线缆缠绕装置的制作方法
1.本技术涉及一种电机的定子线圈制造技术,尤其涉及一种用于在铁芯上缠绕线圈的线缆缠绕装置。
背景技术:
2.在常规的粗线缆缠绕技术中,因为线缆的直径较大,受其挠性影响,在将粗线缆缠绕在铁芯上时,往往会在线缆和铁芯的表面之间形成间隙,使得线缆从铁芯表面上鼓出或凸出,这样的凸出使得对于同样尺寸的电机来说可能会需要更高的功率。
3.对于定子线圈的制造来说,在需要更大功率密度这方面采用的一个改进措施是利用扁线技术来代替粗线缆缠绕,即,形成所谓的扁线(hairpin)电机,虽然扁线电机作为新能源汽车核心部件之一,在现代工业中的使用越来越广泛,尤其是对于大型的电机。但是,这样的电机制造工艺复杂,成本较高。
4.因此,仍然需要对传统的粗线缆缠绕技术作出改进,尤其是如何改进线圈缠绕时线缆在铁芯上产生的凸起,以扩宽线圈缠绕的应用范围。
5.传统上在这方面采用的是以下两种技术,一种是在线缆缠绕之后的校正,即在线缆缠绕之后利用按压装置对凸起部分进行按压,以进行凸起的校准,另一种是在缠绕的过程中同时使用一种直径比较大的辊抵靠线缆和铁芯进行按压,即边缠绕边按压。
6.但是这种两种方法都是在已产生的凸起部分上抵靠铁芯进行作用,无法做到使线缆直接贴靠铁芯缠绕,也不能针对不同的线缆特性进行具体的实时凸起改善,另外,因为按压装置和按压辊的作用,会在凸起的表面上产生印痕,影响美观。
7.因此,仍需要提供一种能针对具有不同特性和尺寸的线缆以及不同铁芯布置位置来进行具体凸起调整的电线缠绕装置。
技术实现要素:
8.本技术的目的在于克服现有技术中的缺陷,提供一种能针对不同的缠绕材质和不同铁芯布置而调整线缆在铁芯表面上的贴合度的线缆缠绕装置,使得针对被缠绕的线缆能消除或实质上改善凸起。
9.上述目的通过本技术的线缆缠绕装置来实现,所述线缆缠绕装置包括:线缆供应源;用于将线缆从所述线缆供应源馈送出的线嘴;与所述线嘴相隔一段距离和一段高度定位的用于供线缆缠绕于其上的铁芯;从线缆供应源穿过线嘴延伸到铁芯的线缆;以及位于所述线嘴和所述铁芯之间的张力调节装置,所述张力调节装置抵靠从所述线嘴延伸到所述铁芯的线缆部段上,以对线缆施加作用力,从而使线缆贴靠所述铁芯的表面缠绕,其中假定所述铁芯的中心轴线距线嘴的中心轴线的高度为h,所述铁芯的靠近线嘴的一端距线嘴的出口距离为d,且所述线缆与竖直方向之间的角度为α,则所述张力调节装置能抵靠线缆调节所述角度α的大小。
10.可选地,所述张力调节装置包括辊,所述辊的表面抵靠所述线缆施加张力,并使所
述角度α发生变化。其中,所述辊的表面包括周向引导槽,所线缆穿过所述引导槽行进。
11.或者,所述张力调节装置包括凸轮,所述凸轮的旋转使得作用在线缆上的张力和所述角度α发生变化。其中,所述凸轮的表面包括周向引导槽,所述线缆穿过所述引导槽行进。
12.可选地,所述张力调节装置被弹性元件朝向所述线缆偏压。
13.其中,所述张力调节装置由伺服电机驱动,或者通过液压或气动方式驱动。
14.本技术还涉及一种用于在定子铁芯上缠绕线缆的方法,所述方法包括以下步骤:通过与线缆供应源相关联的线嘴从线缆供应源提供线缆;提供与线嘴处于特定位置关系的铁芯,使得铁芯的中心轴线与线嘴的中心轴线之间的高度为h,铁芯的靠近线嘴的边缘与线嘴出口之间的距离为d且线缆与竖直方向的角度为α;提供线缆张力调节装置,并根据线缆的特性和尺寸以及h、d值的大小,调节线缆上的张力以及所述角度α;以及将所述线缆经过线缆张力调节装置被缠绕在所述铁芯上。
15.其中,提供线缆张力调节装置的步骤包括提供辊或提供凸轮。
