用于制造异步电机的转子的方法以及转子与流程
[0001]
本发明涉及一种用于制造异步电机的转子的方法,其包括如下步骤:
-ꢀ
提供预制模块,即旋转对称的叠片组,该叠片组带有多个沿着其圆周分布地布置的、贯通的轴向通道,在这些轴向通道中布置了由铜合金构成的导体杆,这些导体杆轴向地突出于叠片组;
-ꢀ
在叠片组的每一侧,利用铝合金对导体杆的突出的各端部予以包封浇铸,用于形成每个短路环,该短路环使得各导体杆相互电连接。
[0002]
本发明还涉及一种用于异步电机的转子,其包括旋转对称的叠片组,该叠片组带有多个沿着其圆周分布地布置的、贯通的轴向通道,在这些轴向通道中布置了由铜合金构成的导体杆,这些导体杆轴向地突出于叠片组,其中,导体杆的突出的各端部在叠片组的每一侧上借助由铝合金构成的浇铸的短路环导电地相互连接。
背景技术:
[0003]
这种方法由de 10 2009 034 647 a1已知。
[0004]
本领域技术人员基本上已知用于特别是大功率的异步电机(如其在汽车制造中被需要例如用作牵引机)的转子(也叫转轮)的构造。这些转子主要由堆叠的各单叠片的组所构成,所谓的导体笼嵌入到这些单叠片中。导体笼本身主要由沿着叠片组的圆周分布的、轴向地伸展的导体杆构成,这些导体杆分别在叠片组的端侧处借助所谓的短路环导电地相互连接。导体笼嵌入到叠片组中通常按如下方式进行:后者含有轴向地伸展的通道,导体杆在两侧轴向突出地插入到这些通道中。在下一个步骤中安装短路环。所述轴向通道由叠片的相互对准的贯通开口形成。它们可以设计成槽或封闭的通道,这些槽由单叠片的相互对准的边缘凹口构成,这些通道由单叠片中的相互对准的孔构成。导体杆、短路环以及它们的过渡区域由于在工作中出现的大电流而必须具有高的导电率,这明显限制了对在技术和经济上合适的材料与连接方法的选择。用于导体杆的铜和用于短路环的铝的材料组合在异步电机的工作中带来了效率优势。通常有预制模块可供使用,该预制模块基本上只包括叠片组和嵌入叠片组中的铜杆,其中各铜杆以它们的端部(通常在两侧)突出于叠片组。该预制模块被供应给包封浇铸过程,其中,铜杆的突出的端部利用铝包封浇铸以用来形成短路环。
[0005]
本领域技术人员将理解,术语“铜”和“铝”在此不应局限于纯材料来理解,而是指代以所提到的材料作为主要成分的合金的简称。
[0006]
在把铜存放于周围环境空气处时,在铜表面上通常形成薄的氧化层。在插入到叠片组中之前在存放期间在导体杆的表面上也是如此。本领域目前认为,这种氧化层是不利的,因为它是在导体杆的铜与短路环的铝之间的电绝缘的阻隔物。因此试图防止形成这种氧化层,或者将其去除。开篇提到的形成这类的文献为此提出特别是通过电镀来对导体杆予以覆层。作为覆层材料,提出了同一种材料,即通常的铝,由该材料也制造短路环。
[0007]
jp h 102 34 166公开了在把铜杆插入到叠片组的轴向通道中时将氧化层去除。
[0008]
由de 10 2015 102 420 a1已知,在包封浇铸过程之后,在被包封浇铸的导体杆与
短路环之间激励起高频振动,以便通过类似于摩擦焊接的相互作用来实现各材料的、消除氧化层的紧密连接。
[0009]
采用这种方法制造的全部转子都表现出如下缺点:随着时间的流逝,在材料边界处出现接触腐蚀,所述接触腐蚀长期显著地降低电连接和因此电机的功率能力。
技术实现要素:
[0010]
