac鼠笼电机或分相电机等)、两相电机(诸如两相步进电机等)、或三相电机(诸如无刷dc电机或三相异步电机等)。然而,具有作为转子的永磁体的无刷dc电机(具体地具有两个、三个或四个极对)以及具有优选地具有三个线圈的线圈布置的定子的设计是特别有利的。然而,在使用步进电机的情况下,还可以优选使用具有至少10、30或50个极对的转子以及具有两个、三个或四个线圈的定子。
14.在优选实施例中,该位置检测装置具有至少一个、优选三个、特别是电磁传感器(诸如霍尔传感器、解析器或线路编码器等),用于测量由转子的旋转运动引起的信号。优选地,信号由转子旋转预定角度(特别优选地旋转10
°
至60
°
、20
°
至50
°
或30
°
至40
°
)产生。在使用步进电机的不太有利的实施例中,预定角度可以显著更小,例如在1
°
和10
°
之间或小于5
°
或小于3
°
。
15.预定角度特别地取决于传感器分辨率。在具有三个传感器(每个传感器彼此偏移120
°
)和具有四个极对(分别为八个极)的转子的优选实施例中,传感器分辨率为24。这导致至少15
°
的预定角度。转子以15
°
或更高的旋转运动确保了至少一个传感器在旋转运动过程中经历从正极到负极的改变,由此在传感器中测量或产生信号,特别是电压。在具有三个线圈和四个极对的无刷dc电机的优选实施例中,特别是15
°
的旋转运动已经足够。然而,为了确保安全系数,在此变体中还可以提供例如30
°
的预定角度。该至少一个传感器可以是电机的一部分,特别是无刷dc电机的一部分。可替代地,至少一个传感器可以是与该电机分开设计的并且优选地被布置在电机外部。
16.在优选实施例中,该设备具有评估装置,具体为控制单元,诸如电动机自身的控制单元等,该评估装置根据由位置检测装置测量的至少一个信号来计算转子的位置。优选地,评估装置是控制电子设备,特别是电动机自身的控制电子设备,诸如用于无刷dc电机的控制电子设备等。优选地,控制电子设备连接至位置检测装置的传感器并且根据由转子的旋转运动测量的信号计算转子的位置。此外,控制电子设备特别地用于根据转子的位置来控制电动机的线圈布置。评估装置优选地与电机分开地形成,特别地形成在控制单元(诸如电动机自身的控制单元等)上。优选地,该位置检测装置存储(特别是计数)所测量的信号、参
考值或转子的位置并且从其中计算在一定时间段内转子所覆盖的角度,特别是所覆盖的转数。这可特别地通过对由传感器产生的信号进行计数的计数器来实现,且特别地考虑传感器分辨率和电动机的分辨率,从信号的数量计算由转子覆盖的角度或进行的转数。这特别地提供了记录设备的操作时间的可能性,并且因此例如能够更好地监测某些部件的磨损或估计例如纸幅的材料消耗。
17.可替代地或另外地,位置检测装置具有评估装置,具体是控制单元,诸如电动机自身的控制单元等,该评估装置用于测量在线圈布置中由转子的旋转运动所引起的信号,诸如电流和/或电压等。这利用了转子的旋转运动在线圈上施加发电机效应的事实,这在线圈布置的线圈中产生可测量的反电压。这种效应特别地被称为反电动势。同样对于该实施例,评估装置优选地具有控制电子设备,诸如无刷dc电机的控制等,其一方面将供电电压施加到线圈布置,另一方面测量通过转子的旋转运动在线圈中产生的反电压,并基于测量的反电压(特别是考虑电动机的分辨率)计算转子的位置。这个实施例的优点是位置检测装置仅需要控制电子装备,因此节省了传感器的成本。然而,控制电子装备的编程也更复杂。在该实施例中,位置检测装置和评估装置优选地形成在共用的控制单元上,在该共用的控制单元上,位置检测装置和评估装置可以布置在不同的板上。优选地,评估装置根据所测量的信号计算转子的位置,优选地存储转子位置,并且优选地从其计算在一定时间段内由转子覆盖的角度,特别是覆盖的转数。
18.在另一实施例中,在测量由转子的旋转运动引起的信号的情况下,评估装置优选地查询励磁电流是否被施加到线圈布置。假如励磁电流不被施加到线圈布置,则评估装置优选地通过操纵纤维原材料来启动包装材料的供应。特别地,这个实施例用于通过致动已经被操纵并且优选地从该设备突出的包装材料来启动提供包装材料。下面结合本发明的第五方面描述用于此目的的优选方法。这个实施例的特别有利的特征是,它允许操作该包装材料供应设备的操作者从该设备移除已经被操纵的包装材料并且在一个步骤中启动提供下一个包装材料。因此,操作者可以将其自身排他地投入物体的包装,并且再次自动地为操作者提供新的包装材料。通过查询是否将励磁电流施加到线圈布置,确保了例如包装材料的不经意地致动不会无意地中断包装材料的已经运行的供应或者在工艺参数方面改变它。
19.在优选实施例中,设备包括用于操作控制子单元的上级控制单元,诸如电动机自身的控制子单元等,其中该控制子单元通过向上级控制单元发送触发信号来操纵以启动该供应,因此,上级控制单元优选地操作至少一个,更优选地操作两个或三个控制单元,以用于通过操纵的供应。如前所描述的,纤维原材料的操纵可以包括连续的若干操纵步骤,诸如传送、变形和分离等。在特别优选的实施例中,其中将纸缓冲股从供给装置供给到分离装置,通过分离装置将纸缓冲产品与纸缓冲股分离,并且通过排放装置将纸缓冲产品排放,三个工作装置同时操作。因此,已经证明特别有利的是使用上级控制单元,该上级控制单元经由控制子单元来操作相应的工作装置。优选地,每个控制子单元控制和/或调节自身的电动机,每个电动机被分配给工作装置。特别结合本发明的第二方面来解释上级控制单元与至少一个控制子单元的组合的优点和进一步的实施例。
20.在优选的实施例中,至少一个驱动工作装置是具有至少一个传送轮的传送装置,该至少一个传送轮耦接至电动机的转子使得传送轮的旋转运动引起转子的旋转运动。耦接件优选地包括齿轮,特别是蜗轮,该齿轮优选地减小转子的旋转速度与传送轮的旋转速度
之比,特别是3:2至10:1、优选地5:1的减速比。使用传送轮的具体优点是,假如传送轮与被操纵的包装材料接合,则传送轮可以经由包装材料的简单拉动或推动(特别是在传送轮的传送方向上)而经受旋转运动。该旋转运动可特别地例如在电动机的转子与驱动轮的驱动轴直接耦接的情况下直接转换为转子的旋转运动。然而,特别优选地,齿轮被连接在传送轮与转子之间。通过将转子的速度减小到传送轮的速度,传送轮的旋转运动被转换成转子的更大的旋转运动。这可以确保即使(特别是通过致动所操纵的包装材料)使传送轮具有几度(例如3
°
)的小旋转运动,例如,在减速比为5∶1的情况下,产生转子的足够的旋转运动(例如,15
°
)以借助于位置检测装置对其进行检测。在此背景下,已经证明特别有利的是提供一种线圈布置,该线圈布置具有三个线圈、具有四个极对的转子以及具有三个传感器(特别是霍尔传感器)的位置检测装置。特别优选地,这与转子到传送轮的旋转运动减速比为5∶1相结合。