16.采用具有上述结构的本技术的线缆缠绕装置或根据上述的线缆缠绕方法,使得本技术能针对不同的线缆和铁芯及其相关位置而调节线缆在铁芯表面的贴合度的线缆缠绕装置,以使得能消除或实质上改善线缆在铁芯表面上的凸起。
附图说明
17.从后述的详细说明并结合下面的附图将能更全面地理解本技术的前述及其它方面。需要指出的是,各附图的比例出于清楚说明的目的有可能不一样,但这并不会影响对本技术的理解。在附图中,
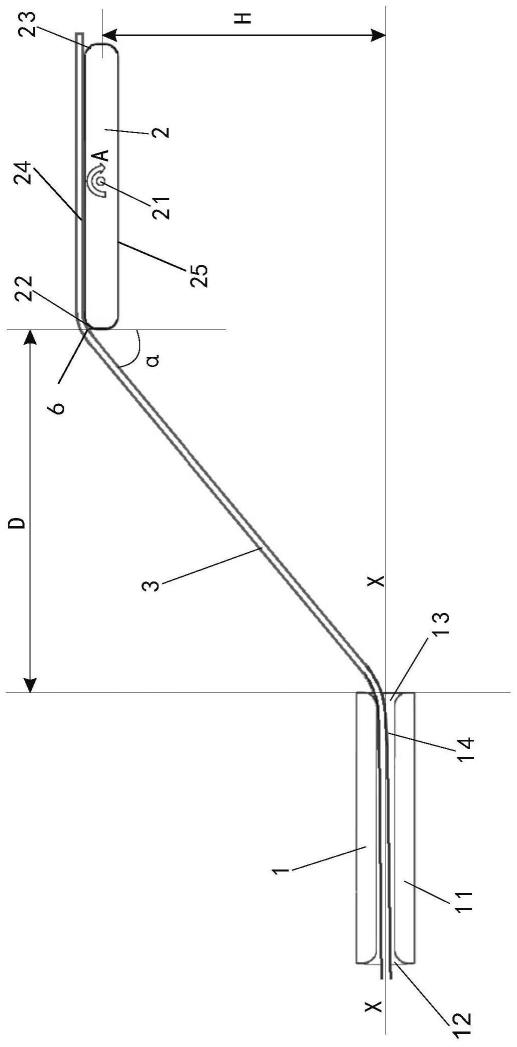
18.图1是根据本技术的线缆缠绕装置的第一实施例的侧视示意图;
19.图2是根据本技术的线缆缠绕装置的第二实施例的侧视示意图;以及
20.图3是根据本技术的线缆缠绕装置的第三实施例的侧视示意图。
具体实施方式
21.在本技术的各附图中,结构相同或功能相似的特征由相同的附图标记表示,且附图并非按比例绘制,仅是出于说明目的。
22.图1示出了根据本技术实施例的线缆缠绕装置。包括用于从线缆存储源引出线缆的线嘴1,所述线嘴1包括具有通孔14的筒形主体11,主体11具有两个端部12和13和纵向中心轴线x-x,线缆3从第一端部12进入并沿中心轴线x-x穿过通孔14,然后从第二端部13送出。
23.线嘴1可以固定地布置,也可以布置成绕中心轴线x-x可转动。
24.本技术的线缆缠绕装置还包括用于在其上缠绕线缆3的铁芯2,所述铁芯2可绕其中心轴线21旋转,例如,以图1中箭头a所示的方向旋转。所述铁芯2为块状,其截面为具有圆化拐角的大体矩形,具有第一端部22和第二端部23,还具有上表面24和下表面25。假定从图中所示位置开始,随着铁芯2在沿箭头a所示方向上的旋转,线缆3依次被缠绕在上表面24、第一端部22、下表面25、第二端部23上然后再以此顺序重复缠绕。如图所示,当铁芯2处于其上表面24和下表面25与水平面平行的水平方向时,线缆3在铁芯2的第一端部22和上表面24
之间的拐角点6处与铁芯2接触。
25.本文中所述的方向“上”和“下”仅是为了便于描述线嘴1和铁芯2以及线缆3之间的布置关系,并不限于实际上的布置方向,而是可以根据实际的使用方位来定向。
26.本技术中,作为示例,将铁芯2设置在线嘴1的上方一定高度处,且距线嘴1一定距离,如图1所示,铁芯2位于线嘴1的右上方。假定在竖直方向上将铁芯2的中心轴线21距线嘴1的中心轴线x-x与之间的高度定义为h,将线嘴1的第二端部13即线嘴的出口端与铁芯2的拐角点6之间在水平方向上的距离定义为d,并且将线嘴1和铁芯2之间的线缆3的部段相对于竖直方向所成的夹角,即如图1中在拐角点6处线缆3与穿过拐角点6的竖直线之间形成的夹角定义为α。
27.经过实验表明,线嘴1与铁芯2之间的位置关系会影响到线缆3在铁芯2上的最终缠绕效果,尤其是影响到线缆3在铁芯2的上表面24和下表面25上的凸鼓程度。即上述的高度h、距离d以及角度α与线缆3在铁芯2的上表面24和下表面25上的贴合程度密切相关。通过改变这些值可以改变缠绕过程中作用在线缆3上的张力,从而使得线缆3以不同的张力作用于上表面24和下表面25上以实现最终与所述上表面和下表面的贴合。
28.本技术中所使用的线缆3可以是例如铜这样的导电线,也可以是其他材质的线缆,在实践中,可以根据不同的线缆材质以及不同的线缆直径通过仿真模拟来改变铁芯2相对于线嘴1的位置,即改变高度h、距离d有及角度α,以改进线缆3与铁芯2的贴合。
29.假定在铁芯2相对于线嘴1的高度h和距离d固定的情况下,可以对其间的线缆3上的张力进行调节,为此,本技术增加了张力调节装置,所述张力调节装置可以仅调节线缆3上的张力,也可以在调节线缆3上的张力的同时改变上述的角度α。此外,也可以在改变高度h和距离d的同时进行线缆3的张力和上述角度α值的调整。