本发明的目的是,如此改善所述类型的转子以及所述类型的用于制造这种转子的方法,从而所得到的异步电机更长久地保持其功率能力。
[0011]
该目的结合权利要求1的前序部分的特征通过如下方式实现,即在包封浇铸的步骤之前在含有氧气的环境中将预制模块加热到介于200℃和300℃之间、优选介于200℃和250℃之间、特别优选介于200℃和220℃之间的目标温度。
[0012]
这导致具有权利要求7的特征的转子,该转子特别通过如下出众,即在导体杆与短路环之间的边界区域中存在厚度介于2μm和10μm之间的氧化层。
[0013]
本发明的优选的实施方式是从属专利权利要求的对象。
[0014]
与本领域的偏见相反,发明人已确定,在导体杆表面上的氧化层绝不会像目前所认为的那样在传导性损害方面是不利的;另一方面,发明人的认识是,有益地设计的氧化层,特别是铜氧化层,有助于抑制在各种不同的材料之间的长期显著更不利的接触腐蚀。这种认识的实际实现方式在于,由叠片组和导体杆预先制得的预制模块在包封浇铸之前在含有氧气的环境(其例如可以是通常的周围环境空气)中预先退火,也就是说,加热到介于200℃和300℃之间的温度。在这种情况下,在铜杆的表面上形成氧化层,该氧化层一方面比通常存放于室温下所产生的氧化层更厚。另一方面它也表现得更加稳定,并且保证了铜与铝这些材料的可靠分离,从而持久地抑制让人担心的接触腐蚀。发明人的另一个令人惊奇的认识在于,如此形成的氧化层仅仅与材料过渡部的导电性的不明显的减小相关联。特别地,所得到的抗接触腐蚀的优点远远超出了传导性减小的缺点。由此,所产生的异步电机在不明显损失整体功率的情况下,随着时间的流逝明显地赢得了功率稳定性。
[0015]
足够的是,把预制模块在整体上加热到所提到的目标温度。无需在限定的较长的时间内保持该目标温度。在形成稳定的氧化层之后,因此发明人的认识是,更长久地维持预先退火温度不会带来进一步的优势。
[0016]
然而已表明有利的是,在达到目标温度之后立即引入包封浇铸的步骤。这意味着,在处于目标温度(或者比其略低的温度—可能因不同加工工位之间的输送路径而引起)的预制模块处执行包封浇铸过程。这有利地影响了包封浇铸过程,因为铝熔融物很少快速地凝固,并且会更深地进入到在导体杆与叠片组之间的安装间隙中。此外,防止了或者明显减少了在浇铸材料中形成缩孔,即因凝固而出现的空腔。特别地,这种缩孔是上面提到的接触腐蚀的优选攻击目标。
[0017]
如果导体杆(如优选地设置那样)轴向固定在叠片组中,也就是说,如果预制模块形成本身稳定的并且因此可容易操作的单元,则会明显简化浇铸过程。这可以通过夹紧、即力配合地进行,通过钎焊、焊接或粘接、即材料配合地进行,或者(优选地)形状配合地进行。
[0018]
为了形状配合的轴向固定,可以设置,至少一些导体杆具有形状配合部件,这些形状配合部件与叠片组的两个轴向最外面的叠片的对应的形状配合部件配合作用,以便形成
轴向固定的形状配合。导体杆例如可以具有横向槽,分别最外面的叠片的对应的弹性接片卡入到这些横向槽中。替代地或附加地,也可以利用最外面的叠片来设置对导体杆的压铸部,比如通过对导体杆的轴向镦锻来设置。
[0019]
但也可考虑的是,至少一些导体杆具有形状配合部件,这些形状配合部件与一个或多个固定部件的对应的形状配合部件配合作用,用于形成轴向固定的形状配合,这些固定部件支撑抵靠叠片组的两个轴向最外面的叠片。在此例如也可以给导体杆设有横向槽,敞开的弹性环的朝向径向内部指向的接片推入到这些横向槽中。