21.优选地,至少一个从动工作装置是一对传送轮,其中,至少一个传送轮由电动机驱动和/或传送轮抵靠彼此支撑。优选地,传送机轮是利用至少10牛顿、50牛顿、100牛顿、150牛顿、250牛顿、350牛顿、450牛顿、550牛顿、700牛顿或900牛顿的力抵靠彼此支撑的。可替代地或另外地,相应轮对的轮子的轮轴间距优选地是尺寸过小的,使得轮子抵靠彼此弹性地支撑。足够高的力特别地确保包装材料的致动(特别是包装材料上的拉力)被传递至传送轮,使得传送轮经受旋转运动(特别地具有足以检测转子的旋转运动的量级的旋转运动)。
22.在优选实施例中,该设备具有机械驱动的至少两个工作装置,优选地,一个工作装置是传送装置(诸如一对传送轮等),并且一个工作装置是分离装置。可替代地,两个工作装置均可以是传送装置,诸如一对供给轮和一对排放轮等,并且优选地设置有机械地驱动的第三工作装置,该第三工作装置是分离装置并且特别优选地布置在两个传送装置之间的传送方向上。优选地,两个(优选地三个)工作装置各自由它们自身的电动机驱动。该实施例特别使得有可能提供相对于所使用的电动机具有低磨损的、特别是以纸缓冲产品的形式的包装材料。
23.本发明的第二方面还涉及一种用于通过操纵、特别是变形、传送和/或分离纤维原材料(诸如单层或多层纸幅或瓦楞板幅等)来提供包装材料(诸如瓦楞板幅部段或纸缓冲材料股等)的设备。该设备包括机械驱动的工作装置,(诸如变形装置等,特别是一对变形轮)、传送装置(特别是一对传送轮)或分离装置(特别是旋转切割器或平移切割器)以及驱动工作装置的至少一个电动机。根据本发明的第二方面,该设备还包括用于控制和/或调节电动机的至少一个电动机自身的控制子单元、用于操作至少一个控制子单元的上级控制单元以及用于使用总线(bus)技术(诸如控制器局域网络
‑
总线(can
‑
bus技术)等)在至少一个电动机自身控制子单元和上级控制单元之间进行数据交换的通信链路。
24.特别地,前面和下文中结合本发明的第一方面描述的实施例可以与前面和下文中结合本发明的第二方面描述的实施例组合,反之亦然。
25.术语电动机自身的控制单元具体是指能够独立地驱动电动机的控制单元。为此目的,电动机自身的控制单元可以具有其自身的电源。优选地,电动机自身的控制子单元被配置成使得其能够驱动根据本发明第一方面的电动机。特别有利地,电动机自身的控制子单元包括控制电子装备,该控制电子设备特别地能够驱动和/或控制无刷dc电动机。此外,电动机自身的控制子单元优选地包括频率转换器,以便能够控制和/或调节电动机的转子(特
别是无刷dc电机的转子)的旋转速度、扭矩、旋转方向、电流、电压和/或位置。令人惊讶地是,已经发现,使用这样的控制子单元显著减少了适于待提供的不同类型的包装材料的新设备的开发工作。这部分地是由于以下事实:电动机自身的控制子单元的使用降低了对于上级别控制单元的要求。特别地,可以使用仅向控制子单元发送控制命令的统一的上级控制单元,但是电动机的实际控制和/或调节由控制子单元执行。特别地,无论例如使用有刷电机还是无刷dc电动机,互连的电动机自身控制子单元使得能够为具有不同类型和数量的工作装置的不同设备使用相同的上级控制单元。通过标准化并且同时降低对上级控制单元的要求,特别是可以显著降低该上级控制单元的成本。由于例如当更换驱动工作装置的电动机时,仅需要适配电机的控制子单元,而不需要重新设计上级控制单元和可能的附加工作装置的任何其他控制子单元,所以还可以减少新设备的开发工作。另一个优点例如在防火中出现,因为电动机自身的控制子单元还可以优选地用于监测励磁电流,并且在例如由于该装置中的包装材料的堵塞而即将发生过热的情况下,该系统可以被自动地关闭。
26.在此应注意的是,控制子单元不一定必须分配给电动机。以上概述的优点还与其他部件(诸如与无线电模块等、诸如wlan模块和蓝牙模块等)、与显示器(诸如显示器和触摸屏等)、与用于存储和检索过程参数(诸如传送速度、材料的张力和/或包装材料长度等)的存储器模块(特别是对于预定的包装材料)一起出现,。特别地,至少一个电动机自身的控制子单元可由与这样的部件相关联的至少一个控制子单元补充或替换。
27.优选地,该通信链路使用诸如由可编程逻辑控制器所使用的bus技术。具体地,优选地使用bus技术,具有不同电源电压(特别是具有3.3伏和/或5伏电源电压)的控制单元可以经由bus技术彼此通信。此外,优选地,经由3.3伏电压供应上级控制单元和/或至少一个控制子单元。这特别能够进一步提高控制单元的兼容性,特别是上级控制单元的兼容性。
28.在一个实施例中,控制子单元测量驱动电动机的励磁电流并且当超过预定的可允许的电流时中断该励磁电流,特别是为了防止在设备中包装材料堵塞的情况下电动机、控制子单元和/或上级控制单元的过热。优选地,控制子单元可由上级控制单元通知可允许的励磁电流。可替代地或另外地,控制子单元可以优选地要求来自上级控制单元的可允许的励磁电流。还优选的是,当励磁电流超过允许电流时,控制子单元将相应的信号传输至上级控制单元。
29.在优选的实施例中,控制子单元具有频率转换器,优选地,具有电源和控制器的单相频率转换器。优选地,所使用的控制子单元中的每一个具有频率转换器。
30.在优选的实施例中,该装置具有屏蔽器,尤其是铁素体屏蔽器,该屏蔽器将至少一个控制子单元与环境屏蔽免受电磁干扰发射。可替代地或另外地,该装置具有屏蔽器,特别是铁素体屏蔽器,该屏蔽器屏蔽至少一个控制子单元和上级控制单元并且优选地另外地屏蔽该至少一个电动机免受电磁干扰发射。可替代地或另外地,该装置具有至少一个控制子单元、至少一个电动机、上级控制单元以及至少一个工作装置的屏蔽器,特别是铁素体屏蔽器,该屏蔽器屏蔽至少一个控制子单元、至少一个电动机、上级控制单元和至少一个工作装置免受电磁干扰发射。
31.优选地,铁素体屏蔽器可以由设备的壳体形成。优选地,每个控制子单位具有铁素体屏蔽器。这是特别重要的,因为控制子单元可以发射电磁辐射并且由此彼此干扰。优选地,至少一个、优选每个控制子单位的铁素体屏蔽器是铁素体涂层(例如片材金属涂层)的
形式。特别是当使用频率转换器时,适当的屏蔽是有利的,以尽可能地避免控制单元之间的相互干扰,特别是损坏控制单元的敏感元件。屏蔽程度可特别地通过以下措施来增加:优选地,每个控制子单元具有其自身的铁素体屏蔽器,并且另外由屏蔽控制子单元和上级控制单元的另一屏蔽器来屏蔽。围绕该设备的铁素体壳体可以优选地提供另外的屏蔽。