30.虽然图1中所示为铁芯2布置为在线嘴1右上方的位置,但是,也可以将铁芯2布置在线嘴1的右下方,同时配合改变铁芯2的旋转方向和线缆的缠绕方向,还可以将铁芯2设置为使其中心轴线21与线嘴3的中心轴线x-x的方向对齐,即,使得h值为0。
31.在如图2所示的本技术第二实施例的线缆缠绕装置中包括了一种示例性张力调节装置,在如图3所示的本技术第三实施例的线缆缠绕装置中包括了另一种示例性张力调节装置。
32.如图2所示,本技术的线缆缠绕装置的张力调节装置包括在线嘴1与铁芯2之间与线缆3接触并抵靠的辊4,所述辊4绕辊轴线41枢转以引导线缆3的行进,所述辊4还能够在图2中箭头所示方向b1和b2上移动,从而将线缆3推压到不同的位置,使得所述角度α发生变化,导致不同的张力被施加到线缆3上,最终使线缆3以不同的张力贴合于铁芯2的上表面24和下表面25上,进而消除有可能产生的凸鼓。
33.辊4可以通过弹性元件来抵靠线缆3偏置,该弹性元件始终沿箭头b2方向向线缆3施加偏压力,其中,弹性元件的弹力即偏压力可以根据实际的需要进行调节,以适应不同的线缆3的特性和不同的铁芯2的大小以及它们之间的相对位置。
34.所述辊4可由伺服电机驱动,以沿着图2中的箭头b1和b2的方向移动,从而将压力施加于线缆3。辊4也可以由其他方式致动,例如液压或气动方式。
35.在一个示例中,所述辊4的表面可以设置有周向引导槽,所述线缆3容纳于引导槽中,以在线缆3的行进过程中对线缆3进行引导。
36.如图3所示,本技术的线缆缠绕装置的张力调节装置可以包括在线嘴1与铁芯2之间且与线缆3接触并抵靠的凸轮5,所述凸轮5围绕中心轴线51在图3中箭头c所示的方向上旋转,随着凸轮5的旋转,在线缆3上施加不同的张力,同时也使得所述角度α发生变化。
37.所述凸轮5的旋转通过电机致动,也可以由其他方式致动,例如液压或气动方式。
38.在一个示例中,凸轮5的表面可以设置有周向引导槽,所述线缆3容纳于引导槽中,以在线缆3的行进过程中对线缆3进行引导。随着凸轮5绕中心轴51的旋转,使得线缆3相对于铁芯2的角度α发生变化,从而施加在线缆3上的力也发生变化,导致线缆3能贴合地缠绕在铁芯2的上表面24和下表面25上。
39.如上所述,所述线嘴1相对于铁芯2所处的位置的参数h和d以及线缆3相对竖直轴线的角度α可以根据需要,取决于所应用场合的线缆3的粗细和挠曲特性来进行调节,在参数h和d固定的情况下,可以通过仅调节角度α的大小,使得施加于线缆3的张力不同,进而线缆3施加于铁芯2的缠绕力的大小不同,使线缆3能在缠绕过程中贴合于铁芯2的上表面24和下表面25,大大地避免了在铁芯上缠绕时在表面上所产生的凸鼓。
40.本技术并不限上面所描述的实施例,而是可以根据需要进行修改,例如,可以将凸轮5或辊4改变为顶端带有滑槽的支撑杆,线缆穿过滑槽行进,该支撑杆由电机驱动,可以相对于线缆前进或后退,以调节作用在线缆3上的张力和线缆3相对于竖直位置的角度。
41.还可以将图2和3中所示对于辊4和凸轮5的推动致动修改为关于线缆3在相反方向上的拉动致动,即,在线缆3的相反侧沿着图2中所示b2的方向拉动该辊4或凸轮5,同样使得辊4或凸轮5抵靠线缆3施加张力。这样的作用方式与如图2和3中所示结构一样可以用来调节线缆3的角度和作用在线缆3上的张力,进而改变线缆3在铁芯2上的贴合度。
42.尽管这里详细描述了本技术的特定实施方式,但它们仅仅是为了解释的目的而给出的,而不应认为它们对本技术的范围构成限制。在不脱离本技术精神和范围的前提下,各种替换、变更和改造可被构想出来。本技术的范围由后附的权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1