[0020]
本发明的其它细节和优点由后续的专门说明和附图得到。
附图说明
[0021]
其中:图1示出了用于构造异步电机-转子的叠片的示意图;图2示出了用于构造叠片组的堆垛方法的示意图;图3示出了在导体杆与叠片组之间的轴向固定的第一实施方式;图4示出了在导体杆与叠片组之间的轴向固定的第二实施方式;图5示出了在导体杆与叠片组之间的轴向固定的第三实施方式;图6示出了在导体杆与叠片组之间的轴向固定的第四实施方式;图7示出了图5和图6的实施方式的特别有利的改进;图8示出了预退火步骤的示意图;图9示出了包封浇铸过程的示意图;图10示出了异步电机-转子的俯视图;以及图11示出了图10的转子的沿着剖切线
ⅺ-ⅺ
剖切的剖视图。
具体实施方式
[0022]
附图中相同的参考符号表示相同的或类似的部件。
[0023]
图10和11示出用于异步电机的转子10的俯视图或剖视图,该异步电机的其余之处未示出。图10和11的视图并非足够详细准确,以便能看出本发明的特殊之处。这些附图只用来针对更容易理解随后的特殊说明。转子10包括由堆叠的单叠片14、15构成的叠片组12。两个轴向最外面的、在此也称为外叠片的叠片设有参考符号15,并且全部其余的叠片设有参考符号14。叠片14、15具有沿着其圆周分布的多个构造成长孔的贯通凹口16,这些贯通凹口相互对准,因而形成沿着叠片组12的长度伸展的轴向通道18。在这些轴向通道18中匹配地布置了导体杆20。这些导体杆20优选由铜构成。它们轴向地突出于叠片组12。在突出的区域中,这些导体杆借助浇铸的优选由铝构成的短路环22相互导电连接。在其中央区域中,叠片14、15具有圆形的中央凹口24,该中央凹口沿着叠片组14的长度形成空心柱形的中央通道。
[0024]
图1示出了一个单独的这种叠片14、15。
[0025]
图2示出用于构造叠片组12的优选的堆垛方法。为此,把导体杆20的至少一些按照其最终的相对位置固定在辅助装置26中。随后,叠片14、15依照运动箭头28以其贯通凹口16套到导体杆20的自由端上,并且推进得尽量远。由此迫使每个独立的叠片14、15都处于其正确的角度定向。在这种做法中,叠片14、15的可能的翘曲可以通过相对略微增大的力耗费而
被拉直。
[0026]
最外面的叠片15形状配合地与至少一些导体杆20连接。图3至7示出这种形状配合的不同设计。
[0027]
在图3的实施方式中,外叠片15在其贯通凹口16的区域中具有向内突伸的弹性接片30,该弹性接片伸入到导体杆20的横向槽32中。在推上外叠片15时,弹性接片30偏转,且在安放时在导体杆20的外壁处摩擦。在外叠片15的最终位置,弹性接片30已到达横向槽32,并卡入到该横向槽中。由此在导体杆20与外叠片15之间产生了轴向固定。在叠片组12的未示出的另一端,相同的导体杆20与外叠片15进一步轴向固定,这在整体上导致了叠片14、15彼此间的相对固定。产生了可容易操作和输送的预制模块,其特别是可以被供应给用来形成短路环22的包封浇铸工位。
[0028]
图2示出在导体杆20与外叠片15之间的轴向固定的另一种形式。在此,外叠片15在其形状上并非不同于其余的叠片14。确切地说,导体杆20具有增厚部34,通常为横向凸起,其倒钩住贯通凹口16的边缘。这种增厚部34例如可以作为压铸部而产生,比如通过对导体杆20的轴向镦锻而产生。