32.工作装置特别可以是分离装置,以用于从三维纸缓冲股分离被操纵的包装材料,特别是纸缓冲产品,该三维纸缓冲股已经在设备中由单层或多层纸幅或由瓦楞板幅形成的瓦楞板幅部段形成。
33.该设备优选地进一步包括在传送方向上布置在工作装置上游的供给装置(诸如一对供给轮等)以用于传送包装材料。此外,该设备优选地包括驱动上游供给装置的第二电动机。此外,该设备优选地包括用于控制和/或调节第二电动机的第二电动机自身的控制子单元,其中第二控制子单元和上级控制单元是经由通信链路互连的。
34.在优选实施例中,该设备包括在传送方向上布置在工作装置下游的排放装置(诸如一对排放轮等)以用于排放包装材料。此外,该设备优选地包括驱动下游排放装置的第三电动机。此外,该设备优选地包括用于控制和/或调节第三电动机的第三电动机自身的控制子单元,第三控制子单元与上级控制单元是经由通信链路互连的。
35.此外,优选的是,该供给装置和该排放装置各自分配有它们自身的电动机,以用于彼此独立地驱动和/或制动该传送装置。在这种情况下,电动机优选地被驱动,使得供给装置和排放装置张紧被操纵的包装材料,特别是在纸缓冲产品从形成在设备中的由单层或多层纸幅形成的三维纸缓冲股分离之前。可替代地或另外地,当发生包装材料堵塞时,在与传送方向相对的方向上驱动该对排放轮。
36.此外,本发明涉及一种利用根据本发明的第一方面或第二方面的设备执行的提供包装材料的方法。
37.本发明的第三方面涉及一种用于操作包装材料供应设备的方法,在方法中,通过操纵、特别是变形和/或传送纤维原材料(诸如单层或多层纸幅或瓦楞板幅等)来提供该包装材料(诸如纸缓冲材料股或瓦楞板幅部段等),其中,包装材料供应设备具有机械驱动的至少一个工作装置以及驱动工作装置的至少一个电动机,并且至少一个电动机具有固定的定子和可移动地安装到该定子的转子。该方法包括以下步骤:
38.1.检测转子的位置;以及
39.2.基于检测的转子位置利用励磁电流操作线圈布置的至少一个线圈,以将转子移动至新位置。
40.优选地,检测转子的位置包括以下步骤:
41.1a).测量由转子的旋转运动引起的信号,
42.1b).基于信号计算转子位置,以及优选地
43.1c).存储(特别是计数)信号、参考值或转子的位置,以及优选地
44.1d).计算在给定时间段内由转子覆盖的角度,特别是覆盖的转数。
45.本发明的第四方面涉及一种用于操作包装材料供应设备的方法,在该方法中,通过操纵、特别是变形和/或传送纤维原材料(诸如单层或多层纸幅或瓦楞板幅等)来提供包装材料(诸如纸缓冲材料股或瓦楞板幅部段等),其中,包装材料提供装置具有机械驱动的至少一个工作装置和驱动工作装置的至少一个电动机,其中,至少一个电机自身的控制子
单元控制和/或调节电动机,上级控制单元与电动机自身的控制子单元之间通过bus技术(诸如can
‑
bus技术等)经由通信链路进行数据交换。优选地,电动机自身的控制子单元釆用根据本发明第三方面所述的方法控制电动机。
46.本发明的第五方面涉及一种操作包装材料供应设备的方法,在该方法中,通过操纵、特别是变形和/或传送纤维原材料,诸如单层或多层纸幅或瓦楞板幅来提供包装材料(诸如纸缓冲材料股或瓦楞板幅部段等)。根据本发明的第五方面,被通过在包装材料供应设备的输出区域中致动所操纵的包装材料来启动该操纵。具体地,本发明的第五方面可以涉及一种操作根据本发明的第一方面和/或第二方面的设备的方法。可替代地或另外地,本发明的第五方面可以涉及一种操作包装材料供应设备的方法,其中操作该包装材料供应设备是根据本发明的第三方面和/或第四方面,而启动该操纵是根据本发明的第五方面。
47.优选地,被操纵的包装材料是由操作该设备的操作者致动的。输出区域具体地是指包装材料供应设备的区域,在该区域中,包装材料可以由操作者致动、特别是抓握。例如输出区域可以完全在包装材料供应设备内延伸,因为它被配置成足够大以确保被操纵的包装材料可以由该设备内的操作者致动。可替代地,输出区域可以在设备内部和外部两者延伸。在这种情况下,该装置外部的输出区域优选地被设计成、特别是可自由触及的,使得操作者可以致动、特别是抓握被操纵的包装材料。优选地,在该实施例中,装置内部的输出区域被设计成使得由操作者抓握到装置内部变得更加困难,特别是避免。这样的设计可以特别地避免对操作者造成伤害的风险。
48.被操纵的包装材料特别地是指已经通过操纵纤维原材料作为包装材料提供的包装材料。优选地,通过根据本发明的操作包装材料供应设备的方法已提供了被操纵的包装材料本身。然而,这不是绝对必要的。例如被操纵的包装材料还可以由已知方法提供,其中例如通过致动包装材料提供装置上的开关来启动操纵。然而,特别重要的是,已经被操纵的包装材料的致动引发纤维原材料的操纵,由此通过该纤维原材料提供额外的包装材料。
49.优选地,仅当该设备处于停机状态时才开始提供包装材料。特别地,当装置不操纵任何纤维原材料时,该装置处于停机状态。其中装置等待开始提供包装材料的待机模式也可以优选地被称为停机状态。
50.优选地,该装置的输出区域被设计成使得避免抓握到该装置中,而设备外部的输出区域允许操作者致动、特别是抓握。通过避免抓握到设备中,可以具体地降低对操作者造成伤害的风险。
51.在优选实施例中,通过移动被操纵的包装材料来执行致动,并且优选地通过检测移动来执行启动,具体地是利用与输出区域相关联的传感器(诸如光传感器等)检测移动来执行启动。优选地,为此目的,传感器指向设备的输出区域,使得包装材料的移动被传感器检测。在一个实施例中,例如,可使用检测是否存在于输出区域或其一部分中的传感器的包装材料。如果在输出区域中不存在材料,则传感器可以将相应的信号传输至控制单元,然后该控制单元启动包装材料的供应。可替代地,可以使用检测包装材料在输出区域中的相对移动并且将其传输至控制单元的传感器。在这个实施例中,该控制单元可以被给予预定路径,如果超过该预定路径,则启动包装材料的供应和/或如果低于该预定路径,则不启动任何供应。
52.可替代地或另外地,可以通过将致动力传输至被操纵的包装材料来执行致动。优
选地,该致动力是特别是利用5牛顿至100牛顿、10牛顿至75牛顿或20牛顿至50牛顿的力通过拉动被操纵的包装材料来施加的。可替代地或另外地,致动力可以施加在包装材料由于该力而移动的距离上,诸如在至少2mm、5mm、10mm、20mm、30mm或50mm上。致动力被传输到包装材料上的力和/或路径优选地是预定的,特别是存储在控制单元中,该控制单元在被操纵的包装材料被致动时查询是否已经检测到预定力和/或预定路径。如果达到预定力和/或预定距离,则控制单元优选地启动包装材料的供应,而如果未达到预定力和/或预定距离,则优选地不发生供应。以此方式,具体地,可以基本上避免例如由于操作者的意外致动而导致的包装材料的供应的意外启动。
53.在本发明的优选实施例中,被操纵的包装材料在致动开始时与包装材料供应设备接合,具体地与操纵装置(诸如传送装置或变形装置等)接合。该接合优选地包括用保持力来保持该被操纵的包装材料,其中该保持力优选地是至少10牛顿、50牛顿、100牛顿、150牛顿、250牛顿、350牛顿、450牛顿、550牛顿、700牛顿或900牛顿。
54.操纵装置可以包括传送装置,诸如一对传送轮或单个传送轮等。在实施例中,其中操纵装置基本上由传送装置形成,纤维原材料的操纵特别地包括将预定长度的纤维原材料传送到包装材料供应设备的输出区域,从而提供该输出区域。呈变形装置形式的操纵装置的实施例可以例如通过组合传送装置和变形漏斗来实现。在这种情况下,具体地通过借助于传送装置将纤维原材料拉入变形漏斗中(特别是利用传送装置)来执行变形。
55.优选地,该保持力是经由传送装置施加。例如,保持力可以通过包装材料与传送装置之间的夹紧力来提供。为此目的,例如,可以抵靠壁预加载传送轮,使得保持力、特别是预定保持力作用在被操纵的包装材料上。特别优选地,保持力是通过支撑一对传送轮中的两个传送轮来实现的。
56.在本发明的优选实施例中,该致动是由操作者执行的,该操作者优选地手动地致动(特别是抓握)被操纵的包装材料。可替代地或另外地,在从包装材料供应设备突出的被操纵的包装材料的一部分上执行致动。特别优选地,在该设备的输出区域中的所操纵的包装材料的部段突出至少5cm、10cm、20cm、30cm、40cm或50cm,使得优选地操作者可以抓握包装材料而不与设备的可能尖锐的边缘相接触。
57.在本发明的一个实施例中,操纵包括将单层或多层纸幅(特别是再循环纸)变形成纸缓冲股。为此目的,优选地特别是经由传送装置(诸如一对传送轮)将单层或多层纸幅拉入变形装置(诸如变形漏斗等)中,其中单层或多层纸幅形成为三维股,特别是纸缓冲股。随后,纸缓冲产品可特别地经由分离装置从纸缓冲股分离。可替代地或附加地,纸缓冲股可以特别是在两个传送装置(诸如两对传送轮等)之间被张紧。张紧可以是分离上游的步骤,或本身可用于分离,通过将包装材料拉紧至通过撕裂将其分离的程度。可替代地或另外地,该操纵可以包括从瓦楞板幅传送具体具有预定的瓦楞板幅部段。因此,优选地,预定长度的瓦楞板幅特别是从扇形堆叠体被传送,并经由设备的输出区域提供给操作者。
58.在本发明的一个实施例中,操作包括将纸缓冲产品(特别是预定长度的纸缓冲产品)与纸缓冲股分离,操纵进一步优选地包括在分离之前将单层或多层纸幅变形成纸缓冲股。可替代地或另外地,操纵包括将特别是具有预定长度的瓦楞板幅部段与瓦楞板幅分离,该操纵进一步优选地包括在分离之前将瓦楞板幅部段从瓦楞板幅传送。
59.在优选实施例中,被操纵的包装材料的致动引起转子(特别是驱动工作装置(诸如
传送装置机或变形装置等))的旋转运动。在这种情况下,该启动优选地通过检测转子的旋转运动(具体是用于检测转子的位置的装置)而发生。特别优选地,被操纵的包装材料的致动具体引起转子以10
°
至60
°
、20
°
至50
°
或30
°
至40
°
的预定最小角度的旋转运动。具体地,如结合本发明的第一方面所描述的,转子的旋转运动可以通过传感器布置来检测,该传感器布置同时用于操作被施加励磁电流的转子或定子的线圈布置。此外,特别地如结合本发明的第一方面所描述的,转子的旋转运动可通过评估由被供给有励磁电流的线圈布置中的转子的旋转运动引起的信号来执行。优选地,当检测到由转子的旋转运动引起的信号时,查询是否将励磁电流施加到线圈布置。如果不是这种情况,则优选地启动供应包装材料。优选地,该启动是通过传输包装材料的致动、特别是所得到的转子的旋转运动来实现,并且,如果适用,则不向线圈布置、上级控制单元施加励磁电流的信息,在该上级控制单元上优选地操作至少一个(特别优选地两个或三个)控制子单元(诸如电动机自身的控制单元等)以用于通过操纵来供应。
60.在优选的实施例中,在启动操纵纤维原材料之前,将被操纵的、致动的包装材料与纤维原材料(诸如单层或多层纸幅或瓦楞板幅等)分离,或由单层或多层纸幅形成的纸缓冲股形成,和/或被传送出该包装材料供应设备的装置。具体地,这可以降低包装材料堵塞的风险。
61.结合本发明的第五方面描述的方法,特别是一种用于操作包装材料供应设备的方法,该包装材料供应设备包括机械驱动的至少一个工作装置以及驱动工作装置的至少一个电动机。具体地,包装材料供应设备具有至少一个电动机自身的控制子单元,该控制子单元控制和/或调节至少一个电动机。可替代地或另外地,包装材料供应设备包括控制单元、特别是上级控制单元,该上级控制单元控制纤维原材料的操纵。具体地,在操纵启动之后,由控制单元半自动地、特别是全自动地控制操纵。具体地,在已经致动所操纵的包装材料(第一包装材料)之后,可以从该设备分配所致动的包装材料。因此,特别地,可特别地通过驱动至少一个电驱动的工作装置来生产第二包装材料。因此,第二包装材料可特别地设置在输出区域中,使得第二包装材料可被致动以启动提供第三包装材料。通过半自动操纵,特别应理解的是,由控制单元控制该步骤中的一个或更多个步骤和/或之前或以下描述的步骤中的一个或更多个步骤。通过全自动操纵,特别应理解的是,除了致动之外,所有这些步骤和/或之前或以下描述的步骤都由控制单元控制。使用全自动操纵可以特别地提供一种方法,其中,由于已经操纵的包装材料的致动,全自动地提供另外的包装材料。
62.具体地,结合本发明的第三方面、第四方面和/或第五方面描述的方法可以是操作根据本发明的第一方面和/或第二方面的设备的方法。如前文和下文所述,纤维原材料的操纵可以单独地或组合地包括传送、分离和变形纤维原材料。然而,优选地,操纵至少包括分离或变形纤维原材料。在应用或实施例中,其中操纵排他地包括传送纤维原材料,传送特别地包括从材料幅卷或从包装材料堆叠体传送纤维原材料。特别优选地,结合本发明的第三方面、第四方面和/或第五方面描述的方法涉及一种操作包装材料产生设备的方法。特别地,包装材料产生设备是指其中操纵包括使纤维原材料变形和/或分离中的至少一种的设备。特别地,结合本发明的第三方面、第四方面和/或第五方面描述的方法可以涉及一种操作缓冲材料产生设备的方法。特别地,缓冲材料产生设备被理解为是指在其中操纵包括变形操作的设备,在变形操作中,三维缓冲股(特别是三维纸缓冲股)由原材料的单层或多层
幅(特别是单层或多层纸幅)产生。