[0029]
图3和4的实施方式分别表示导体杆20与外叠片15之间的直接的形状配合。
[0030]
图5和6示出了导体杆20与外叠片15之间的间接的形状配合的两个实施方式。在该实施方式中,导体杆32也具有横向槽32,其中,图5和6的视图分别表示在这些横向槽32的高度上的剖视图。
[0031]
在图5的实施方式中,固定部件36包夹导体杆20的横截面的最宽的区域。该固定部件具有向内突伸的接片38,该接片插入到横向槽32中。固定部件36以其基体40支撑在外叠片15处,因而提供了单侧的轴向固定。
[0032]
在图6的实施方式中,设置了固定部件42,其具有同样敞开地环形的基体44,然而在该实施方式中,该基体包夹全部的导体杆20。每个导体杆20都在其径向外端具有横向槽,固定部件42的接片46伸入到该横向槽中,并以此方式保证单侧的轴向固定。也可考虑如下实施方式,在其中固定部件42径向地布置在导体杆20的内部,并且具有朝向径向外部伸入到相应的横向槽32中的接片46。
[0033]
在图5和6的上下文中提到的全部的固定部件36、42可以按根据图7的特别有利的方式来设计。其基体40、44朝向其外边缘从贴靠面朝向外叠片15弯曲。由此在基体40、44的该区域与外叠片15之间产生空隙。在用来制造短路环22的包封浇铸过程中,液态的短路环材料、特别是铝进入到该空隙中,并且在短路环22与固定部件36、42之间,因而在短路环22与导体杆20之间形成轴向固定的形状配合。替代地或附加地可行的是,导体杆具有凹口,例如槽或贯通孔,短路环材料流入到这些凹口中,并且可以在导体杆与短路环之间形成直接的形状配合。
[0034]
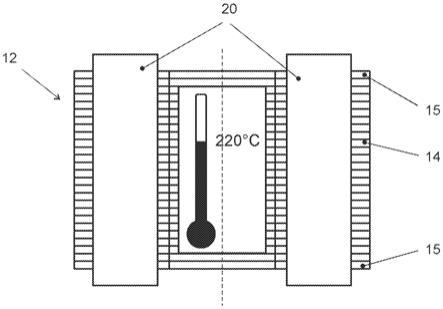
图8示出一种预制模块,其包括叠片组12,该叠片组带有轴向地固定于其中的导体杆20。有利地,该预制模块在其整体上被加热到介于200℃和300℃之间的目标温度。在图8中代表性地示出了220℃的目标温度。通过这种预退火,在导体杆20上形成了数微米厚的氧化层。在图9中所示的用于形成短路环22的后续的包封浇铸过程中,在其中将浇铸模具48放置到导体杆20的突出的端部上并且用液化的短路环材料、特别是铝50予以填充,预制模具的提高的温度导致熔融物较深地进入到在导体杆20与叠片14、15之间的间隙中,其中,避免
了产生缩孔。此外,前述的氧化层负责形成阻隔物,该阻隔物防止在导体杆的铜与导体杆22的铝之间的界面处出现接触腐蚀。
[0035]
当然,在该专门的说明中论述的且在图中示出的实施方式只是本发明的示范性的实施例。根据这里的公开内容,帮助本领域技术人员得到宽范围的变型可能性。
[0036]
附图标记清单10
ꢀꢀ
转子12
ꢀꢀ
叠片组14
ꢀꢀ
叠片15
ꢀꢀ
外叠片16
ꢀꢀ
贯通凹口18
ꢀꢀ
轴向通道20
ꢀꢀ
导体杆22
ꢀꢀ
短路环24
ꢀꢀ
中央凹口26
ꢀꢀ
安装辅助装置28
ꢀꢀ
运动箭头30
ꢀꢀ
弹性接片32
ꢀꢀ
横向槽34
ꢀꢀ
横向凸起/增厚部36
ꢀꢀ
固定部件38
ꢀꢀ
接片40
ꢀꢀ
基体42
ꢀꢀ
固定部件44
ꢀꢀ
基体46
ꢀꢀ
接片48
ꢀꢀ
浇铸模具50
ꢀꢀ
短路环材料
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1