63.本发明的第六方面涉及一种特别地借助于根据本发明的第一方面和/或第二方面的设备生产的包装材料(诸如纸缓冲材料股或瓦楞板幅部段等)。可替代地或另外地,本发明的第六方面涉及一种根据本发明的第三方面、第四方面和/或第五方面的方法生产的包装材料。
64.特别地,当在本发明的上下文中提及纤维原材料时,它是本发明的优选实施例或应用。优选地,根据本发明的第一方面和/或第二方面的装置以及根据本发明的第三方面、第四方面和/或第五方面的方法两者总体上可以用于操纵原材料,即用于操纵纤维原材料,用于操纵无纤维原材料(诸如塑料等)和/或用于操纵复合材料(诸如纤维原材料和无纤维原材料的组合等)。
65.具体地,根据本发明的第三方面、第四方面和/或第五方面的根据本发明的方法可以被设计成使用根据本发明的第一方面和/或第二方面的根据本发明的设备来执行。
66.具体地,根据本发明的第一方面和/或第二方面的根据本发明的设备可以被结构化成使得可以执行根据本发明的第三方面、第四方面和/或第五方面的根据本发明的方法。
附图说明
67.从以下进一步示出的附图中,本发明的进一步的优点、效果和实施例将变得明显。其中:
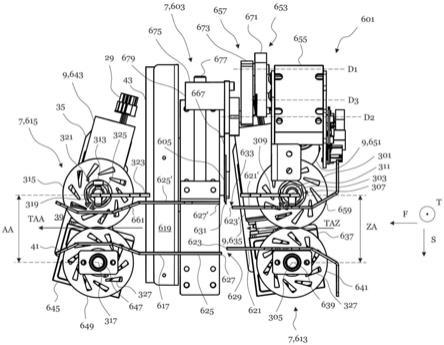
68.图1是示例性设备的仰视图,其中下边界壁和上边界壁被移除以展示单独的部件和处于切割开始位置的刀片;
69.图2是图1的设备的俯视立体图,其中刀片处于切割端部位置;
70.图3是图1的设备的仰视立体图,其中刀片处于切割端部位置;
71.图4是图1的设备的第二仰视立体图,其中刀片处于切割端部位置;
72.图5是经由通信链路在上级控制单元、两个下级控制子单元和两个电动机之间的连接的示意性表示;
73.图6是电动机与控制单元之间的已知连接的示意图;
74.图7是本发明的前四方面的实施例的示意图;
75.图8是本发明的第五方面的实施例的示意图;以及
76.图9是上级控制单元、通信链路、三个电动机自身的控制子单元、三个电动机以及位置检测装置和三个工作装置的连接示意图。
具体实施方式
77.图1示出了用于制造包装材料产品的设备601的优选实施例的仰视图,其中,下边界壁和上边界壁(具体为传送通道619的下边界壁和上边界壁)被隐藏以示出设备601的单独部件,其中,刀片605处于切割开始位置。图2至图4各自示出了设备601的立体图,其中刀片605处于切割端部位置。
78.图1至图4示出了用于提供呈纸缓冲产品形式的包装材料的设备。为此,将纸缓冲股形式的包装材料股进给到分离装置603形式的第一工作装置7。供给由一对供给轮613形式的第二工作装置7执行。该对供给轮613优选进一步用来将单层或多层纸幅形式的纤维原
材料5拉入到变形装置中,其中纸幅形成为纸缓冲股。例如,纸幅可以从纸幅卷或莱波雷洛(leporello)堆叠体中拉出。作为变形装置(例如,变形漏斗(未示出))可在传送方向f的下游连接至设备601,特别是连接至一对供给轮613。可替代地或另外地,传送装置601可具有使纤维原材料变形的漏斗状部段659、661。例如,如本文所示,漏斗状部段659、661可设置在在传送方向f上的一对供给轮613和一对排放轮615的上游,该漏斗状部段659、661在传送方向f上连接到该对供给轮613、615。此外,设备601包括沿传送方向f布置在分离装置603的下游的一对排放轮615形式的第三工作装置7。该对排放轮615特别地用于在纸缓冲产品已经通过分离装置603与纸缓冲股分离之后排放该纸缓冲产品。可替代地或另外地,该对排放轮615可以与该对供给轮613配合,使得纸缓冲股在分离之前被张紧。
79.在此处所示的实施例中,这三个工作装置中的每一个由驱动器635、643和651驱动。优选地,驱动器635、643和651中的至少一个、优选地两个、特别优选地全部三个是具有固定的定子、转子以及该转子或该定子的线圈布置的电动机9,该转子被可移动地安装在定子上,该转子或该定子的线圈布置被施加了励磁电流,其中,至少一个电动机9没有用于在定子与转子之间传输励磁电流的电接触耦接件,并且该至少一个电动机9包括用于检测转子的位置的装置11。在这里示出的实施例中,用于检测转子位置的装置11、转子、定子和线圈布置形成在相应的电动机635、643和651内,并且因此在图1至图4中未示出。特别地,这些是具有用于位置检测装置的霍尔传感器的无刷dc电机。
80.特别优选地,驱动器635、643和651中的至少一个、优选地两个、特别优选地全部三个具有电动机自身的控制子单元13。在此示出的图1至图3中,与驱动该对供给轮613的电动机635相关联的控制子单元13被指定为附图标记21。附图标记23被指定给与驱动该对排放传送轮615的电动机643相关联的控制子单元13。与驱动分离装置603的电动机651相关联的控制子单元13与附图标记25相关联。优选地,根据本发明的第二方面,设置上级控制单元15以用于分离控制子单元21、23和25中的至少一个、优选地两个、更优选地全部三个。在图1至图3中未示出根据本发明的使用bus技术在至少一个电动机自身的控制子单元13和上级控制单元15之间交换数据的通信链路17。然而,在每种情况下示出了插头27、29和31,特别是控制子单元21、23、25能够经由插头27、29和31连接至通信链路,特别是连接至通信总线,诸如控制器局域网路(can)总线等。控制子单元21、23、25分别经由安装板33、35、37附接到设备601,特别是附接到电动机635、643、651。前述铁素体屏蔽器未在图1至图4中示出,但是可以具体地经由安装板33、35、37附接至控制子单元23、25、27。
81.输出区域设置有附图标记39,并且具体地在传送方向f上从一对排放轮615延伸超过设备601。该装置内部的输出区域具体地由在传送方向f上加宽的输出漏斗41限制。设备601外部的输出区域具体地被认为是在设备601外部(具体地在输出漏斗41外部)高达10cm、20cm、30cm、40cm、50cm、60cm、70cm或80cm的区域。这个区域优选地没有机器零件以允许操作者不受干扰地抓握被操纵的包装材料。此外,电源43优选地被提供用于向控制单元15、21、23和25中的至少一个供电。
82.优选地,该对供给轮613的驱动器635的输出端经由齿轮637(特别是蜗轮)耦接至供给轮对613,特别是耦接至供给轮(特别是从动供给轮641)的驱动轴639。
83.传送方向f优选地意味着包装材料股从一对供给轮613传送到一对排放轮615的方向。在此处所示的优选实施例中,包装材料股(即其在不偏转的情况下)被直接从该对供给
轮613传送到该对排放轮615。然而,应当理解,在不太优选的实施例中,包装材料股也可以在成对的传送轮613、615之间偏转。因此,在更宽泛的意义上,传送方向f应被理解为包装材料股在传送装置(特别是刀片605)的上游和下游被传送的方向。例如,在成对的传送轮613、615之间的多个偏转装置的情况下,传送方向f将由包装材料股由靠近刀片605的上游的偏转装置和靠近刀片605的下游的偏转装置传送的方向限定。在前文和下文中,在分离装置的上游和下游分别为刀片605在传送方向f上的布置的指示,优选地总是考虑切割状态,在该切割状态下,刀片605与包装材料股进行切割接合。因此,在刀片605以平移方式横切的优选实施例中,沿着切割方向s延伸的直线可以被认为是部件的上游和下游布置的参考。在刀片仅在切割接合中平移地移动或者也纯粹旋转地移动的实施例中,在切割接合时在切割方向s上延伸的线将被考虑用于评估部件相对于刀片605的上游和下游定位。切割方向s是在刀片605与包装材料股切割接合期间刀片605进入包装材料股的方向。在纯旋转引导的刀片605的情况下,因此必须考虑将切割接合中的切线作为切割方向s。
84.该对排放轮由其自身的驱动器643(特别是电动机)驱动。驱动器643的输出端经由齿轮箱645耦接到该对排放轮615,特别是耦接到从动排放轮649的驱动轴647。
85.分离装置603由驱动器651驱动,具体地呈电动机的形式。在图1中,分离装置603的电动机651在绘图平面中且在切割方向s上延伸。分离装置603的驱动器651的输出端经由齿轮箱653(特别是分离装置自身的齿轮箱)耦接到分离装置603。在这里所示的实施例中,分离装置603的齿轮箱653包括传动齿轮箱655,传动齿轮箱655用于升高或降低驱动器651的输出运动。此外,分离装置自身的齿轮箱653包括转换齿轮箱657,该转换齿轮箱657用于将旋转运动转换成平移运动,特别是沿切割方向s的旋转运动。
86.优选地,刀片605具有多个切割齿663。优选地,刀片605具有七个切割齿663。该切割齿具体地在横向于传送方向f(特别是与传送方向f正交)和横向于切割方向s(特别是与传送方向f正交)的方向上彼此邻接。由此,切割齿可以在刀片605的整个深度t上延伸。在附图中,纸缓冲产品机器的深度t是指向出绘图平面的方向。深度t优选地横向于(特别是正交于)切割方向s和传送方向f延伸。
87.特别优选地,切割齿663基本上在传送通道619的整个深度t上延伸。通过整个深度t,不应理解为刀片605沿着上边界壁和下边界壁摩擦,上边界壁和下边界壁未示出。相反,优选地在上边界壁和下边界壁与刀片之间的过渡区域中设置相应的间隙,使得刀片605相对于上边界壁和下边界壁行进而不接触。切割齿663优选地形成为在切割方向s上渐缩的三角形,该三角形优选地是在传送方向f上在刀片的厚度上渐缩的金字塔形。在深度t处邻接上边界壁和下边界壁的切割齿在与切割方向s相对的方向上(特别是对准地)合并到刀片605的安装部段665中。刀片605经由安装部段665被连接(特别是拧紧)到分离装置603的滑动件667。为了将刀片605紧固到滑动件667,优选地在刀片605的安装部段665中提供孔669。经由孔669,刀片优选地借助于螺钉或铆钉被连接到刀片的滑动件667。滑动件特别地在切割方向s上移动。
88.分离装置603的转换齿轮箱657优选地包括两个接合部段671、673,这两个接合部段671、673以可旋转的方式(特别是围绕在传送方向f上延伸的旋转轴线d1)彼此连接。接合部段671、673各自优选地经由一个端部彼此连接。一个接合部段673在传送方向上面向托架667。特别地,另一驱动器651面向驱动器651的传动齿轮箱655。在其背离旋转轴线d1的端部
处,面向滑动件667的接合部段673经由特别是在传送方向f上延伸的旋转轴线d2可移动地铰接至托架667。面向驱动器651(特别是传动齿轮箱655)的接合部段671经由特别是在传送方向f上延伸的旋转轴线d3铰接到传动齿轮箱655。此外,分离装置603优选地在切割方向s上包括引导件675。该引导件优选地包括特别是在切割方向s上延伸的圆柱677和在切割方向s上沿着该圆柱677可移动的滑动块679。滑动块679优选地固定地连接到滑动件667上。特别优选地,刀片605的引导件布置在刀片605在传送方向f上的下游,并且齿轮箱653(特别是转换齿轮箱657)布置在刀片605在传送方向f上的上游。在所示的实施例中,传动齿轮箱655设置在旋转轴线d3和驱动器651之间,以用于平移驱动旋转运动。优选地,传动齿轮箱655是蜗轮。此外,齿轮箱655还可设计成使驱动器651的旋转轴线偏移,特别是使其相对于旋转轴线d3偏移90
°
。
89.在分离装置603的水平处,在传送方向f上,传送通道619延伸,该传送通道619由边界壁617界定。优选地,传送通道619在该传送方向上在分离装置的上游和下游延伸直到该对供给轮613和该对排放轮615,优选地超过成对的传送轮。狭缝629被配置在边界壁617中,使得刀片605可以进入和离开狭缝629而不接触。
90.如前所描述的,传送通道619在传送方向f上在狭缝629的上游由上游壁部段621界定并且在狭缝629的下游由下游壁部段625界定。当先前或随后提及在切割方向s上穿过传送通道619时,这应理解为具体是指刀片穿过传送通道619的由上游壁部段621界定的部段。具体地,在切割开始位置中,刀片将在切割方向s上被定位在传送通道619外部,以便避免当在成对的传送轮613、615之间传送时包装材料股611被捕获在刀片605上、特别是在切割尖端631上。
91.在包装材料产品与包装材料股分离之前,包装材料股在传送轮对613、615之间延伸。刀片605优选地以纯平移的方式行进穿过传送通道619。具体地,刀片605由此横向地、优选地正交于传送方向行进。优选地,该设备被定向使得刀片605水平地横穿传送通道619。通过穿过,具体地应理解的是,在从切割开始位置到切割结束位置的移动过程中,刀片在切割方向s上从一侧进入传送通道619并且在切割方向s上经由相对侧离开传送通道619。进入到传送通道619中具体经由缩回狭缝633发生,该缩回狭缝633被引入边界壁617中。具体地,经由设置在边界壁617中的狭缝629发生离开传送通道619。
92.优选地,边界壁617具有在传送方向f上在该对供给轮613和/或该对排放轮615的上游的漏斗状部段659、661,该漏斗状部段659、661在传送方向f上渐缩。优选地,漏斗状部段659、661的渐缩部发生在切割方向s上。可替代地或另外地,渐缩部可沿与传送方向和切割方向正交的方向形成。漏斗状部段659、661可以是圆形或有角度的。在此处所示的实施例中,该漏斗形部段是有角度的并且仅在切割方向s上渐缩。传送通道619的渐缩部优选地在传送通道619的包装材料股619接合该对供给轮613和/或该对排放轮615的区域中形成。一方面,传送通道619的渐缩部可以增加从基本上二维的纸幅到三维包装材料股的变形程度,并且可以促进与成对的传送轮613、615的接合。
93.装置601具有由边界壁617界定的传送通道619。特别优选地,该传送通道619至少在这两对传送轮613、615之间在传送方向f上延伸。在不太优选的实施例中,该传送通道至少在分离装置(对应地刀片605)的传送方向水平上延伸。由此,特别重要的是对传送通道619界定,特别是紧靠刀片605的上游和下游。传送通道619由边界壁617界定。在边界壁617
中,狭缝629被配置成使得刀片605能够在不接触的情况下移入和移出间隙627。在传送方向f上在狭缝629的上游,该传送通道由壁部段621界定,该壁部段621具有在传送方向f上游与该狭缝界定的上游相对边缘623。在狭缝629的传送方向下游,传送通道619由下游壁部段625界定,该下游壁部段625具有在传送方向f下游界定狭缝629的下游相对边缘627。
94.装置601可以额外地具有形成在边界壁617中的缩回狭缝633,该缩回狭缝633被设计成使得刀片可以(特别是没有接触的)移入和移出传送通道619。缩回狭缝633优选地形成在边界壁617的在切割方向s上与狭缝相对的部段上。特别优选地,缩回狭缝633和/或边界壁617的与狭缝629相对的部段形成为类似于狭缝629和/或类似于围绕狭缝的壁部段。这特别应理解的是,传送通道619在传送方向f上在缩回狭缝633的上游由上游壁部段621’界定,该上游壁部段621’具有在传送方向上游与缩回狭缝633界定的上游相对边缘623’。可替代地或另外地,这必须理解的是,传送通道619在传送方向f上在缩回狭缝633的下游由下游壁部段625’界定,该下游壁部段625’具有在传送方向f上在下游与缩回狭缝633界定的下游相对边缘627’。优选地,在进入和离开狭缝时,刀片605在传送方向上与上游相对边缘623’间隔开和/或与下游相对边缘627’间隔开。
95.优选地,该对供给轮中的一个供给轮不直接由驱动器635驱动。非直接从动的供给轮301优选地经由从动供给轮641间接驱动。特别优选地,这通过非从动供给轮301被偏置抵靠从动供给轮641来实现。如具体在图1至图4中可见,该偏置具体是通过减小轮轴303、305之间的距离的尺寸来实现的。通过减小供给轮轴距离za的尺寸,供给轮被弹性地偏压抵靠彼此。为了设定供给轮轴距离za,供给轮641、301中的至少一个供给轮可优选地相对于另一个供给轮移动或夹持到其上。优选地,为此目的提供了支撑装置307,通过该支撑装置307,供给轮641、301之一可以经由设备601的壁部段被夹紧到另一个供给轮301、641。支撑装置优选地包括轮安装件309以及至少一个、优选两个紧固器件313(诸如螺钉313等(仅示出一对排放轮615)),轮安装件309将供给轮301连接到下边界壁和上边界壁(未示出),紧固器件313将供给轮301的轮轴311连接到轮安装件309。如图1所示,支撑装置307优选地附接到非从动供给轮301。因此,例如可通过致动紧固器件313来调节供给轮轴距离za,而从动供给轮641相对于驱动器635保持在恒定位置。因此,特别地,供给轮之间的张力可被调节,特别地取决于待处理的纤维原材料或所需的包装材料产品几何形状,特别地基本上不增加设备601的开发工作。
96.可替代地或另外地,排放轮649、315彼此抵靠地支撑。特别优选地,排放轮315、649之间的张力经由从动排放轮649的轮轴317与非从动排放轮315的轮轴319之间的尺寸过小的排放轮轴距离aa设定。排放轮轴距离aa可由支撑装置321调节,如对于一对供给轮613所描述的。该对排放轮615的支撑装置321优选地还包括轮安装件323和连接器件313,排放轮315、649的轮轴325通过轮安装件323固定至设备601,连接器件313用于将轮轴325连接至支撑装置321的轮安装件323。
97.尺寸过小的轮轴距离具体是指一对轮的轮轴303、305、317、319之间的距离小于这两个轮的半径之和,特别是在拆卸状态下。这尤其可以通过传送轮的一定弹性来确保。因此,优选的是由弹性本体(诸如pu泡沫本体等)形成传送轮,或者在它们的外周边上为它们提供可弹性变形的滚动区域。可以通过以下措施来进一步增加传送轮的弹性:提供了多个凹部327(特别是在六个与十四个之间),特别是在圆周方向上均匀分布的凹部327。为了确
保传送轮的弹性基本上独立于旋转位置,凹部327优选地在圆周方向上被均匀地引入到传送轮中。
98.在图1至图4中展示的设备601示出了其中没有包装材料股与传送轮对613、615接合的状态。在这种状态下,传送轮对中的轮优选地通过在接触表面中相互支撑而彼此接触,该接触表面特别是圆形或椭圆形。另一方面,如果成对的传送轮613、615与包装材料股接合,则相应的传送轮优选地通过包装材料股彼此分离。在不太优选的实施例中,传送轮仅彼此切向接触或彼此间隔开,使得在包装材料股与对应的传送轮对接合之前,在传送轮对613、615的传送轮之间不发生动力传输。优选地,该对排放轮的轮轴317、319和/或该对供给轮305的轮轴303,305相对于彼此对齐,使得该对供给轮的切线taz和/或该对排放轮的切线taa平行于传送方向f延伸。在此背景下,切线尤其不应被排他地理解为意味着传送轮仅彼此相切;相反,在传送轮之间产生接触表面的优选实施例中,在传送方向上在第一接触点与最后接触点之间延伸的线也被认为是切线。
99.在不太优选的实施例中,相应轮对615、613的轮轴303、305、317、319可彼此偏移,使得该对供给轮的切线taz和/或该对排放轮的切线taa相对于传送方向f倾斜。特别优选地,相应的一对供给轮的轮轴相对于彼此布置成使得切线taz和taa彼此平行延伸并且特别优选地相同。这可特别地通过相应的一对轮613、615的轮轴303、305、317、319特别地在切割方向s上布置为一个在另一个之上来实现。
100.当比较图5和图6时,根据本发明的第二方面和第四方面的设备与方法之间的差异变得明显。图6示出了经由控制单元15的电动机9的常规操作。在这个常规的实施例中,必须根据有待控制的电动机9的数量和类型来重新设计控制单元15。这尤其导致开发成本增加,因为控制单元15(特别是当使用无刷dc电机时)需要电机的调节。相比之下,使用电动机自身的控制子单元13不仅可以增加设备601的灵活性,而且可以降低设备601的开发成本,因为可以通过让控制子单元13接管控制和调节任务来降低对上级控制单元15的要求。特别地,电动机自身的控制子单元13的使用使得无刷dc电机的使用特别令人感兴趣,因为可以更好地利用与有刷电机相比增加的寿命,这是由于相对于可以使用电机的设备601的灵活性。
101.图7是上级控制单元15、电动机自身控制子单元13、电动机9、位置检测装置11和工作装置7之间的通信的示意图。根据本发明的第一方面和第三方面,图6示出了电动机9,该电动机9可以借助于位置检测装置11(诸如例如具有三个霍尔传感器的传感器布置等,每个霍尔传感器相对于彼此偏移120
°
布置)来检测该电动机9的转子的位置。优选地,为此目的,测量由转子的旋转运动在传感器中引起的信号(诸如电压等),且通过借助于评估装置评估信号来确定转子的位置,该评估装置优选地实施在控制子单元13中。根据所确定的转子位置,然后交替地向线圈布置施加励磁电压以引起转子旋转。转子进而驱动工作装置7。如图6所示,包装材料的供应可以通过致动开关19来触发。
102.根据本发明的第二方面和第四方面,在图7中提供了用于控制和/或调节驱动工作装置7的电动机9的电动机自身的控制子单元13。此外,设置用于操作控制子单元13的上级控制单元15。为了启动包装材料3的供应,特别是通过操纵光纤原材料5,开关19可以被致动,如图6所示。于是,上级控制单元15操作电动机自身的控制子单元13,控制子单元13进而控制和/或调节电动机。
103.图8基本上示出了图7的示意图,不同之处在于,包装材料3的供应在此是在不致动开关19的情况下启动的。为此目的,使用根据本发明的第五方面的方法,根据该方法,通过操纵纤维原材料5来提供特别是另外的包装材料3是通过致动特别是已经被操纵的包装材料3来启动的。由此,特别地通过致动被操纵的包装材料3、工作装置7(特别地一对排放轮615的传送轮649(例如如图1至图4所示))经受旋转运动。这特别地通过以下事实实现:被操纵的包装材料3仍然与抵靠彼此支撑的传送轮649和315接合,使得通过拉动包装材料3,将该对排放轮615的传送轮649、315设置为旋转。由于从动排放轮649形式的工作装置与电动机9、643的机械耦接,电动机9、643的转子经受旋转运动。该旋转运动由位置检测装置11检测并传递到电动机自身的控制子单元13。于是,电动机自身的控制子单元13向上级控制单元15发送触发信号,于是控制单元15操作电动机自身的控制子单元13以通过操纵光纤原材料5来提供包装材料3。
104.图9示出了三个工作装置7的示意图,每个工作装置由电动机9驱动,电动机9继而在每种情况下由电动机自身的控制子单元13控制和/或调节。三个电动机自身的控制子单元13由上级控制单元15控制。上级控制单元15和电动机自身的控制子单元13经由通信链路17互连以用于数据交换。个别单元的此种互连可特别用于操作如图1至图4中所示的设备。就这一点而言,包装材料3的先前描述的供应可以通过以下方式来执行:通过致动开关19来操纵光纤原材料5,或者通过在设备601的输出区域39中致动被操纵的包装材料3,特别是根据本发明的第五方面。
105.在前述描述、附图和权利要求中公开的特征对于各种实施例中的本发明的实现可以是重要的(单独地和以任何组合地)。
106.附图标记列表
107.3 包装材料
108.5 纤维原材料
109.7 工作装置
110.9 电动机
111.11 位置感测装置
112.13 电动机自身的控制子单元
113.15 上级控制单元
114.17 通信链路
115.19 开关
116.21 一对供给轮的控制子单元
117.23 一对排放轮的控制子单元
118.25 分离装置的控制子单元
119.27 一对供给轮的控制子单元的插头
120.29 一对排放轮的控制子单元的插头
121.31 分离装置的控制子单元的插头
122.33 用于控制子单元21的安装板
123.35 用于控制子单元23的安装板
124.37 用于控制子单元25的安装板
125.39 输出区域
126.41 输出漏斗
127.43 电源单元
128.301 非从动供给轮
129.303 非从动供给轮的轮轴
130.305 从动供给轮的轮轴
131.307 一对供给轮的支撑装置
132.309 支撑装置307的轮安装
133.311 非从动供给轮301的轮轴
134.313 夹紧装置的连接器件
135.315 非从动排放轮
136.317 从动排放轮的轮轴
137.319 非从动排放轮的轮轴
138.321 一对排放轮的支撑装置
139.323 支撑装置321的轮安装
140.325 非从动排放轮的轮轴
141.327 在传送轮中的凹部
142.601 设备
143.603 切割装置
144.605 刀片
145.613 一对供给轮
146.615 一对排放轮
147.617 边界壁
148.619 传送通道
149.621、621
’ꢀ
上游壁部段
150.623,623
’ꢀ
上游相对边缘
151.625,625
’ꢀ
下游壁部段
152.627,627
’ꢀ
下游相对边缘
153.629 狭缝
154.631 切割尖端
155.633 缩回狭缝
156.635 驱动一对供给轮的电动机
157.637 一对供给轮的齿轮箱
158.639 一对从动供给轮的驱动轴
159.641 驱动的供给轮
160.643 驱动一对排放轮的电动机
161.645 一对排放轮的齿轮箱
162.647 一对从动排放轮的驱动轴
163.649 驱动排放轮
164.651 驱动分离装置的电动机
165.653 分离装置的齿轮箱
166.655 传动齿轮箱
167.657 转换齿轮箱
168.659 一对供给轮的漏斗状部段
169.661 一对排放轮的漏斗状部段
170.663 切割齿
171.665 刀片的安装部段
172.667 刀片的滑动
173.669 刀片中的孔
174.671 接合部段(面向传动齿轮箱655)
175.673 接合部段(面向滑动件667)
176.675 切割方向上的刀片引导件
177.677 导向圆柱
178.679 滑动块
179.t 纸缓冲产品机器的深度
180.f 传送方向
181.s 切割方向
182.aa 排放轮轴距
183.za 供给轮轴距
184.taz 一对供给轮的切线
185.taa 一对排放轮对的切线
186.d1 两个接合部段671和673之间的旋转轴线
187.d2 接合部段673与托架667之间的旋转轴线
188.d3 接合部段671与传动齿轮箱655之间的旋转轴线
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1